不同电磁辐射屏蔽面料的最佳缝制工艺参数
2020-09-29孙嘉琪于晓坤胡吉永
孙嘉琪,于晓坤,2,胡吉永
(1.东华大学 服装与艺术设计学院, 上海 200051; 2.东华大学 现代服装设计与技术教育部重点实验室,上海 200051; 3.东华大学 纺织学院,上海 201620)
随着社会发展和科技进步,电磁辐射污染及其危害逐渐引起社会各界的关注[1-2]。由于电磁辐射污染会对人体健康造成一定的负面影响[3],民用电磁辐射屏蔽服的应用也日益广泛,其面料主要以金属纤维混纺面料和镀金属纤维面料为主[4-5],其屏蔽机制主要包括吸收、反射及多次反射3种形式[6]。结合面料特性以及成衣制作方式,缝纫过程中产生的孔洞及缝隙会对屏蔽服的屏蔽效能产生影响[7-8]。
目前已有的针对电磁辐射防护服缝制工艺参数的相关研究多为考察对屏蔽效能产生影响的缝制工艺参数并阐述二者间的相关性,缺少针对不同面料的缝制工艺设计及试验对比。本文针对3种市场上常见的电磁辐射屏蔽面料,选取5个缝制工艺参数设计针对性的正交试验,测试3种面料在不同缝制工艺下的屏蔽效能,对比不同面料屏蔽效能受缝制工艺参数的影响程度,分别总结出每种面料的最佳缝制工艺参数,以期对民用电磁辐射防护服装的生产工艺设计有指导作用。
1 试 验
1.1 试验面料
选取目前民用防辐射服生产中使用较多的3种电磁辐射屏蔽面料作为研究对象,分别为不锈钢纤维混纺面料(1#)、镀银纤维混纺面料(2#)以及含银防辐射针织面料(3#)。3#面料线圈横密为79列/(5 cm),线圈纵密为89行/(5 cm)。试验面料基本参数见表1。

表1 试验面料基本参数
1.2 缝制工艺参数设置
显著影响电磁辐射屏蔽面料屏蔽效果的因素主要有辐射源频率及距离、面料中导电纤维含量、面料拼缝时产生的孔洞面积和拼缝处缝隙的长宽尺寸[9-10]等。在将面料缝制成服装的过程中,由于机针穿刺面料,不可避免地使面料间产生了孔隙,通常会使电磁辐射屏蔽面料的屏蔽效能受到损失[8]。由于缝制过程中产生的孔隙与缝线种类、缝型、机针号数、针距等缝制工艺参数有密切关系,结合前人探究成果[10-11]并通过预试验对缝制工艺参数进行筛选,针对不同面料分别选取缝纫线种类A、缝纫方向B、机针号数C、缝型D和针距E这5个缝制工艺参数中的前4个作为正交试验设计的试验因子,每种变化的试验因子拟定3个水平,其余缝制参数控制变量,采用4因素3水平正交表进行试验设计。缝制工艺参数设置见表2。

表2 缝制工艺参数设置
1.3 屏蔽效能测试频率确定
生活中人们受到手机等移动设备、冰箱、微波炉以及WLAN设备电磁辐射的频率范围主要集中在890~2 500 MHz之间[9,12],考虑测试设备稳定性及数据的准确性,本文选择在辐射源频率500~3 000 MHz范围内对试验面料进行的屏蔽效能测试,并从1 000 MHz起以200 MHz为差值选取10个数据点,即记录辐射源频率为1 000、1 200、1 400、1 600、1 800、2 000、2 200、2 400、2 600、2 800 MHz时测得的试验面料屏蔽效能。
1.4 试验方法
根据GB/T 30142—2013《平面型电磁屏蔽材料屏蔽效能测量方法》中对试样尺寸的要求,将3种试验面料根据缝制试验工艺参数设置需求裁剪为12 cm×7 cm的裁片,并将裁片沿长边在距布边1 cm处缝合。取样时需在原面料上裁取完整圆形与同心圆环作为参考试样,用于测试缝制前试验面料的基础屏蔽效能,其中圆形部分直径3.5 cm,圆环内径8.5 cm,外径11.8 cm;同时在缝制后的正方形试样正中裁取直径11.8 cm的圆形负载试样,用于测试在不同缝制工艺参数下缝制后的试验面料屏蔽效能。取样时应合理避开可能影响试验结果的疵点与明显折痕。取样后对负载试样按顺序编号,共得到27个缝制试样。
测试前将参考试样、缝制试样在常温标准大气环境中放置48 h调湿,使用FY800织物防辐射性能测试仪(温州方圆仪器有限公司)对试样的屏蔽效能进行测试。每个试样重复测试5次,取其平均值作为该辐射频率下试样的屏蔽效能。
2 试验结果与讨论
2.1 试验结果
试验面料基础屏蔽效能见表3。由表可知3种电磁辐射屏蔽面料缝制前的屏蔽效能,数值越大说明其屏蔽效果越好。1#-a、2#-a、2#-a分别为面料1#、2#、3#的参考试样,即缝制前的试样。缝制试样电磁辐射屏蔽效能见表4,试样编号中的序号对应正交试验中的试验号。

表3 试验面料基础屏蔽效能 dB

表4 缝制试样电磁辐射屏蔽效能 dB
2.2 缝制工艺参数对屏蔽效能稳定性的影响
根据表4试验结果计算每个试样10个数据点屏蔽效能的方差,得到各试样屏蔽效能稳定性。其中,方差数值越大,表示试样在测试范围内屏蔽效能稳定性越差。各试样屏蔽效能的稳定性见表5。
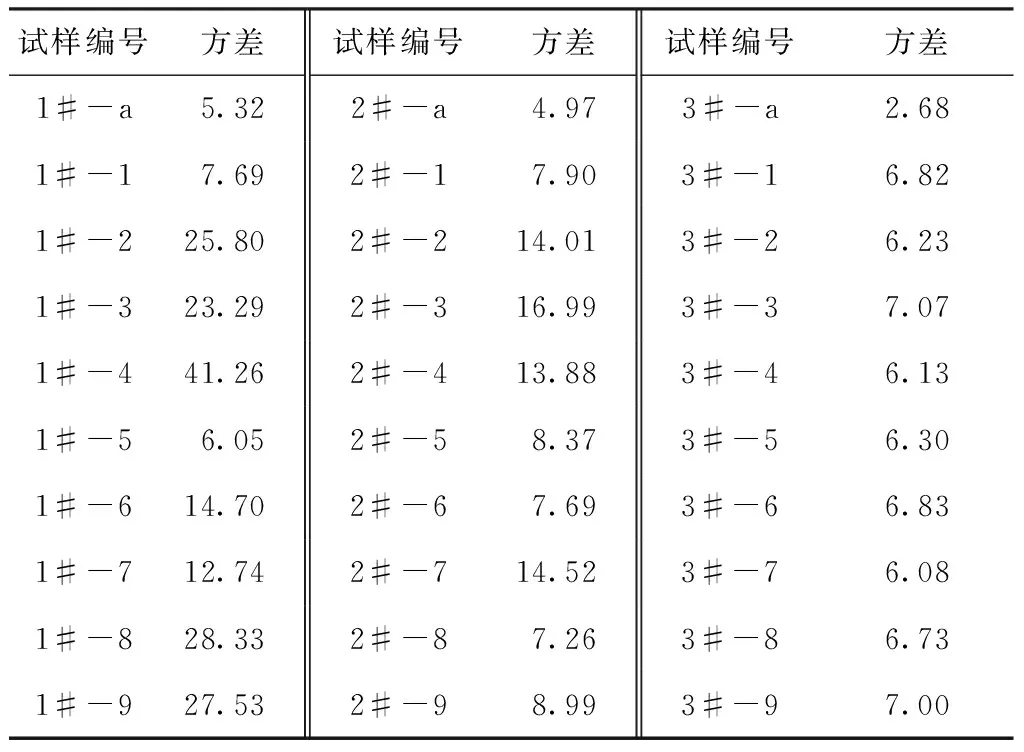
表5 各试样屏蔽效能的稳定性
由表5可知,3种电磁辐射屏蔽面料经过缝制后,在测试范围内的屏蔽效能稳定性均受缝制工艺参数影响而有所降低。其中,面料1#、2#的不同缝制试样间屏蔽效能稳定性差异明显,说明面料1#、2#屏蔽效能稳定性受缝制工艺参数影响较大,主要由于面料1#、2#组织结构较紧密,缝制过程中产生的孔隙大小和形态与缝制工艺参数设置密切相关;而面料3#的不同缝制试样间屏蔽效能方差差值在0.99以内,因缝制工艺参数不同而产生的影响较小,这主要是由于面料3#经、纬向密度较小,且导电纤维沿经、纬向分布较均匀,而缝制后拼缝处产生不均匀缝隙使其屏蔽效能稳定性降低,同时由于面料3#组织结构较松散,本身孔隙较大,因此其不同缝制工艺参数对拼缝处孔隙大小和形态的影响差异不如面料1#、2#明显。
2.3 缝制工艺参数与面料屏蔽效能关系
由表4可以看出,面料1#和2#缝制后电磁辐射屏蔽效能整体有所降低,主要是由于面料1#和2#经、纬向密度较大,缝制产生的孔隙远大于面料组织结构中的孔隙,导致穿过拼缝处的电磁辐射显著增多;而面料3#由于自身针织结构中孔隙较大,主要依靠导电纤维间对电磁辐射的多次反射达到屏蔽效果,因此拼缝处由于缝纫产生的孔隙对缝制试样的屏蔽效能影响较小,同时缝制后拼缝处面料交错堆叠,使该部分导电纤维对电磁辐射的反射增多,令穿过拼缝处的电磁辐射减少,因此面料3#缝制试样的屏蔽效能略有上升。
以面料1#为例进一步讨论缝制工艺参数与面料屏蔽效能的关系,对缝制试样的屏蔽效能测试结果进行方差分析,面料1#缝制试样屏蔽效能方差分析结果见表6。
由表6可以看出,缝纫线种类、缝纫方向、机针号数、缝型4个缝制工艺参数对面料1#缝制后的屏蔽效能均有显著影响,其中缝型对面料1#电磁辐射屏蔽效能影响最为显著;其次是缝纫方向和机针号数;缝纫线种类因素对屏蔽效能的影响最小。因此在缝纫时,需对缝制工艺参数进行合理设置,使电磁辐射屏蔽面料缝制成防辐射服后具有较好的屏蔽效能。
为明确缝制工艺参数与屏蔽效能之间是否存在线性相关关系,对缝制工艺参数与面料1#缝制试样屏蔽效能进行相关分析。首先,对缝纫线种类、缝纫方向、机针号数和缝型4个缝制工艺参数与屏蔽效能进行整体双变量相关分析,并对分析结果进行整理。面料1#缝制工艺参数与屏蔽效能相关分析结果见表7。其中“*”表示在显著性水平0.05时,二者呈显著相关,且数值越大二者相关性越密切。
由表7可以看出,缝型与屏蔽效能有显著的负线性相关性,即面料1#平缝后的屏蔽效能优于来去缝和内包缝,主要由于面料1#组织结构紧密,机针穿刺形成的孔隙大小和形态对面料屏蔽效能有主要影响,来去缝和内包缝均有2条缝线,因缝制产生的孔隙较多,导致穿过拼缝的电磁辐射更多。而缝纫方向、缝纫线种类和机针号数与屏蔽效能的线性相关性都较弱。但此结果并未显示控制其余变量后,单一缝制工艺参数与屏蔽效能的相关性,因此采用偏相关分析做进一步讨论。
以面料1#中缝纫线种类为例,对其与面料1#缝制试样屏蔽效能的关系进行显著性水平0.05下的偏相关分析,缝纫线种类偏相关分析结果见表8。
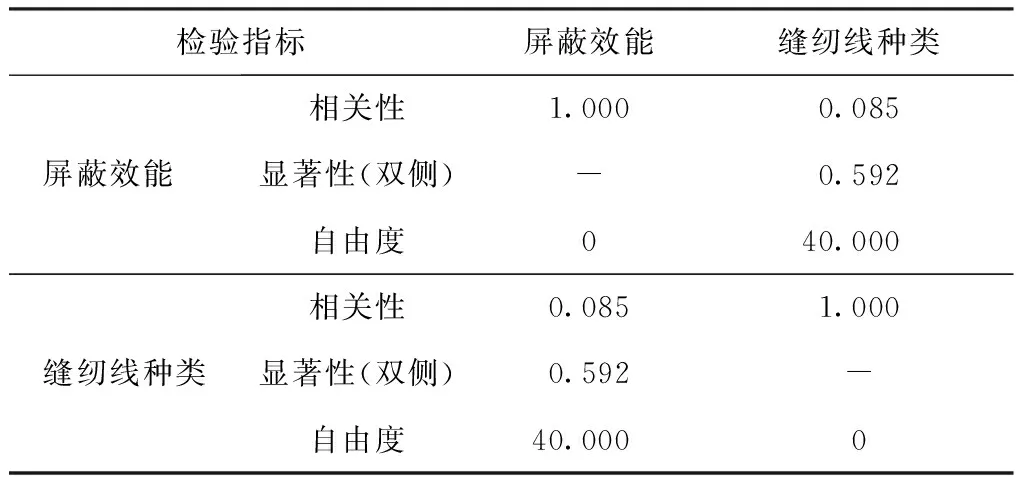
表8 缝纫线种类偏相关分析结果
由表8可以看出,当控制缝纫方向、机针号数和缝型时,缝纫线种类水平与屏蔽效能基本不存在线性相关关系。同样分别对缝纫方向、机针号数与面料1#屏蔽效能进行偏相关分析后可知,控制其他缝制工艺参数时,缝纫方向、机针号数与面料屏蔽效能也基本不存在线性相关关系。
由上述方差分析及相关分析可知,改变缝制工艺参数设置会使面料1#缝制后的屏蔽效能产生显著变化,其中缝型采用平缝时,面料1#缝制后的屏蔽效能损失最小,屏蔽效果最好,而缝纫线种类、缝纫方向和机针号数对面料1#缝制后屏蔽效果的影响基本不具有线性规律。
同样对面料2#和3#缝制试样的缝制工艺参数设置与屏蔽效能进行方差分析及相关分析可知,面料2#和3#缝制后的屏蔽效能也均会受到缝制工艺参数设置的影响:对于面料2#,缝纫线种类、缝纫方向、缝型、针距均对缝制试样屏蔽效能有显著影响,其中缝纫方向对屏蔽效能的影响最为显著,但二者无显著线性相关关系;其次为缝纫线种类和缝型,其中缝纫线种类与屏蔽效能成正线性相关关系;针距与缝制试样屏蔽效能则不存在线性相关性。对于面料3#,缝纫线种类、缝纫方向、机针号数和针距均对缝制试样屏蔽效能有显著影响,其中缝纫线种类对屏蔽效能影响最为显著,且二者成正线性相关关系,缝纫方向、针距和机针号数与其屏蔽效能基本不存在线性相关关系。
2.4 最佳缝制工艺参数的确定
以面料1#为例,由于部分缝纫工艺参数与屏蔽效能之间不存在显著的线性相关关系,无法根据相关分析结果直接确定最佳缝制工艺参数,因此需要结合表4中试验结果计算缝制试样在不同缝制工艺参数设置下屏蔽效能平均值之和及其平方,得到缝制工艺参数选择表。面料1#缝制工艺参数选择表见表9,其中ki表示缝制工艺参数取水平i时屏蔽效能平均值之和,数值越大,屏蔽效能越好。
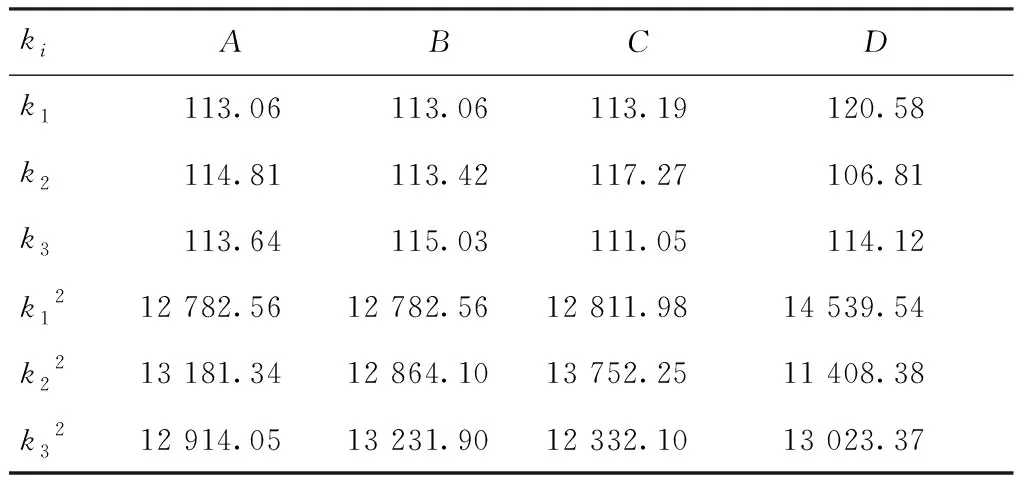
表9 面料1#缝制工艺参数选择表
根据2.3中相关分析讨论结果,结合表2缝制工艺参数设置和表9中屏蔽效能计算结果,可以确定使用涤纶缝纫线、11号机针,沿与纬向夹角45°平缝时,面料1#缝制后的屏蔽效能最好,此时针距为13针/(3 cm)。
同理,可得面料2#和3#的最佳缝制工艺参数,其中针对具有相近ki的缝纫工艺参数,均以缝制后能保持服装较好的服用性能为目的进行参数水平选择。如针对面料2#的缝纫线种类的选择,尽管面料2#的屏蔽效能均与缝纫线种类成正相关关系,但计算屏蔽效能平均值之和后可知使用涤纶缝纫线与纯棉缝纫线缝制后的面料屏蔽效能相近,考虑到缝纫线强度等物理性能对服装耐用性等服用性能的影响,选择弹力和强度较好的涤纶缝纫线。不同电磁辐射屏蔽面料最佳缝制工艺参数见表10。
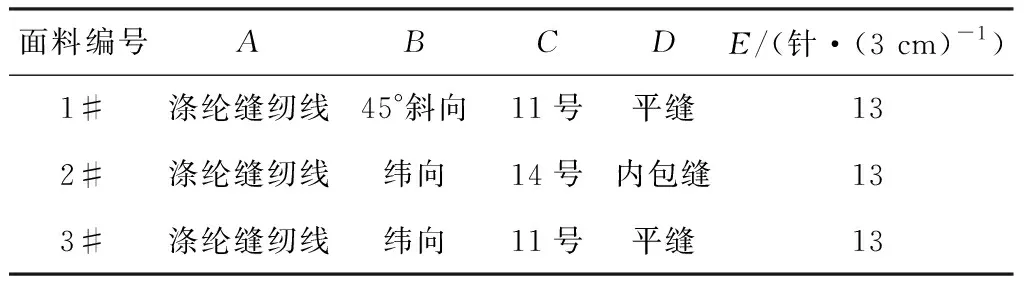
表10 不同电磁辐射屏蔽面料最佳缝制工艺参数
3 结 论
本文通过测试3种电磁辐射屏蔽面料缝制试样的电磁辐射屏蔽效能,分析缝制工艺参数对屏蔽效能稳定性的影响,并将缝制工艺参数与电磁辐射屏蔽效能进行方差分析及相关分析,根据试验和分析结果确定不同电磁辐射屏蔽面料的最佳缝制工艺参数,得出以下结论:
①不锈钢纤维混纺面料、镀银纤维混纺面料以及含银防辐射针织面料缝制后的屏蔽效能稳定性均有所降低,且不锈钢纤维混纺面料和镀银纤维混纺面料屏蔽效能稳定性受缝制工艺参数影响比含银防辐射针织面料更明显,缝制时更需考虑缝制工艺参数的合理设置。
②缝制工艺参数设置对不同电磁辐射屏蔽面料缝制后的屏蔽效能均会产生显著影响,其中不锈钢纤维混纺面料屏蔽效能受缝型影响最为显著,镀银纤维混纺面料屏蔽效能受缝纫方向影响最大,含银防辐射针织面料的屏蔽效能受缝纫线种类影响最显著。
③不同电磁辐射屏蔽面料最佳缝制工艺参数:不锈钢纤维混纺面料,在针距设置为13针/(3 cm)时,采用涤纶缝纫线、11号机针和平缝缝型、沿与纬向夹角45°方向缝制;镀银纤维混纺面料在机针号数为14号时,采用涤纶缝纫线、内包缝缝型和13针/(3 cm)针距沿纬向缝制;含银防辐射针织面料在使用平缝缝型条件下,采用涤纶缝纫线、11号机针和13针/(3 cm)针距沿纬向缝制。