TOFD技术在海底管道环焊缝检测中的应用
2020-09-27赵洪波
赵洪波
(中石化胜利海上石油工程技术检验有限公司,山东 东营 257000)
近年来,随着中国海上油气开采技术的进一步提高,各石油公司加大了对海上油气资源的投资力度,进而促进了输油、输气海底管线及原油储罐等配套基础设施的建设。作为海上平台开采油气外输重要设备的海底管道,内部承受压力较大,材质强度高,淬硬倾向高,而且工作条件恶劣,输送介质具有高压、高腐蚀性等特征,外层受海水侵蚀以及海浪的周期性破坏力的作用,使得海底管道环焊缝容易产生腐蚀穿孔、疲劳裂纹等危险,当腐蚀达到一定程度,在压力、环境等因素相互影响下会造成泄漏和爆炸等事故,因此对管道焊缝质量提出了非常高而严的要求。海上油气资源开采基础设施的建设受天气、潮汐等自然因素,以及租赁铺管船、拖管船等昂贵费用的双重制约,致使海底管道建设工期要求比较紧,迫使现场管道焊接速度快,同时焊缝的检测速度必须跟上焊接进度,在检测出危险缺陷时,应尽快返修处理,以节约建造时间。对于长距离海底管线焊缝一般采用全自动相控阵超声波技术(AUT)检测,但投入资金比较大,对于海上平台之间的海底管线长度较短,一般采用常规的射线检测方法,但该方法存在工序多,周期长,受铺管船空间小等因素制约,施工人员极易受到核辐射等弊端。超声波衍射时差法检测(TOFD)采用手动扫查结合磁粉、渗透技术,检测效率低,容易出现缺陷漏检等不足,因此需要结合国内外新型检测及扫查技术的发展,开发新的检测工艺,解决同一焊缝需要多次检测的问题。
1 TOFD技术的特点
TOFD是一种依靠从待检试件内部结构(主要是指缺陷)的“端角”和“端点”处得到的衍射能量来检测缺陷的方法,用于缺陷的检测、定量和定位。该技术利用缺陷端点的衍射波信号探测和测量缺陷处的焊缝质量,具有检测能力强、定量精度高的优点,且有直角坐标、焊缝纵断面和横断面显示三种记录方式,TOFD检测原理如图1所示。但该技术有上下表面盲区内缺陷可能漏检的缺点。鉴于TOFD技术的局限性,在该技术的推广及检测技术替代应用中,须在对TOFD理论深入研究掌握的基础上,进行现场实际检测环境的模拟研究,通过制定试块和现场管线检测,掌握各类缺陷的具体特征,针对具体检测工况如壁厚、管径等参数,设计合理有效的检测方案,结合传统检测方法的对比试验,最终形成一套检测海底管线的高效、切实可行的检测方法。

图1 TOFD技术检测原理示意
2 TOFD技术存在问题及分析
在调研国内外TOFD技术应用的基础上,结合前期海底管线TOFD技术检测开展情况,分析海底管线应用中存在的影响检测效率和质量的问题,研究设计新型扫查器解决手动推扫带来图像数据易丢失,检测效率低等问题。通过自然试件的制定分析TOFD技术与射线检测技术的区别,开发新型TOFD技术结合脉冲回波法(PE)的检测方案,在实际应用中消除盲区影响。最后针对于不同类型管径制定技术解决方案并推广实施。
2.1 TOFD技术具体应用中存在的问题
在桩西平台之间铺设的几条海底管线焊缝检测中应用了TOFD技术,手动扫查,手动喷涂耦合剂,至少需要三人操作。应用TOFD技术检测发现存在上下表面盲区时,辅助采取常规超声和磁粉检测,防止上表面缺陷漏检。该检测方案效率非常低,往往需要重复检测3~5次,时间为20~30 min。该技术在应用中主要存在以下问题:
1)TOFD检测结合超声波和磁粉,需要多次扫查焊缝,时间长、效率低。
2)推动扫查器时用力不均衡、常抖动,影响扫查精度,数据扭曲失真,甚至扫查失败。
3)手动添加耦合剂,探头和管壁之间的耦合层不均匀,影响检测数据的准确、可靠性。
4)手动扫查时需要更多的检测人员,对于大管径,长时间操作易产生疲劳,用力更加不均匀,费时费力。
为了提高检测效率,保证检测结果的可靠、有效性,需要研制自动扫查机构,即手持遥控自动爬行扫查机构。实现平稳行走,传感器匀速获得焊缝质量信号,自动供水耦合系统均匀地输送耦合剂,探头楔块和管表面形成均匀薄层,保证超声波信号衰减程度一致,解决因抖动产生扭曲失真,同时实现根据实时图像结果和检测人员命令反复微距离、灵活扫查运动。
2.2 TOFD技术消除盲区影响的解决方案
为了解决TOFD技术在检测过程中上下表面存在盲区的技术问题,以及解决附加常规超声和磁粉带来的反复扫查焊缝,以致费时费力,严重影响检测效率的问题,研究分析了国内外TOFD技术解决盲区的多种检测方案特性见表1所列。
根据以上分析研究,结合海底管线具体应用环境,采用TOFD技术结合PE检测技术的检测方案,对表面盲区采用PE技术进行补充检测,采用TOFD技术检测焊缝,各采用2只普通横波斜探头分别扫查上下表面,探头按照非平行扫查记录全过程信号,对盲区内的缺陷检出比较有效,一次扫查可以实现焊缝100%全覆盖,解决了上下表面盲区和反复扫查费时费力等问题,适合海底管线焊缝检测。通过大量的实验验证,该方法稳定可靠,可以代替原先的TOFD技术加超声波、磁粉检测方法。该方案所使用的设备小巧轻便,几乎可以在任何地方进行检测操作。数据采集单元、扫查器、编码器及软件的结合使得对海底管线、压力容器焊缝及其他焊缝的检测变得简便易行。该方案采用Omniscan MX2八通道超声波设备和电动链式扫查器,TOFD带2对PE探头检测焊缝,检测原理如图2所示。

表1 TOFD技术检测方案对比

图2 TOFD加PE检测原理示意
2.3 消除手动扫查及耦合影响系统结构的解决方案
为了解决手动数据扫查用力不均、易疲劳,手动耦合水层不均匀等带来数据不稳定等问题,设计开发了自动链式扫查系统和自动供水耦合系统。自动链式扫查系统采用高性能锂电池供电,手持遥控自动稳定、高精度爬行,链结式结构使扫查机构轻松适用于管径为15.9~101.6 cm的管道。自动供水耦合系统采用通过增加供水线路、楔块开孔,自动添加耦合剂,且压力及水层厚度均匀,有效保证了检测数据的精确、可靠、有效性。提高了检测效率,实现平稳行走,传感器匀速获得焊缝质量信号,解决因抖动产生扭曲失真,同时实现根据实时图像结果和检测人员命令反复微距离、灵活扫查运动。扫查器的固定靠链环而不是磁轮,既能检验铁磁表面也能检验非铁磁表面。链环的使用消除了导向的问题,保证了扫查器的直线移动,链式扫查器结构如图3所示。

图3 链式扫查器结构示意
3 TOFD结合PE技术的检测效果试验验证
3.1 缺陷检出率实验
结合实际生产条件,进行了一次针对钢质焊缝TOFD结合PE检测技术的缺陷检出率实验。所用28个试件厚度为10~30 mm,管径为159~814 mm,包含未焊透、未熔合、夹渣、裂纹等缺陷试件,同时根据需要人工植入部分典型性缺陷,共计115个超标缺陷,对以上缺陷分别使用超声波、射线、TOFD和TOFD结合PE技术分别进行检测,缺陷检测数据对比见表2所列。
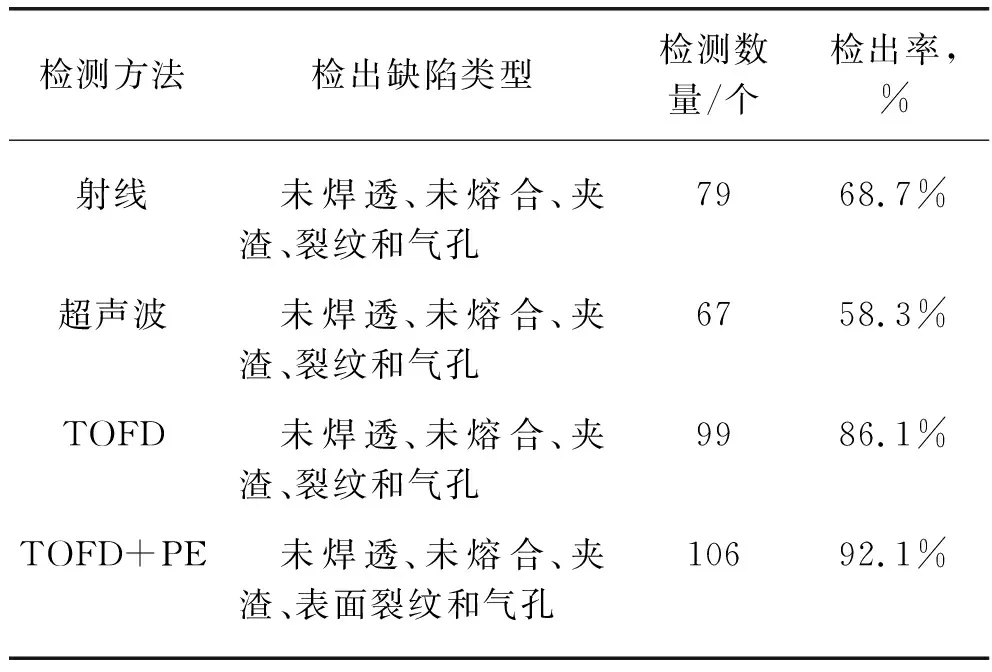
表2 缺陷检测数据对比
由实验结果可以看出,TOFD结合PE技术,缺陷检出率可达到92%以上,同时通过对部分焊缝解剖切片、酸洗处理后,实际测量缺陷位置、尺寸,结果显示TOFD技术结合PE技术检测准确度比较高。
3.2 盲区缺陷检出能力实验
利用带1~4 mm深度刻槽的标准盲区试块,测试表面缺陷检出能力。TOFD盲区试块测试示意如图4所示,图4中2~4 mm缺陷可以明显被检出,1 mm缺陷埋藏在直通波中,未能被检测出,如果该实际焊缝区域存在缺陷,就有可能漏检,特别是裂纹等危险性缺陷极易扩展,导致焊缝承载能力瞬间失效。

图4 TOFD盲区试块测试示意
为了验证TOFD结合PE检测技术对盲区的有效覆盖,根据标准要求在试块模具公司制定了校准对比试块,并经过苏州计量测试研究所出具试块检测合格报告,保证壁厚、刻槽的精确度。校准试块用来校准调试探头各项性能参数,包括探头前沿、测定声速、校准壁厚等,对比试块是焊缝内外表面刻槽等模拟缺陷的整圈焊缝试管。通过TOFD结合PE检测结果显示,上下表面刻槽均可以发现,该技术方案可以完全覆盖整条焊缝。
3.3 室外试验情况
在自动链式扫查系统和耦合供水系统安装调试完成后,进行了室外TOFD和PE检测技术组合检测试验。
由检测试验得知,焊缝存在密集气孔,根部未焊满,表面凹坑等,焊缝存在密集气孔缺陷,扫查图像如图5所示。TOFD技术对焊缝内部缺陷检测准确,2对PE探头弥补了TOFD技术本身存在上下表面盲区的缺陷,检测出表面存在的缺陷。由此可见TOFD结合PE技术对整个焊缝实现了100%覆盖,一次扫查完成了整条焊缝的检测,达到了预期的目标。
3.4 现场试验情况
经过不断地研究及实验,开发的自动链式扫查器、自动水耦合供给系统,TOFD结合PE技术方案的有效性得到了比较好的验证,实现了各项技术指标,达到在海底管线应用的条件,2013~2019年桩西共计铺设各类海底管线30多条,按照设计要求对部分焊缝采用射线检测和超声波检测进行了复验,共计复验32个带缺陷焊缝,数据结果显示,TOFD结合PE技术均能发现射线检测的结果,并且可以精确测量缺陷尺寸和深度,同时再次验证了该技术检测灵敏度高于射线检测。
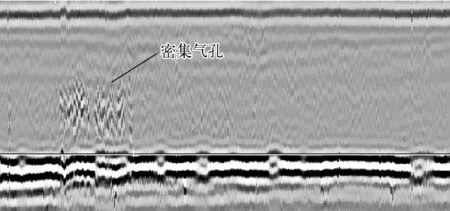
图5 密集气孔缺陷扫查图像
4 结束语
该项目在充分研究国内外TOFD技术应用的基础上,采用TOFD结合PE的技术,解决了TOFD检测时上下表面盲区漏检问题,同时为了提高数据扫查的稳定性、可靠性和高效性,开发了一套自动链式扫查系统和耦合供水系统,减轻了操作人员的劳动强度,提高了检测效率。通过实验验证,该方法有效可靠,2组PE探头扫描上下表面部分,TOFD检测焊缝中间部分,实现了检测区域的100%全覆盖,TOFD结合PE技术完全实现自动化,解决了射线检测与焊接不能流水作业及对环境和人身带来的核辐射问题,社会效益明显。增加的PE探头成本非常低,检测速度快,具有显著的经济效益,社会效益。
