盾构渣土无害化处理、资源化利用现状与展望
2020-09-14郭卫社王百泉李沿宗
郭卫社, 王百泉, 李沿宗, 莫 松
(中铁隧道局集团有限公司, 广东 广州 511458)
0 引言
近年来,随着中国城市化建设步伐的加快,市政交通得到快速发展,地下空间利用突飞猛进。盾构法凭借其安全、可靠、快速、经济等优势被广泛应用于各大城市基础设施建设,对中国城市建设的快速发展起到了很好的推动作用,但其在施工过程中会产生大量的工程渣土。据统计,中国大中城市开发建设项目渣土量已占到城市垃圾排放总量的15%~20%[1],这些工程渣土大部分未得到无害化处理和资源化利用,从国内主要城市盾构施工情况来看,盾构渣土的处置除了泥水盾构及个别城市因环保要求对敏感区域的土压平衡盾构配置了筛分压滤装置,筛分出石块、砂,使部分渣土得到循环使用外,基本都直接消纳弃置处理。这种消纳弃置处理方式将造成较为明显的生态环保问题,主要体现在以下方面: 1)弃置过程中装运困难,遗洒道路,污染环境; 2)造成渣土中大量的块石、石子、砂子、黏土等资源的浪费; 3)设置消纳场将占用大量土地资源; 4)可能破坏市容,恶化城市环境。对盾构渣土进行有效的环保处置及资源化利用显得尤为必要和迫切,开发盾构渣土的资源化利用技术可以有效实现废弃物安全处理与资源循环利用,促进生态文明建设,对于减少占地、避免环境污染、建设美好城市、建设资源节约型社会都具有十分重要的意义。
1 世界主要国家盾构渣土资源化利用现状
目前,盾构渣土作为一种建筑垃圾在国外发达国家和地区得到了一定的资源化利用。世界上对建筑垃圾资源化利用研究始于20世纪60年代,其中以美国、日本和欧洲等主要发达国家或地区为代表,建筑垃圾的资源化利用率已经达到了较高水平[2],但盾构渣土资源化利用率暂未见相应文献报道。目前美国已基本实现了建筑垃圾“零排放”要求,日本建筑垃圾资源转化率达到了96%[3-5],英国拆建产生的建筑垃圾循环利用率已达到90%[6]。整个欧洲对建筑垃圾再生资源化利用技术、法律法规和政策都十分重视,综合资源转换率均为80%以上[2,7-9]。
中国经济建设起步晚于西方发达国家,城市建筑垃圾如盾构渣土等资源化利用率很低。据有关统计,中国2014年产生了超过15亿t建筑垃圾,到2020年,预计中国建筑垃圾产生量将达到26亿t以上[10-11]。虽然从1995年起,中国逐渐重视建筑垃圾资源化利用技术的发展,并颁布了一系列政策法规,特别是近年来,颁布的关于建筑垃圾资源化法律法规已近百部,政府对节能减排和循环经济模式扶持力度越来越大,无害化处理及资源化利用技术得到较快发展,中国的建筑垃圾资源化利用水平正在稳步提升,但资源化利用率较低,目前中国建筑垃圾总体资源化利用率不足10%。据不完全统计,我国盾构保有量为3 000台以上,闲置率取30%,按照每台直径6 m盾构每年掘进1.0 km、盾构渣土密度取2 t/m3计算,我国每年盾构渣土量在1.19亿t以上,但盾构渣土实际资源化利用率不足1%[12],处理方式仍主要处于粗放的填埋和堆放阶段,有着较大的发展空间。
2 盾构渣土排放产生的主要危害
盾构渣土作为盾构施工过程中的产生物,已成为中国建筑垃圾中的主要部分,盾构渣土直接排放主要产生以下危害。
1)占用土地,降低土壤质量。随着城市盾构渣土量的增加,土地被占用面积也逐渐加大,大多数渣土以露天堆放为主,经长期日晒雨淋后,盾构渣土中有害物质渗滤进入土壤中,造成土壤污染,降低土壤质量。渣土占用耕地如图1所示。

(a)
2)对水域的影响。盾构渣土中的泡沫剂或膨润土未经环保处理后进入收纳场,一旦泡沫剂进入水体,会污染水体,影响正常生产生活。同时,对水中微生物造成不良影响。
3)破坏市容、恶化城市环境卫生。渣土外运过程中破坏城市环境,污染道路,影响周边居民生活。同时,大多弃土场的渣土在风的作用下形成扬尘,影响空气质量,并使得周边建筑和设施积上厚厚的尘土,如果遇到雨天则会导致泥水四溢。渣土外运过程中的遗撒,不仅影响城市道路市容,而且在冲洗道路过程中产生的污水易堵塞城市排污系统。渣土外运时遗撒情况如图2所示。
4)存在安全隐患。部分城市对建筑垃圾堆放未制定有效合理的方案,从而产生不同程度的安全隐患,渣土弃纳场溃坝滑坡时有发生,甚至有的会导致地表排水和泄洪能力的降低。

(a)
5)影响水利设施。目前,经常出现堤塘、滩地、河道等处有渣土乱倒现象,有些渣土不慎堵住行洪排涝和水利设施,严重影响了设施的正常运行,一些水利设施因此遭到不同程度的破坏。渣土倾倒至河道如图3所示。

图3 渣土倾倒至河道
6)影响航运及道路交通安全。工程渣土倒入航道后,会造成淤泥,堵塞航道。此外,倒在路边和路面的工程渣土也影响了道路的通行功能,车辆因此发生打滑甚至引发交通事故的现象时有发生,造成了严重的安全隐患。
3 传统盾构渣土处理方法与问题
3.1 处理方法
当前,无论是泥水平衡盾构还是土压平衡盾构,其产生的大量渣土仍主要采用传统露天堆放或填埋的方式进行处理,仅有少部分通过筛分处理后用作同步注浆材料,制作浇筑建材产品、高强高密度陶粒、种植土等进行了资源化利用。
3.2 存在问题
在泥水盾构施工过程中,其产生的渣土仅仅采用简单的旋流处理和筛分设备进行分离。这种方式筛分出来的渣土含泥率高、含水量大,结构松散,并伴随产生大量的弃浆,而且分离后的渣土颗粒物分级不清,进而无法对渣土中有价值的组分进行资源化利用。对于这样高含泥率、高含水量的渣土,目前主要通过车辆运输至专门的弃渣场进行存储。在运输过程中不可避免地存在少量撒漏,附带的泥浆逸出后将对环境产生一定的污染,甚至泥浆风干后会引起扬尘并造成空气质量下降。此外,施工过程中产生大量的废浆直接废弃,消耗大量的水资源,也给环境带来很大的负担。
对于土压平衡盾构而言,目前渣土主要通过填埋或弃渣场堆放处理,这种方法一般采用的污染隔离措施较为简单,渣土中的有害成分容易污染地下水,进而对农作物和人体健康产生不利影响。同时,如果大型填埋工程和弃渣场设计、施工或维护控制不当,也可能对周边环境和居民造成严重的危害[12-13]。
4 盾构渣土无害化处理与资源化利用技术
近年来,随着国家的大力支持以及资源化利用技术的不断发展,中国已研究形成了一些盾构渣土无害化处理及资源化利用技术,并逐步在生产实践中进行了应用。
4.1 无害化处理技术
盾构渣土通过优化分离工艺流程,合理配置工艺设备,优化设定各项技术参数,对渣土进行高效分离、处理,大大减少了废弃渣土排放量,减少了渣土排放对环境的影响。泥水平衡盾构产生的渣土通过泥浆无害化处理工艺能够达到渣土高效分离与无害化处理的目的,土压平衡盾构产生的渣土通过加水稀释后也可进行类似的无害化处理[14-15]。
4.1.1 泥浆无害化处理设备与工艺流程
泥浆无害化处理设备由振动筛、一级旋流器、二级旋流器、压滤机和离心机等一系列设备组合而成,结合不同地质特性,通过设备配置和参数调整形成一整套泥浆无害化处理工艺。泥浆无害化处理工艺流程如图4所示。
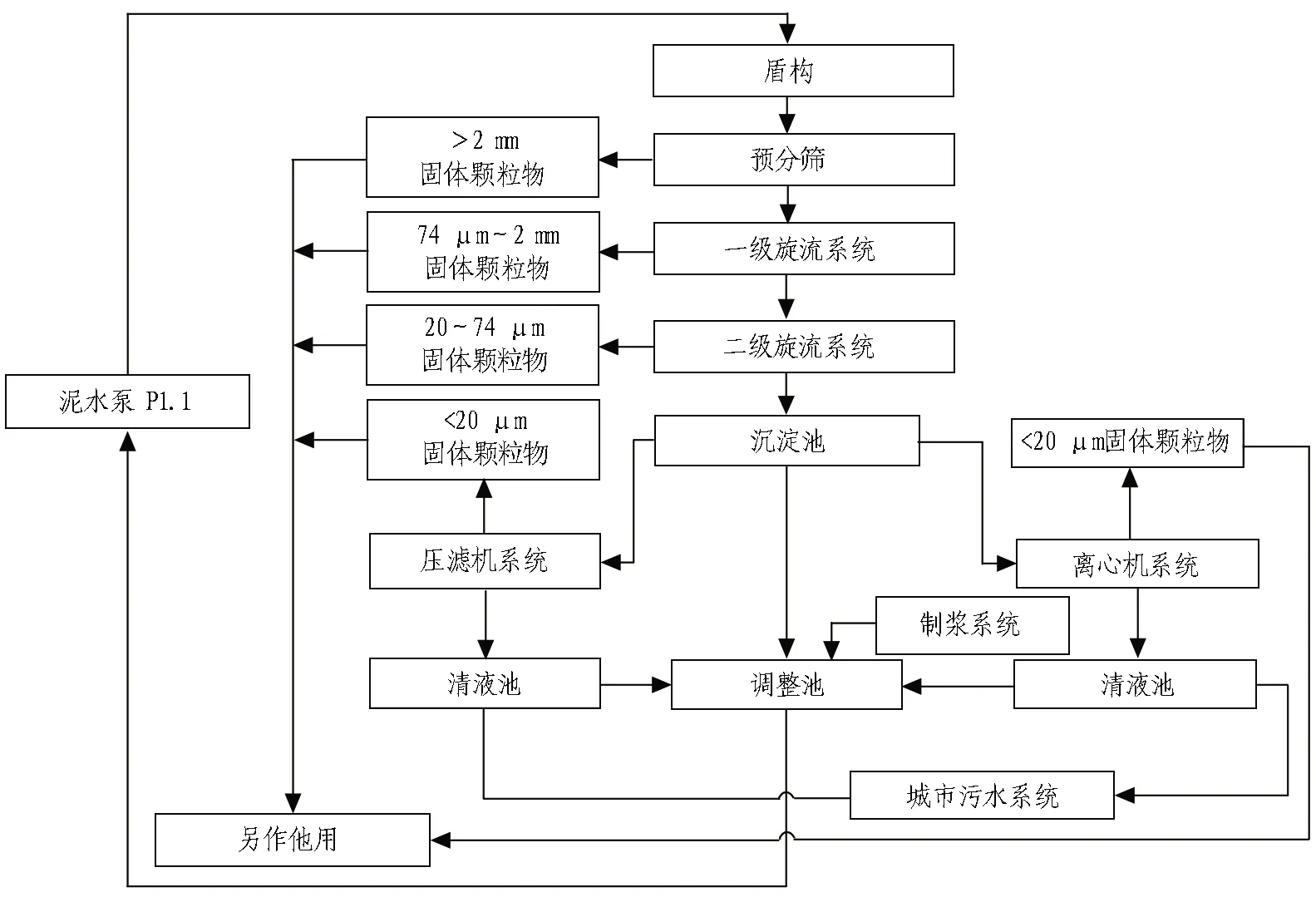
图4 泥浆无害化处理工艺流程
主要泥浆处理设备适用条件及工作原理如下:
1)振动筛是泥浆处理系统中的关键设备,由振动电机工作产生周期性的惯性力,迫使筛箱、筛网和弹簧等部件在底座上进行间歇振动,将盾构排除的泥浆中2 mm以上的固体颗粒进行分离。
2)旋流器可以将粒径为20 μm~2 mm的固体颗粒分离出来,是利用泥浆中固、液相各颗粒所受的离心力大小不同进行分离。旋流器上部呈圆柱形,形成进口腔,侧部有一切向进口管,由旋流渣浆泵输送来的泥浆沿切线方向进入腔体内。顶部中心有涡流导管,处理后的泥浆由此溢出。壳体下部呈圆锥形,底部为排砂口,固相从中排除。
3)压滤机可进行20 μm以下的细颗粒物质处理。压滤机过滤部分由整齐排列在主梁上的隔膜滤板、厢式滤板和夹在它们之间的滤布所组成。过滤开始时,滤浆在进料泵的推动下,经止推板和压紧板的进料口进入各滤室内,滤浆借助进料泵产生的压力进行固液分离。由于过滤介质(滤布)的作用,使固体留在滤室内形成滤饼,滤液由排液口排出。压滤机工作原理如图5所示。

图5 压滤机工作原理简图
4)离心机可以将泥浆中20 μm以下的固体颗粒物分离出来,其工作原理是将处理的悬浮液置于增加的“离心力”作用场下,这样就增加了悬浮液体中固相物料的沉降速度。转鼓产生的高离心力,在转鼓内形成一个清液池。游离液体和较细固体流向离心机较大的一端,液相物料通过溢流堰排出。较大的固相物料则沉降在转鼓壁上,形成一层泥饼层,这些泥饼由螺旋推出。相对于压滤机来说,离心机处理效率较高。离心机工作原理如图6所示。

图6 离心机工作原理示意图
4.1.2 处理效果
经过以上工艺流程,盾构渣土得到无害化处理,主要效果为: 泥浆经过压滤机或离心机处理后,泥浆中20 μm以下的固体颗粒物被分离出来,含水率小于30%,可直接装车出渣另作他用。压滤后的渣土如图7所示。压滤机压滤后的清液如图8所示。可作为调整和拌制泥浆的原料循环利用,真正做到“零污染、零排放”。

(a)

图8 压滤机压滤后的清液
4.2 资源化利用技术
目前,根据不同地层盾构渣土特性,盾构渣土资源化利用技术主要有: 用作盾构同步(壁后)注浆材料,制作浇筑建材产品、高强高密度等级陶粒以及种植土等[16-23]。
1)用作盾构同步(壁后)注浆材料。盾构渣土含砂量丰富时,进行筛分分离后,对于粒径小于5 mm的盾构渣土,可用作同步注浆原料,在添加合适的外加剂后拌制成混合浆液,通过管路或运浆车泵入盾构同步注浆系统中供施工使用。
2)浇筑建材制作技术。通过泥浆处理设备分离出的砂性或粉砂性为主的盾构渣土,可通过添加少量黏性物料、专用增强剂、细骨料、减水剂等,制备不同类型的浇筑建材产品,包括砌块、景观砖或石、路缘石、护坡石、护栏等。建材制品如图9所示。

图9 建材制品
3)高强高密度等级陶粒制作技术。利用盾构渣土制备出高强高密度等级陶粒,能有效提高盾构渣土利用率,进而减少土地占用和环境污染。高强高密度等级陶粒主要将盾构渣土、粉煤灰、污泥和秸秆等原材料加工成细度小于149 μm(100目)的粉末试样,按照一定的配方搅拌揉成生料球,然后烘干进行焙烧,最终冷却后形成渣土陶粒。
4)种植土制作技术。经泥浆处理设备分离出的以黏性物料为主的泥水平衡盾构渣土,通过添加少量分离出的砂性或粉砂性物料、专用改良剂和调理剂等,可制备出满足不同要求的种植土产品。盾构泥浆分离分级产物的掺加量可达到80%以上。该产品分为2类: 一类可满足一般种植要求;一类可满足土地改良、林地和园林绿化植物所需,达到CJ/T 340—2016《绿化种植土壤》相关要求。盾构渣土种植土如图10所示。对于土压平衡盾构而言,其渣土中主要含有泡沫剂、离散剂、聚合物等添加剂,特别是渣土中所含泡沫剂一旦进入水体,会产生大量泡沫,对水中微生物造成不良影响。建议对这些化学成分进行分离处理后作为种植土。

(a)
5 盾构渣土无害化处理与资源化利用案例
5.1 京沈城际望京隧道泥水盾构渣土无害化处理与资源化利用
5.1.1 工程概况
京沈城际望京隧道为双洞单线隧道,全长8 000 m,由4台泥水盾构从隧道两端同时向中间施工。该工程盾构穿越地层为以黏土层、粉质黏土层、粉土层和粉细砂层等细颗粒地层为主的复合地层,其中粒径小于75 μm的细颗粒含量超过70%。盾构隧道施工范围内存在5层地下水,即1层上层滞水、2层潜水和2层层间水,上层滞水的水位埋深为1.1~3.8 m。该地区绿色环保要求非常高,地处北京市核心区,施工场地面积狭小,周围没有排放条件,废浆处理难度大。要求施工场地内的废水、废浆必须达到“零渗漏、零排放、零污染”。
5.1.2 无害化处理设备选配及处理工艺
5.1.2.1 无害化处理设备选配
根据施工组织计划,每月的最小进度指标不得少于240 m,则盾构的掘进速度为40 mm/min,此时理论排浆流量为1 850 m3/h,要求配置的泥水分离设备处理能力应大于1 850 m3/h。
泥水分离系统设备配置模式与盾构的大小、盾构掘进速度、地质水文条件等紧密相关。不同的地质工况、不同直径的盾构、不同的掘进速度决定不同泥水处理系统模式。选择泥水处理系统时必须确保能有效地分离泥浆中的泥土和水分以及具有与盾构最大掘进速度相适应的泥水处理能力。鉴于此,本工程中泥水分离系统由3部分组成,分别为泥水分离系统、高密度泥浆处理系统、泥浆循环系统。京沈城际望京隧道泥水无害化处理设备系统配套如表1所示。泥水分离设备采用模块化集成设计,单台处理能力达到2 000 m3/h。盾构掘进使用的泥浆利用800 kW排浆泵通过直径400 mm排浆管路输送至泥水分离设备,经过分配器分流至各预筛分处理单元。泥水处理系统总体布置如图11所示。

表1 京沈城际望京隧道泥水无害化处理设备系统配套

图11 京沈城际望京隧道泥水处理系统总体布置图
5.1.2.2 无害化处理工艺
针对泥水盾构施工的地质特点,选配合理的泥水分离系统,并根据地层中74 μm以下的细颗粒所占的比例,计算盾构每掘进1个循环泥水分离系统无法分离的20 μm以下细微颗粒进入泥浆后造成泥浆密度和黏度上升的速度。根据施工进度指标要求,配置足够数量的离心机和压滤机。每套泥水分离系统对应“1用1备”2套泥浆池,可以任意切换。当其中一套泥浆池的泥浆指标不满足施工要求时,可以立即切换到另一套备用的泥浆池,使盾构能够连续高效掘进。然后采用离心机和压滤机对不满足要求的泥浆进行固液分离,分离出的清水存贮在水池中继续循环利用,并将该泥浆池中剩余泥浆的密度、黏度等指标进行调整,满足要求后备用,保证了泥浆“零排放”,达到无害化处理。工艺流程如图12所示。
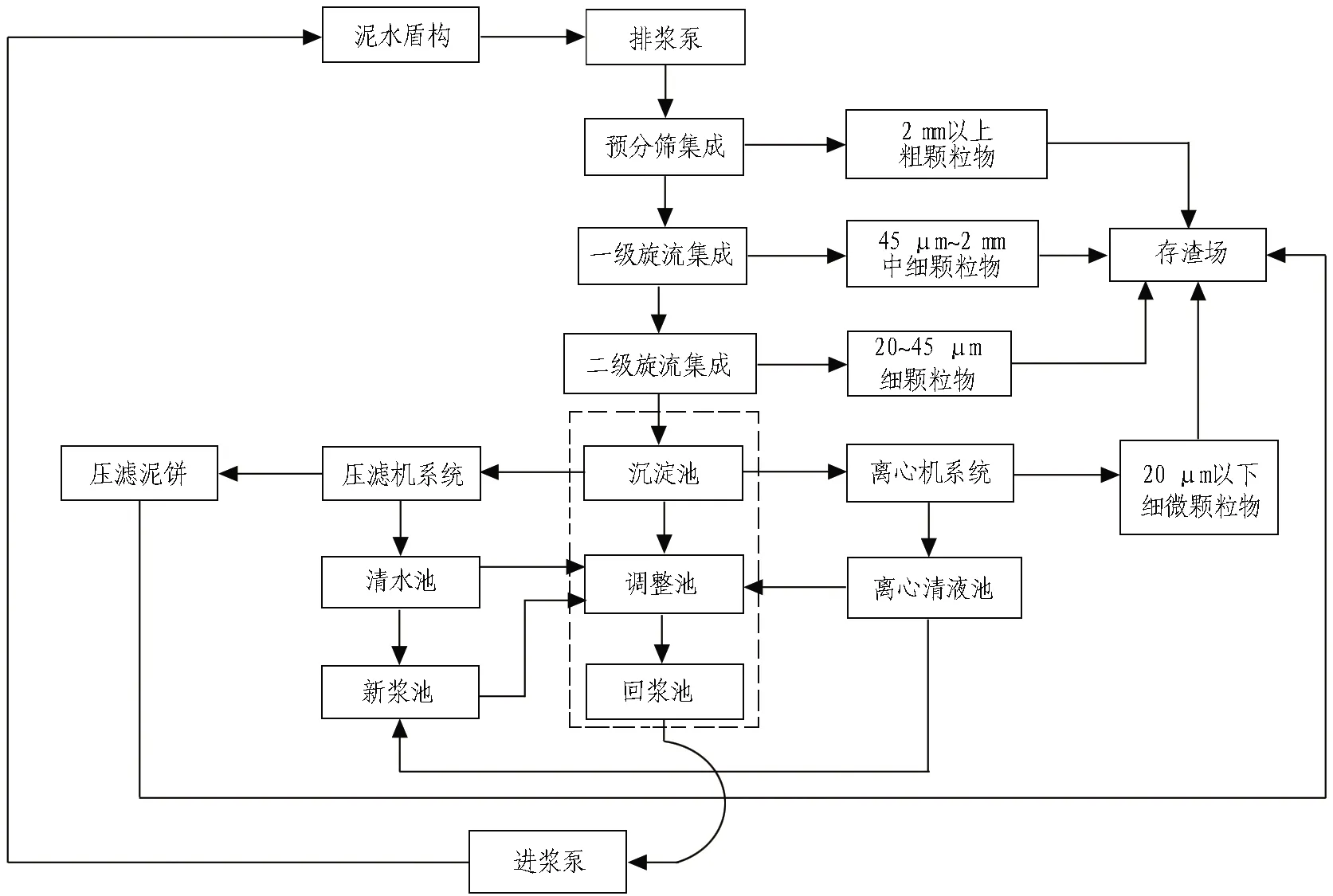
图12 京沈城际望京隧道泥浆无害化处理工艺流程
5.1.2.3 废弃泥浆资源化利用
该工程在盾构掘进中,经过分离处理后的浆液一部分作为调制新泥浆的原料,一部分作为同步注浆砂浆的掺和物进行了资源化利用,砂浆中无需再添加昂贵的膨润土,每m3砂浆约节约膨润土80 kg。既有效降低了施工成本,又保证了泥浆的“零排放”。
5.1.2.4 处理效果评价
京沈城际望京隧道泥水盾构施工中对泥浆进行了无害化处理与资源化利用,经过处理后的渣土含水率<30%,清液100%得到了循环利用,同时也达到北京市污水排放标准的要求。处理后的渣土如图13所示。处理后排出的清液如图14所示。

图13 京沈城际望京隧道处理后的渣土
为了对泥水进行无害化处理与资源化利用,在前期建设泥水处理工厂时增加了部分泥浆池和泥水处理设备投入,在施工过程中增加了絮凝剂和设备用电等成本,总计增加费用约4 360万元。通过无害化处理工艺节约了300万t自来水(约1 800万元)、6万t膨润土(约2 760万元)等泥浆材料,扣除前期增加费用后,总计节约施工成本约200万元,平均每延米节约250元左右,占掘进成本中泥浆处理专项费用比例约为1.8%。总体来看,前期投入较大,成本较高,但通过盾构泥浆无害化处理技术,保证了泥水盾构的高速掘进,实现了对不合格泥浆的全部固液分离。分离后的清水再循环利用,避免了水资源浪费,经过分离处理后的浆液一部分作为调制新泥浆的原料,一部分作为同步注浆砂浆的掺和物进行了资源化利用,避免了废浆对环境的污染,真正做到了“零渗漏、零排放、零污染”。

图14 京沈城际望京隧道处理后排出的清液
5.2 盾构渣土资源化利用
5.2.1 盾构渣土用作同步注浆原料
广州市220 kV奥林变电站电力隧道工程(南段)盾构隧道洞身长距离穿越粉质黏土、粉细砂、中粗砂、全风化泥岩、强风化泥岩层。盾构区间隧道同步注浆采用单液水泥砂浆,水泥砂浆采用的质量配比为水泥∶粉煤灰∶膨润土∶砂∶水=180∶180∶100∶400∶450,对调配浆液的原料需求量十分大。该项目在盾构掘进过程中,采用集成式泥浆净化器分离出2 mm以下的细砂和黏土颗粒渣土。这些分离出的渣土经过一定干燥处理后,用作了调配浆液的材料,调制出了高质量的同步注浆浆液,盾构渣土得到了资源化利用。既减少了额外购置调浆材料的费用,又降低了施工对环境造成的影响[13]。
5.2.2 盾构渣土制作生态节能新型墙材
长沙地铁建设过程中,已经摸索出地铁渣土制作生态节能新型墙材的方法和技术。其主要过程是将盾构掘进产生的呈流塑状的渣土运送到机砖厂脱水搅拌干化,通过挤出机成型为砖块,晒干后进行焙烧,即可形成烧结多孔砖等新型墙材。这一套工序全部完成,大约需要3 d。由盾构渣土制成的砖可用于房屋建筑,目前已经有房产项目使用这种“地铁砖”。同时,长沙市政府对采用盾构渣土生产新型墙材的厂商及使用新型墙材的建筑企业,将给予一定政策和资金扶持,这对推进盾构渣土大量资源化利用产生了很好的推动作用[12,19]。
5.2.3 盾构渣土制作700~900密度等级陶粒
天津城建大学联合天津市软土特性与工程环境重点实验室、天津市建筑垃圾与燃煤废弃物利用技术工程中心等单位,利用天津市地铁6号线盾构产生的渣土,掺入粉煤灰、污泥和秸秆作为原材料,加工成细度小于149 μm(100目)的粉末试样,按照一定配方加入适量水搅拌,揉成2种粒径(10~15 mm和15~25 mm)生料球,并将其放人电热恒温鼓风干燥箱,在105 ℃下烘干6~8 h,然后放入快速升温箱式电炉中进行焙烧(以8~10 ℃/min的加热速率升温至500 ℃,并保持20 min,再以8~10 ℃/min的加热速率升温至1 150~1 250 ℃,焙烧15 min),冷却后形成渣土陶粒。当渣土掺量为60%~83%、粉煤灰掺量为17%~40%、焙烧温度为1 170~1 250 ℃时,制备出了700~900密度等级且粒径不同的渣土陶粒。制作的800密度级10~15 mm和15~25 mm粒径渣土陶粒的微观结构[20-23]如图15所示。
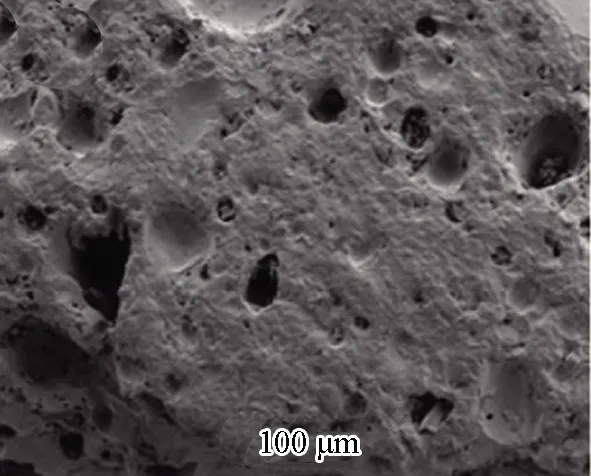
(a) 粒径为15~25 mm
6 结论与展望
近年来,中国不但经济高速增长,而且自然环境也得到了极大的改善。绿水青山就是金山银山的理念深入人心,绿色环保、循环再生必将成为隧道施工技术的发展方向。
1)通过合理配置渣土分离设备,能够做到渣土环保分离,在技术层面实现了“零排放、零污染”。
2)盾构渣土的资源化利用技术上的障碍已经基本打通,初步形成了同步注浆材料循环利用,浇筑建材产品、高强高密度陶粒及种植土制作等资源化利用工艺或技术,并在逐步推广和应用。
3)目前盾构渣土“零排放”无害化处理成本偏高,制约了技术的推广应用。优化处理工艺,提升处理效率,降低处理成本,是渣土无害化处理技术持续研究的方向。
4)盾构渣土无害化处理与资源化利用应该纳入政府环保立法与规划,建设投资中应保证环保投入,积极引导盾构渣土处置向“无害化、资源化、标准化、产业化”方向发展。
当前中国盾构渣土在无害化处理与资源化利用方面还有广阔的发展空间,相信随着社会经济水平的持续提高,通过广大科技工作者的努力,不远的将来,中国盾构渣土无害化处理、资源化利用率将得到极大提高。