转炉倾动装置事故措施可靠性分析
2020-09-30郭树柏
郭树柏
(北京首钢股份有限公司,河北迁安064400)
在钢铁企业转炉冶炼设备中,转炉倾动装置属于重要关键设备,通过倾动装置所输出的扭矩来使转炉本体连续正反转,并能平稳而准确地停止在任意角度的位置上,以满足兑铁水、加废钢、加料、取样、测温、出钢、出渣以及返回等工艺操作要求[1]。它的结构形式主要包括:落地式、半悬挂式、全悬挂式倾动装置等多种。目前,国内外200—300 t级的转炉驱动装置较多选用了多点啮合全悬挂柔性支撑的倾动装置。转炉倾动装置主要由驱动电动机、一级减速机、二级减速机、柔性支撑装置等部件组成。如图1所示为四点啮合全悬挂柔性支撑倾动装置示意图。
这种多驱动的优点在于:一个驱动系统发生事故,其它系统仍可继续工作,即事故状态下处理能力强,安全性好;其次,能充分发挥大齿轮的作用,单个齿传力减小,设备重量和尺寸也相应减少,能够很好的适应倾动力矩大,启、制动频繁,承受较大的动载荷等工作特点[2]。
转炉倾动装置故障类型有机械、电气、工艺操作、设计故障等四个方面,其中,在实际生产过程中,以机械和电气原因造成的倾动装置故障的案例居多。

图1 四点啮合全悬挂柔性支撑倾动装置示意图Fig.1 Diagram of tiltingdevice of full suspension flexible support with four-point meshing
根据倾动装置产生故障类型不同,采取的措施也不尽相同。本文主要研究假设当四台一次减速机系统中任意一套装置发生故障而不能正常工作时,而另外三套系统能够正常工作,通过分析和校核另外三套减速机系统能否驱动转炉安全可靠地完成冶炼工作,确定正常冶炼的工作条件,制定相应应急措施,最终达到转炉系统安全可靠工作和降低事故经济损失的目的。
1 倾动装置事故状态下可靠性分析
通过转炉系统工作原理分析可以知道,只要三台一次减速机和电机在额定参数内工作,而不发生严重过载现象且启、制动安全可靠就可以视为三台一次减速系统能够驱动转炉实现炼钢冶炼任务。即:事故状态下倾动系统所能提供的最大力矩不小于转炉最大倾动力矩。
查阅设计单位技术资料,了解到某公司210T转炉最大力矩为出钢过程中倾动到55°时,此时力矩为237991 kg·m,最小力矩为倾动到89°时,此时力矩为8939 kg·m。考虑预留力矩系数k,主要是防止考虑不到的因素发生,甚至造成转炉倾翻事故而选择的系数,一般取k=1.1—1.25。
所以该厂210T转炉最大倾动力矩

式中:Mmax—转炉倾动装置最大输出倾动力矩;
K—预留力矩系数;
M—正常冶炼过程中转炉系统产生的最大力矩。
1.1 减速机可靠性分析
查阅该公司2#转炉倾动系统装置相关技术资料见表1所示。
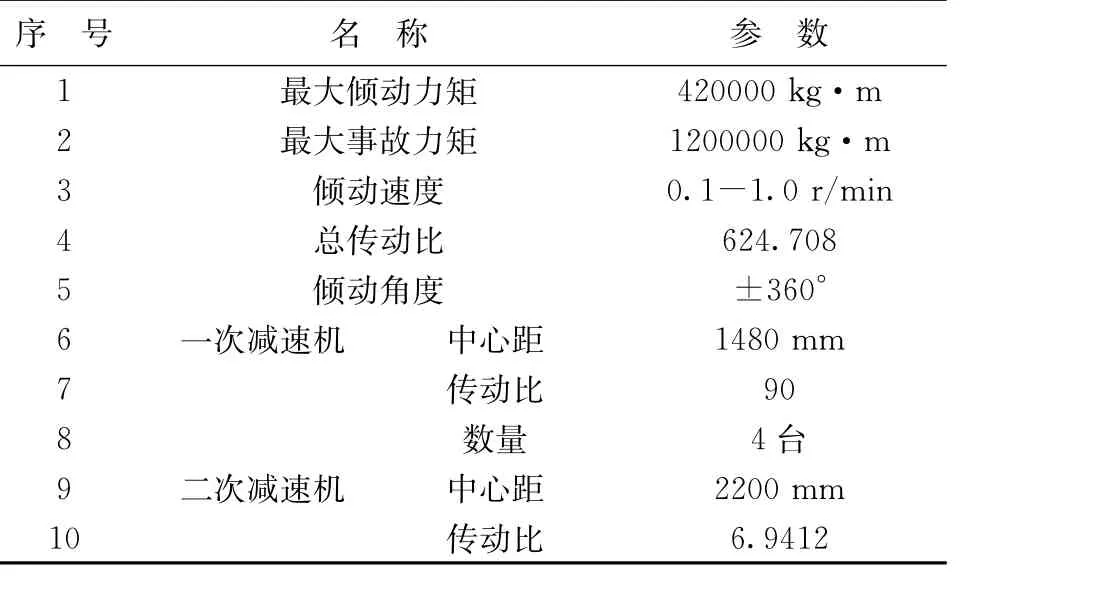
表1 倾动系统减速装置技术性能表Table1 Technicalperfor mance table of decelerator in tilting system
由表1可知,三台一次减速系统所能提供最大的倾动力矩为:

式中:M3—3台倾动装置工作时转炉倾动装置最大输出倾动力矩;
Me—转炉最大倾动力矩,如表1可查Me=420000 kg·m;
其他符号与前文意义相同。
因此,三台一次减速机运行安全可靠,能够满足事故状态下的转炉冶炼要求,而不发生减速机断齿、断轴、轴承损坏等事故。
1.2 电机可靠性分析
查阅该公司2#转炉倾动系统电动机相关技术资料见表2所示。

表2 倾动系统电动机技术性能表Table 2 Technical perfor mance table of tilting system motor
由表2可知电动机额定功率P0=110 k W,电动机额定转速,所以电动机额定转矩为:

式中:T0—电动机额定功率;
n0—电动机额定转速。
三台电机工作时所能提供的最大转矩为:

式中:T3—三台电机同时工作所提供的最大转矩之和;
η电—电动机机械效率,取η电=0.99;
T0—单台电机额定输出转矩,N·m。
将T0=1616 N·m;η电=0.99带入(4)式中,得T3=4800 N·m。
转炉正常冶炼所需每台电动机实际功率为:

式中:T实—每台电机实际输出功率;
ηΣ—倾动机械的总机械效率。取ηΣ=0.9;
g—重力加速度,9.8N/kg;
ψ—正常操作时,运转电动机的个数,ψ=3;
iΣ—传动系统总传动比,由表1可知iΣ=624.708[3]。
因为电动机额定转矩小于转炉冶炼所需电动机的实际转矩,即T0<T。因此需要核算电机过载系数。电机的过载系数:

式中:T实—电动机实际转矩;
T0—电动机额定转矩。
因此,倾动系统所选电机过载系数大于1.03即可满足三电机带动转炉系统正常工作,由表2可知该钢厂210T转炉所选电机短时过载能力为3,启动过载能力为1.8。所以,四台电机中有任意三台正常工作就能够满足转炉的正常冶炼,而不发生电机过载烧损事故发生。
如若保证电机在不发生过载的情况下工作,可以通过降低转速来实现倾动系统输出力矩满足转炉冶炼要求,即:


求得n≤0.76 r/min。即转炉倾动速度不大于0.76 r/min时,任意三台电动机运行安全可靠,能够满足事故状态下的转炉冶炼要求,而不发生电机过载故障。
1.3 制动器可靠性分析
查阅该公司2#转炉相关技术资料见表3所示。
式中:N—电动机需要的功率,k W;
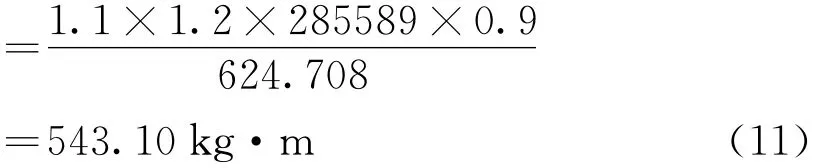
Mmax—转炉计算最大倾动力矩,kg·m,
Mmax=285589 kg·m;
ηΣ—倾动机械的总机械效率。计算取ηΣ=0.9;
ψ—操作时运转电动机的个数;
n—转炉转速,r/min。

式中:K1—考虑到电压降引起力矩误差,以及倾动力矩计算误差,取K1=1.2;K2—考虑到多电动机倾动时,电动机不同步造成的力矩误差,取K2=1.1[4]。
将N=110k W;ηΣ=0.9;ψ=3;K=1.32代入(7)式得:

表3 倾动系统制动器技术性能表Table 3 Technical perfor mancetable of tilting systembrake
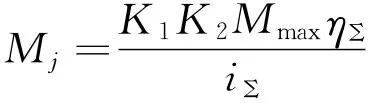
转炉正常生产所产生的力矩有转炉静力矩和转炉动力矩两部分组成,即:制动力矩为

式中:M j—转炉倾动力矩反作用产生的静力矩;
M dz—有转炉及倾动机械惯性力矩在制
动轴上产生的制动力矩,单位是kg·m。
式中:ηΣ—倾动机械的总机械效率,取ηΣ=0.9;
其它符号意义及单位同前。
已知飞轮矩与转动惯量的关系如下式所示:

式中:(GD2)—飞轮矩,单位kg·m2;
g—重力加速度,g=9.81 m/s2;
I—转动惯量,类比相关资料可知功率为110KW电机转动惯量为0.096 kg·m,联轴器转动惯量为0.06 kg·m[5]。
通过上式可以计算得联轴器飞轮矩G1D2=4×9.81×0.06=2.35 kg·m2,电动机飞轮矩G2D2=4×9.81×0.096=3.77 kg·m2。
转炉及其倾动机械折合到电动机轴上的飞轮矩总和为:

式中:GD2—转炉及其倾动机械折合到电动机轴上的飞轮矩,单位kg·m2;
G1D2—电动机与减速机间的联轴器飞轮矩,单位kg·m2;
G2D2—电动机飞轮矩,单位kg·m2。
将G1D2=2.35 kg·m2,G2D2=3.77 kg·m2带入(13)式:

式中:Mdz—转炉及倾动机械惯性力矩在制动轴上产生的动力矩,单位是kg·m;
tz—制动时间,取3 s;
n—电动机转速,r/min;
ΣGD2—转炉及其倾动机械折合到电动机轴上的飞轮矩总和[6]。
因此,将Mj=543.10 kg·m,Mdz=14.59 kg·m带入(10)式
可得制动力矩:Mz=543.10+14.59=557.69 kg·m。

式中:ψ—制动器正常工作的个数;ξ—n个制动器不同步造成制动力矩减小,需增加的安全系数,当ψ大于2时,取1.1—1.15;
[Mz]—制动器额定制动力矩,单位kg·m。
将Mz=557.69 kg·m带入(15)式计算得:

由表3可知,该公司2#转炉倾动装置选用YWZE-710/300型制动器JB/ZQ438-86通电持续率JC=25%,[MZ]=700 kg·m,故制动安全可靠,能够满足事故状态下的转炉冶炼要求,而不发生溜车故障。
1.4 故障状态下的应急措施
转炉倾动系统出现故障时,操作人员要第一时间通知设备技术人员到现场确定造成故障的初步原因,并立即向相关部门领导汇报,设备技术人员到现场后明确设备能否继续使用,并指导操作人员完成事故状态下的倾动操作。
在转炉非满负荷冶炼状态下,由于转炉倾动力矩较小,当其中任意一套一次减速机系统出现故障时,其他3套倾动一次减速机系统能够很容易满足使用要求,操作工可以正常的转炉倾动转速完成摇炉倒渣等作业,尽快交设备管理人员进行故障处理。
在转炉满负荷冶炼状态下,只有3套倾动一次减速机系统能正常工作时,一方面,操作人员要将氧枪提升到高位,并关闭氧枪进回水阀门。另一方面,操作人员立即通知设备技术人员到现场确认倾动系统故障情况,并向相关部门领导进行汇报,设备技术人员在确认现场设备能够实现摇炉操作时,指导操作人员以转炉倾动速度低于0.76 r/min的摇炉速度出钢,并安排电工在配电室实时监测倾动电机电流情况,超过安全阈值时,进一步降低摇炉速度,以安全完成出钢操作。此外,要在出钢区域设置警戒线,现场无关人员全部撤离,防止事故损失扩大。
事故状态下主要措施是通过控制转炉转速来实现安全冶炼,而转炉的转速在传动系统一定的情况下主要取决于电机输出转速。根据不同倾动系统的电机选型不同,电机的过载能力就会存在差异,因此在冶炼过程中出现倾动系统故障时,从安全的角度考虑,操作时应尽可能的降低转炉转速,操作要平稳,尽量避免出现频繁正反转,以降低对倾动驱动系统的冲击载荷,进一步保证倾动机构操作的安全可靠性。
2 结论
本文通过对转炉一次倾动装置的减速机、电机、制动器的校核分析,确定了当四点啮合全悬挂柔性支撑的倾动装置中任意一套一次倾动装置出现故障时,其它三套一次倾动装置来驱动转炉系统安全运行的可靠性。此外,本文还制定了在三台电机工作的工况下,通过控制转炉转速的方式来实现事故情况下安全完成冶炼工作的有效措施。以某钢厂210T转炉相关参数为例,从理论计算的角度,给从事转炉设备管理的技术人员提供一种倾动系统在事故状态下工作的可靠性校核的方法,对转炉倾动装置发生事故如何将经济损失降到最低有着巨大的借鉴意义。