DK621电缆组件制作工艺分析
2020-09-11季春涛张世明韩伟斌罗小依黄于晋
季春涛 张世明 韩伟斌 罗小依 朱 跃 黄于晋
DK621电缆组件制作工艺分析
季春涛 张世明 韩伟斌 罗小依 朱 跃 黄于晋
(上海航天设备制造总厂有限公司,上海 200245)
为选择一款适用于航空航天等高质量要求领域的1553B数据总线连接器,分析了压接性电连接器和吹焊型电连接器的结构特点和电缆组件制作工艺,对比了两款连接器电缆的制作难点和控制要求,并检测了相关试件。通过分析和比对,结果表明,压接型DK621连接器的制作过程受外界干扰小、可靠性高,同时具有操作简便、技术成熟等特点,更适合目前航空航天领域既有高可靠性要求,又有批生产的需求。
连接器;焊接;压接

1 引言
随着舰船、车辆、飞机等机动平台越来越复杂,很多平台已有多个子系统组成一个庞大的综合系统。各个子系统通过嵌入式总线接口互联,实现资源和信息共享。目前1553B数据总线正成为各个机动平台广泛使用的一个标准[1]。作为总线传输的一款专用连接器,DK621型连接器也逐步开始进入产品实际应用。其结构坚固,具有360°环形屏蔽、压降损耗低、可靠性高等特点。该型电连接器目前主要有热风加热型和压接型两大类。作为一款新型连接器,对其后续使用方法和制作要点还知之甚少。本文通过实例分析此两种连接器制作方法和注意事项,为后续大批量使用提供一些技术参考。
2 产品结构特点
2.1 热风加热型 DK-621连接器

图1 DK-621连接器组件图
热风加热型DK-621连接器主要由壳体、中心(间)接触件、屏蔽套和2个热缩套管组成,见图1,其中心(间)接触件和屏蔽套上自带一圈焊锡环。
2.2 压接型 YDK-621连接器
压接型YDK-621连接器主要由中心接触件、中间接触件、屏蔽套、外壳和一些绝缘套管组成,见图2。其中绝缘套1置于中间接触件与客体之间,绝缘套2置于中心接触件与中间接触件之间,绝缘套3置于屏蔽层与中心接触件之间。

图2 YDK-621连接器组件
3 制作工艺分析
3.1 热风加热型 DK-621连接器
3.1.1 组件制作方法
热风加热型DK-621连接器与导线的连接方式与以往产品不同,既非焊接,也非压接,而是采用热风器加热方式。
首先,制作中心(间)接触件:将导线按要求长度剥头、搪锡、修整搪锡端头,然后将蓝白导线同时插入中心(间)接触件。由于中心(间)接触件之间只有薄薄的一层热缩管隔开,因此蓝白导线插入时,很容易在热缩管上留有划痕。此时测量中心、中间接触件之间不通,但用热风枪加热焊锡环,使导线与接触件连接时,有划痕的热缩管会出现破损现象,造成中心和中间接触件导通,接触件报废。后续,工艺上可采用砂纸打磨导线搪锡后端头,去除毛刺锐角。
采用数显热风枪明确了加热温度为320℃,将被加热体放置在热风枪反射罩内,通过目视焊锡环实际融化情况确定何时停止加热。吹焊时需缓慢旋转热风枪,一般10~15s后焊锡会被加热融化。在此过程中不可移动被加热体,应待其自然冷却后移动,避免焊接不可靠。加热焊锡环时,由于接触件上焊锡环锡量较少,从出现融化迹象到完全融合仅间隔1~3s,所以应仔细观察,如吹焊时间长,极易出现焊锡老化现象。焊锡环融化时,其自身重力作用以及热风枪的吹焊方向都会影响导线、焊锡环、接触件三者之间的可靠接触。
其次,制作屏蔽套:中心(间)接触件制作完成,插入壳体,然后将导线屏蔽层均匀覆盖在壳体后端,再用屏蔽套将导线屏蔽层压在壳体上,最后用热风枪对屏蔽套上焊锡环加热焊接。由于屏蔽套体积大,焊锡环粗,加热温度可升至340℃,时间可略增加,当目视屏蔽套上焊锡融化后,立即移去热风枪停止加热,在此过程中不可移动被加热体,应待其自然冷却后移动,避免焊接不可靠。注意此次加热时,热风枪设置温度不宜过高,加热时间不宜过长,避免先前吹焊的中心(间)接触件二次重熔失效。
最后,将两个热缩套管套至屏蔽套上,采用250℃加热热缩保护。
3.1.2 组件制作注意事项
DK-621连接器在制作电缆组件时存在以下几个制作风险点:
(112)中华裂萼苔 Chiloscyphus sinensis J.J.Engel et R.M.Schust.范苗等(2017)
a. 中心层热缩管易破损,易与中间层短路。
b. 热风枪加热焊锡环融化所需的温度、时间、环境等控制难度大,加热时间长易造成焊料老,强度低;加热时间短易造成焊锡融化不全,导线与接触件未可靠连接。
c. 焊锡环融化时自身重力及吹焊时需旋转接触件,无法确保焊锡与导线可靠接触。
d. 对外壳屏蔽套焊锡环加热时,易造成内部中心(间)接触件二次加热重熔,焊点失效。
3.2 压接型 YDK-621连接器
3.2.1 组件制作方法
YDK-621是一款压接型连接器,而压接是利用专用工具,在一定压力作用下使压接件沿导线四周产生塑性变形,从而使导线和压接件之间形成牢固可靠的机械和电气连接的方法。只需导线规格选用与压接件匹配,选用规定的压接钳及压模,在一个完整的压接周期内,压接质量主要由压接工具保证,不受操作人员技能因素影响,因此越来越多的产品使用压接型连接器。
根据连接器与导线压接的位置,分为中心接触件压接点、中间接触件压接点和屏蔽套压接点。使用的压接工具有M22520/2-01压接钳、M22520/5-01压接钳。
中心接触件压接:先将1553B线束中的蓝色导线线芯穿入中心接触件的压线筒内,观察孔处线芯可见;然后将中心接触件放入钳M22520/2-01压接钳钳口内,定位器为XDWQ-47,压接钳选择器档位调节到5档,确认观察孔线芯可见且中心接触件末端抵住尾部绝缘体头端,尾部绝缘体末端抵住压线套,然后握压压接钳手柄至闭死点,直到手柄能自动弹开,然后取出压接好的接触件,见图3。

图3 中心接触件压接后示意图

图4 中间接触件压接示意图
壳体压接:将1553B自带的屏蔽层打散并均匀平铺在屏蔽套上,然后将壳体从接触件前端套至屏蔽套上,并使屏蔽套紧紧抵入壳体内部,屏蔽套与壳体尾部允许有约1mm间距。将组装好的壳体放入钳口内的Y631B压模孔内,沿轴向方向施加压力以保证压线套紧紧固定住内部的尾部绝缘体、中间接触件,确认压线套紧紧抵入外接触件内后,握压压接钳手柄至闭死点,直到手柄能自动弹开,然后取出压接好的接触件。最后用热缩管将压接部位热缩紧固。
3.2.2 压接试件检验
试件制作完成后进行外观、电压降(接触电阻)、耐拉力、金相显微、X光和电子显微镜扫描检查。
外观检查:各试件压接位置正确,通过5倍放大镜和VS8体式显微镜40倍检查,压痕清晰可见,导线伸入量已过观察孔,表明试件外观检查合格,见图5、图6。

图5 中心接触件试件,压痕清晰可见
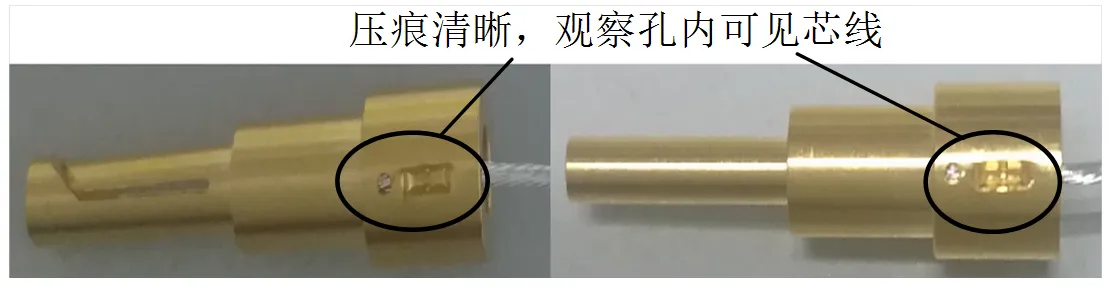
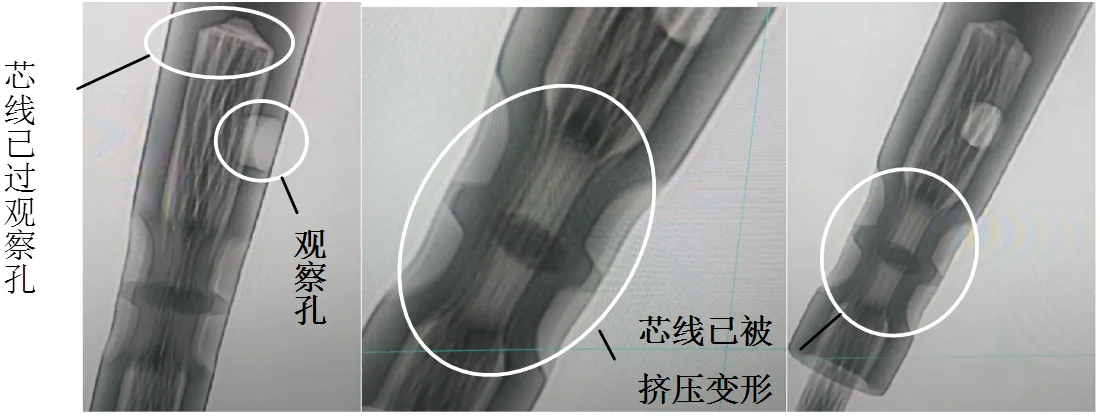
图7 中心接触件压痕X光检查图
用X光检查试件,通过检查发现,压坑处的导线已发生变形,但无断裂现象,压痕轮廓清晰,芯线已过观察孔,试件通过X光检查表明合格,见图7、图8。

图8 中间接触件压痕X光检查图
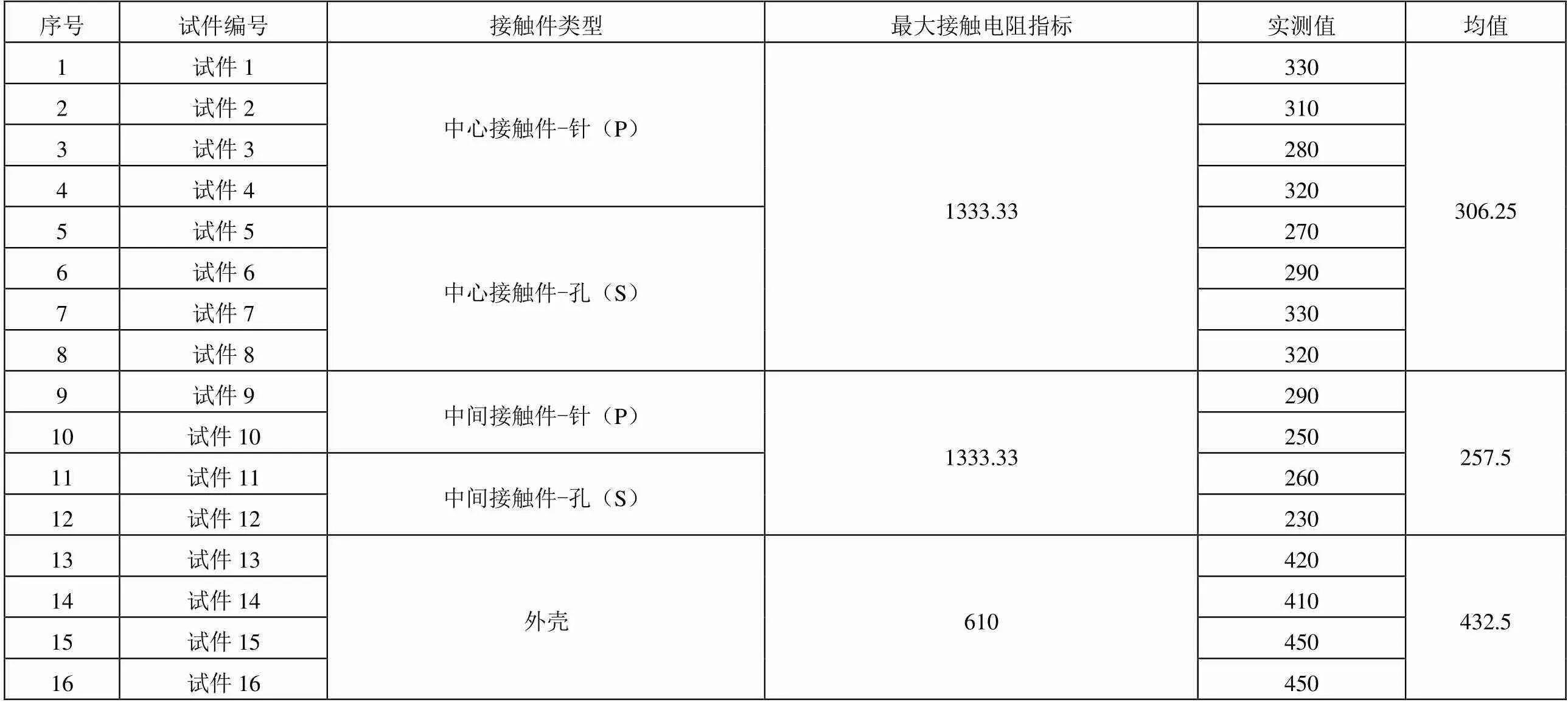
表1 试件接触电阻测试结果 Ω

表2 试件拉力测试结果 N
使用毫欧表检查所有试件的接触电阻,结果见表1,均符合指标要求。静态检查完成后,检查试件的耐拉力,抽样比例按GJB5020—2001《压接技术要求》为每品种不少于3件。试件耐拉力测试使用的是MPT-250B拉力测试机,测试结果见表2,均符合指标要求。
对中心接触件和中间接触件进行了压接截面金相显微检查和电镜显微检查,经查,压线筒变形均匀无破损,导线的圆形截面均已发生变形,且空洞面积小于导线所占空间总面积的10%,见图9、图10。
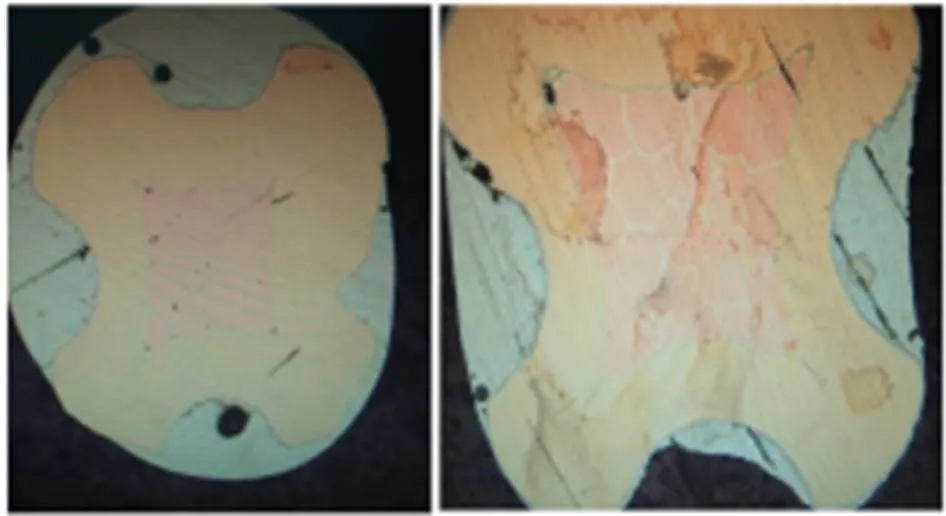
图9 压接截面金相显微照片
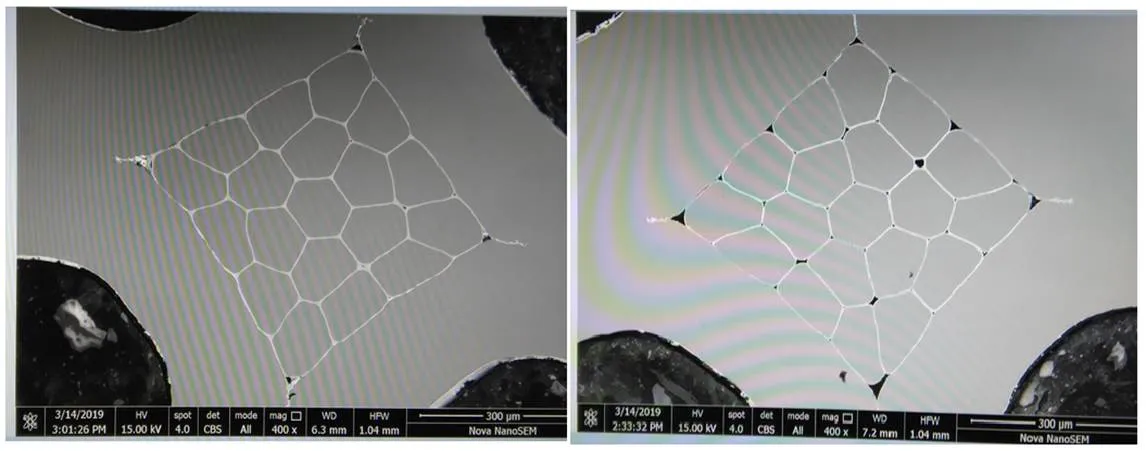
图10 压接截面电镜显微照片
4 结束语
通过对热风加热型DK-621连接器和压接型YDK-621的结构特点、工艺制作方法比对分析后认为,热风加热型DK-621连接器组件在制作工艺和控制方面要求更高,受外界环境影响大,不适用于量产产品。压接型YDK-621的工艺制作方法更加可靠、成熟,且压接型连接器正在被国内外航空、航天领域大量使用。
1 综合解析1553B协议[EB/OL]. [2020-04-16]. https://wenku.baidu.com/view/20e787611a37f111f0855b66.html.
Manufacturing Process Analysis of DK621 Cable Assembly
Ji Chuntao Zhang Shiming Han Weibin Luo Xiaoyi Zhu Yue Huang Yujin
(Shanghai Aerospace Equipment Manufacturing General Factory Co., Ltd., Shanghai 200245)
To select a 1553B data bus connector for high quality applications such as aerospace, the structure characteristics and cable assembly manufacturing process of press-fit electrical connector and blow-weld electrical connector are analyzed, then, the manufacture difficulties and control requirements of the two kinds of connector cables are compared, and the related test pieces are tested. Through the above analysis and comparison, the results show that the press-fit type DK621 connector has the advantages of less external interference in the manufacturing process, high reliability, as well as the characteristics of easy operation and mature technology, and it is more suitable for both high reliability requirements and batch production needs of the current aerospace field.
connector;weld;crimping
季春涛(1981),本科,机电一体化专业;研究方向:电缆组件制造、电子装联技术。
2020-04-24
