球铰体系安装技术在T形刚构桥平转工程中的应用
2020-09-24姚士龙
姚士龙
(中铁十九局集团第五工程有限公司,辽宁大连 116100)
0 引言
目前国内特大桥转体施工经常涉及到转体球铰体系的应用。在T 形刚构沿着梁轴线竖平面内转体过程中,因为梁体质量分布存在误差,预应力张拉程度存在误差,转体体系制作和安装过程都存在误差,使得转体T 形刚构产生不平衡力矩,最终导致悬臂梁端下挠度也出现了一定的差异[1]。因此,转体球铰体系的制作必须精细,并具备足够的承载能力,才能保证转体T形刚构可以平衡地转动,也只有这样,才能保证转动T 形刚构的质量处于平衡状态。分析T 形刚构桥平转施工中球铰体系的安装流程与施工技术要点,为相似工程提供参考。
1 工程概况
本文涉及工程的结构形式为:预应力混凝土装配式箱梁和预应力混凝土连续箱梁上跨铁路。应用转体法开展铁路T 构施工,桥梁中轴线与铁路下行线交叉角为77.1°,转体墩桩基到铁路下行线中心线之间的距离为16.916 m。
2 球铰转体结构
完成T 形刚构主梁的施工内容后,主梁的全部重量会通过临时砂箱传递到临时滑道,然后需要对转体T 形刚构进行称重和配重,通过牵引索及千斤顶等设备,促使转体T 形刚构转动到位。球铰体系主要由三部分构成:转盘、下承台、转轴[2]。其中,上转盘主要由撑脚、上球铰、牵引索构成。下承台由牵引及辅助支座、滑道、砂箱、下球铰及定位支架、滑道等构成,本文涉及到的钢球铰总重42 t,为了降低球铰转动之间的摩擦因数,需要在上、下球铰之间固定安装高强耐压的耐磨板,耐磨板主要是由改性超高分子量聚四氟乙烯制作而成,与其他材料相比,这种材料具有更高的抗拉伸强度,断裂拉伸应变能力可达250%,另外,其拉伸弹性模量以及球压痕硬度也较其他材料高很多,其物理机械性能如表1 所示。
3 球铰体系安装流程
球铰体系的制造精度和安装精度直接决定了桥梁转体施工的安全性,只有良好的安装精度,才能保证桥梁转体平稳进行[3]。在安装桥梁平转施工球铰体系的过程中,必须严格控制转轴中心误差≤1 mm。安装球铰体系所需设备:千斤顶、汽车吊、支撑顶杆、倒链、全站仪、自动安平水准仪、扳手等。球铰体系安装主要步骤见图1。
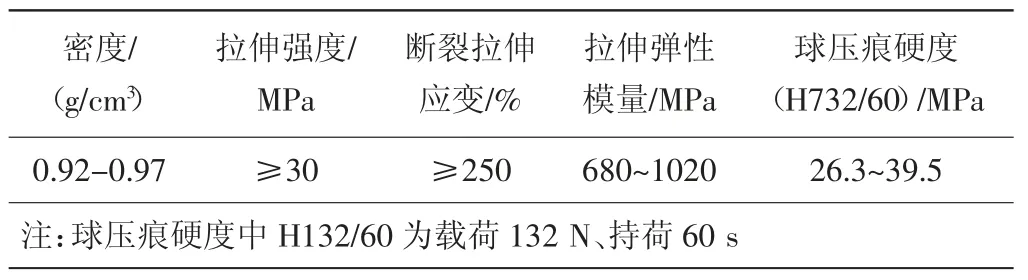
表1 耐磨板物理机械性能
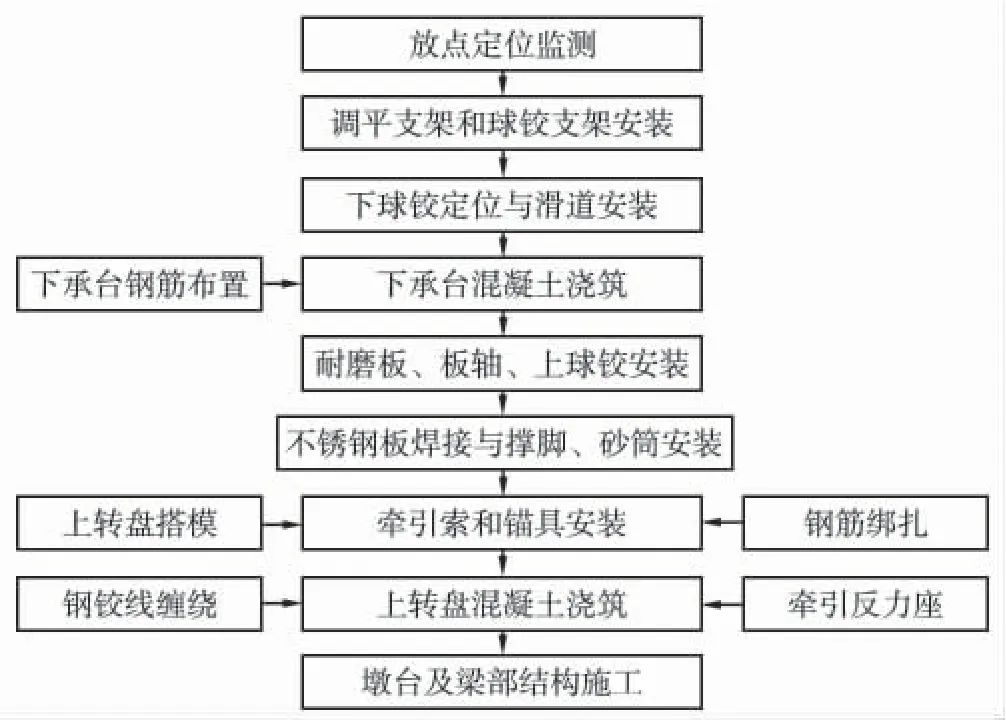
图1 球铰体系主要安装步骤
4 转体施工球铰体系安装工艺
4.1 放点定位监测
精准地进行放点定位,放点应该按照正方形4 个顶点进行,确定平转球铰的安装位置,一般来说,4 个顶点相交的点就是球铰安装点,控制中心和设计要求之间的误差≤1 mm,完成定位后,做好标记。
4.2 安装下球铰支架
应用吊车等设备将下球铰和调平支架放入基坑,借助千斤顶调整支架标高,直到调平支架与理论中心偏差<1 mm,另外还需要控制支架角钢顶面的标高与设计值的误差不能出超过5 mm。调平工作完成后,应用焊接的方式将支架和预埋支架牢固的焊接在一起。
4.3 下球铰定位与滑道安装
首先,通过调整螺栓做好下球铰支架的定位工作,然后调整支架中心位置,为了更合理地调整下球铰标高,需要应用多个螺母。充分利用全站仪等设备,复测下转盘球铰的中心、标高以及平整度,严格控制下球铰中心和设计中心之间的偏差≤1 mm,控制下球铰安装基准面的水平误差≤0.5 mm。拧紧螺母,复检,避免螺栓未拧紧影响下球铰标高。先将滑道安装在滑道调平支架上,并且对滑道进行调平,应用水准仪等设备,控制滑道表面水平≤1 mm,控制相邻滑道之间的距离为10~20 mm。
4.4 合理布置下承台钢筋、混凝土浇注
严格按施工图纸布置下承台钢筋,控制好相邻钢筋的距离,为混凝土的浇筑做好准备。为了提高混凝土浇筑的密实度,施工方需要将压浆管预埋到下球铰下方,在混凝土浇筑过程中,尽可能避免滑道以及下球铰受到扰动。在下球铰下混凝土的振捣过程中,应该按照由内到外的顺序进行,混凝土的振捣密实度达到一定标准后,就可以将捣振孔盖按标记对号入座并且将其安装在下球铰上。为了避免混凝土凝固后影响清理工作,需要及时将下球铰表面的混凝土清理干净。
4.5 安装上球铰、耐磨板、转轴
清理上、下球铰球面,擦拭干净后进行抛光处理。在下球铰转轴套管内壁均匀涂抹适量的黄油四氟粉,将转轴放到下球铰转轴套管中。下球铰球面上,耐磨板的安装一般是按照由内到外的顺序进行,耐磨板安装前要提前进行编码,做好标号,在下球铰球面上涂抹氯丁胶,利用螺钉进行固定。耐磨板的安装,应尽量选择无雨、气温相对较低的天气进行,防止过高的环境温度对耐磨板的安装质量造成影响。耐磨板安装完成后,需要及时对其表面进行清理。吊装上球铰,将其转轴套管套在转轴上。在吊装施工过程中,为了防止球铰和其他物件发生碰撞,必须控制吊装过程缓慢平稳。调整上球铰,保证两球球面同心,提高吊装过程的稳定性。球铰体系的安装定位工作完成后,为了避免杂物进入摩擦面内部,需要用宽胶带纸密封上、下球铰边缘。
4.6 焊接不锈钢板、安装撑脚、砂筒
焊接前,需要对滑道表面进行清理,为了保证焊接完成后钢板表面的平整度,焊接时不锈钢板面上必须有压重的存在。另外,为了保证不锈钢板的高程差≤2 mm,焊接操作完成后,及时将不锈钢板的对接焊缝打磨平整。严格按设计图纸将砂筒和撑脚设置在滑道上,保证撑脚与砂筒必须沿着滑道均匀、对称布置。撑脚与砂筒定位完成后,用电焊的方式对撑脚和砂筒进行固定。
4.7 上转盘搭模、钢筋绑扎及牵引索和锚具安装
上转盘模板运转的基础是支撑顶杆,设置过程中要按设计图纸保证转盘与下承台之间的间距合理,并且按设计图纸绑扎上转盘钢筋。然后安装锚具,牵引设施,为了避免锈蚀现象的发生,必须注意防潮、防淋。
4.8 上转盘混凝土浇筑、钢绞线缠绕
首先浇筑上转盘框架,为了提高转盘的平整度,同时也是为了给钢绞线的缠绕提供方便,需要对其进行凿毛处理,然后将钢绞线缠绕在上转盘上。对钢绞线进行防锈处理,覆盖防雨布,按时复查,一旦发现钢绞线锈蚀,及时采取有效的措施进行处理,如锈蚀情况较为严重,则不能使用,避免对后续施工造成影响。
4.9 其他
实际施工中需要注意以下内容:提高球铰安装精度;调平所有的辅助支撑系统,并且在基坑内部完成定位后,再将混凝土钢筋布设到基坑内;安装下球铰前,必须将所有的螺钉、耐磨板等拆除;混凝土浇筑前,要在下球铰上安装耐磨板、振捣孔盖板螺钉,避免浇筑过程中混凝土堵塞,浇筑完成后,及时清理下球铰球面;耐磨板的安装尽量避免高温条件下进行,防止氯丁胶凝固;一般情况下,安装耐磨板前不需要涂氯丁胶,完成初步定位后可再涂一层薄氯丁胶,防止后续安装施工出现反复。
5 结束语
综上所述,施工中为了保证转体T 形刚构可以平衡地转动,必须保证转体体系的制造精度和安装精度,另外还需要保证转体体系具有足够的承载能力,只有这样,才能保证转动T 形刚构处于平衡状态,实现大吨位桥梁项目的安全施工。
