变流器产品中的力矩管控
2020-09-27毛光亮许富碧龙敏浩潘柏清李启明杨晓芳王勇
毛光亮 许富碧 龙敏浩 潘柏清 李启明 杨晓芳 王勇
摘 要: 新材料和新工艺伴随科技发展大量涌现,在广泛应用中对产品质量要求更加苛刻,在制造企业中,确定科学、有效和经济可行并验证其参数是一线质量工作者的重要工作。合理有序控制仪器参数是我们所追求的目标,在顾客导向与高度竞争的市场中,质量已经成为市场竞争的主要武器,质量好坏是判断企业竞争力的直接依据。时代电气制造基地已全面推广使用扭矩扳手,如何规范扭矩扳手的使用,保持仪器精度,提高产品实物质量,促使公司的产品高质量发展,赢得市場地位。
关键词: 扭矩扳手;规范限;检定与校准;测量设备;控制限
【中图分类号】TJ510.1 【文献标识码】A 【DOI】10.12215/j.issn.1674-3733.2020.25.134
1 力矩的重要性
1.1 螺栓联接后力的分布情况
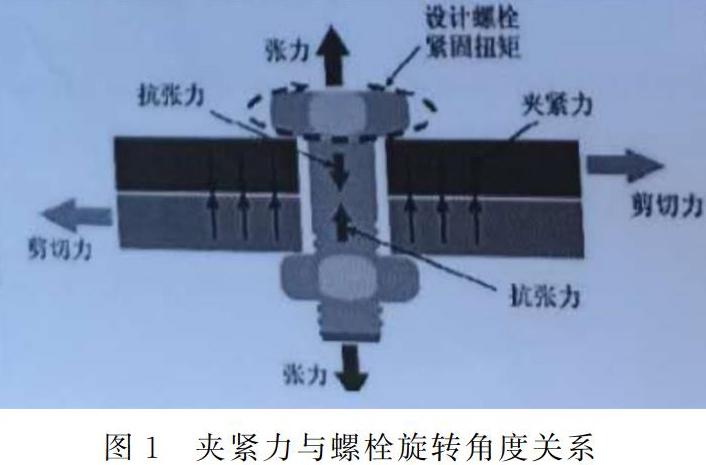
首先了解一下螺栓紧固过程中相关件的受力分布情况(见图1),从图1中可以看出螺栓紧固后,联接件与被联接件之间将形成一定的“夹紧力”,这个力是螺栓联接想要达到的目的,但事实上达到这个“夹紧力”的同时,联接件与被联接件还要承受一对横向的“剪切力”,而联接后螺栓受到来自联接件与被联接件施加的“张力”,根据牛顿第三定律得知,螺栓本身也会产生一个“抗张力”以保持受力平衡。
1.2 联接件与被联接件受力特性
由上述分析可如,螺栓联接后想要的是使联接件与被联接件之间达到设计的夹紧力要求,夹紧力大小就决定了联接的松紧。从图1中可以看出,联接件与被联接件之间的夹紧力大小与螺栓旋转圈数有关,事实上他们之间存在着特定的线性关系。夹紧力与螺栓旋转角度呈现的是一种分段型的线性关系,以联接件与被联接件开始接触时螺栓角度为初始角度0°旋转1周角度递增360°计算,夹紧力大小将呈现以下四种状况:(1)、当螺栓旋转处于0°~1°时,夹紧力与螺栓角度呈现单调递增关系,螺栓在角度1时夹紧力达到最大值:(2)、当螺栓旋转处于角度1°~2°时,夹紧力基本不随角度增大而改变:(3)、当螺栓旋转处于角度2°~3°时,夹紧力防角度增大而呈现递减关系;(4)、当螺栓旋转≥3°时,此时螺栓承受的抗张力超过螺栓屈服极限即螺栓断裂。
2 力矩偏差的原因
每种工具都有自己的工作范围,超过它的范围或极限,就会导致工具或产品的损坏,扭矩扳手是件精密测量工具,需要精心的爱护。在制造过程中,引起力矩偏大或偏小的原因大致可以分为以下几类:
(1)新员工未培训到位使力矩紧固人员对紧固标准的认识模糊,不清楚力矩紧固的重要性从而使员工不能正确发现并反馈力矩异常。特别是当丝扣不良的情况下,使用扭矩扳手去紧固丝扣不良的产品,对扭矩扳手会产生很大的损伤:2.扭矩扳手选型过程缺乏综合考虑,造成工具选择不当。很多情况下,就是用扭矩板手代替了普通的韩能板手,把扭矩扳手从头到尾就是这一把紧固完,没有区分预紧、预带、平衡紧园,最终力矩值紧团,应需配备些普通的棘能扳手。
(2)扭矩板手选型过程缺乏综合考虑,造成工具选择不当。很多情况下,就是用担矩板手代替了普通的棘能扳手,把扭矩扳手从头到尾就是这一把紧固完,没有区分预紧、预带、平衡紧固,最终力矩值紧固,应需配备一些普通的棘能扳手。
(3)力矩紧固工具装配过程管理不完善造成工具混用,导致力矩紧固后不符合设计要求,主要有各种专用工具没有专业产品的位置,被借到其它的地方用,还过来的时候是另一个力矩值的扭矩扳手。
(4)力矩管理机制不够健全,造成部分工具未进行正确的力矩定期检准。首先我们在思想上应该有一种保护工具的意识。那就是切记扭矩扳手是一件精密测量工具,它离不开使用者的悉心呵护。
3 如何做好力矩值管理
3.1 做好新员工岗前技能鉴定
对于新员工来讲,大家对于力矩的概念、操作及其重要性均非常模糊或者说是了解甚少,因此新员工上岗前培训工作至关重要。管理者不仅要对新员工进行力矩基本常识及其重要性的理论培训,还要通过现场演示使操作人员掌握正确的工具使用技巧。然后采用理论实践相结合的测评方式对新员工进行测评以确认其是否己其备上岗资格。
3.2 做好力矩装配点的工具选择
由于不同的工具在结构、设计原理及适用场合存在较大差异,因此不同力矩装配点要根据具体工具的特性来选择。般手动定扭力矩扳手精度较高,能够达到±3%,但其紧固效率较低,因此这种工具比较适合于重要力矩点的复紧。可调扭矩扳手适应范围广,但其紧固的效率较低。电动力矩紧固工作站精度也较高,能够达到土5%,因此一般模块组装区(IGBT的C、E、G点紧固除外)选用比较适合,这样既保障高精度的力矩值又能保障高品质的质量要求。其它电动、气动脉冲扳手精度很低,仅能达到士10%~ 15%,但其优点是反作用力比较小,所以金属与金属件操作工位使用起来比较安全,但要注意的是气动脉冲扳手因精度太低,一般不能做为最终紧固力矩用,只能用于力矩预拧的场合,且预拧时一般只紧固到设定力矩的80%,然后最终力矩的保障交由手动定扭力矩扳手完成。
3.3 做好工具识别及放置规范工作
由于零部件装配时涉及数百个力矩紧固,而使用的工具外观相同但设定力矩却遇异,且随着流水线从单品种大批量向多品种小批量柔性化方向发展,各种的交叉混线生产令同班组或相邻工位经常拿错工具,而作为力矩管理人员却因工具外观相似也很难及时发现并纠正。因此应做好工具的标示让人更容易辨认。力矩标示时要标明工具使用的位置、工具力矩设定范围等重要信息。
结论:力矩控制是一项系统而又复杂的工作,本文从新员工的培训到产品组装出厂后的返工等诸方面阐述了一些简单而实用的力矩管理方法,这些方法的实施有效地保障了产品组装力矩与设计要求之间的一致性,同时也有效防止了螺栓等联接件错漏装等质量事故的发生,当然力矩管理是一个体系,这个体系建立后不仅需要持续的维持还要有所改进,只有在持续的基础上不断创新工作方法才能使这个体系更加完善。而力矩的有效保障才能确保产品交给顺客使用时的安全性,为企业品牌美誉度提升提供坚强后盾。
参考文献
[1] 尚林岳,陈建峰,左喻君,高锦慧.基于Stateflow电力机车变流器控制设计与实现[J].自动化与仪器仪表,2020(03):107-111+116.
