LED光组件自动缺陷前测机研制
2020-09-10单忠频陈树钊康茂
单忠频 陈树钊 康茂
摘要:近年来,人们越来越关注节能和环保,在这两大需求的推动下,LED从原本只用来作为指示、显示和装饰逐渐应用到照明领域,并且随着封装技术和芯片技术的不断发展和进步,满足了人们在照明领域对LED产品的需求,并且多晶片的LED组件在市场上已经被广泛的应用。因为芯片构成了LED的光组件,难免芯片会存在缺陷,所以研制LED光组件自动缺陷前测机显得尤为重要。本文通过研究LED光组件自动缺陷前测机工艺和总体技术方案,并分析了LED光组件自动缺陷前测机机械、控制和图像系统研究与开发,阐述了LED光组件自动缺陷前测机的关键技术和创新点。
关键词:LED光组件;缺陷检测;微点亮
一、引言
LED光组件半导体照明光源中的一种,特别是作为一种大功率LED解决方案,可满足照明领域对产品的高光通要求,被广泛用于轨道灯、筒灯、球泡灯、工矿灯、户外特殊照明等照明产品中。由于LED光組件是芯片集成,在制造过程中,会出现个别芯片不良导致成品异常,在制造过程中需要检测每个芯片是否有缺陷,将有芯片缺陷的LED光组件剔除,故研究开发LED光组件芯片缺陷自动检测设备,以满足实际生产制造需要。
二、LED光组件自动缺陷前测机工艺研究
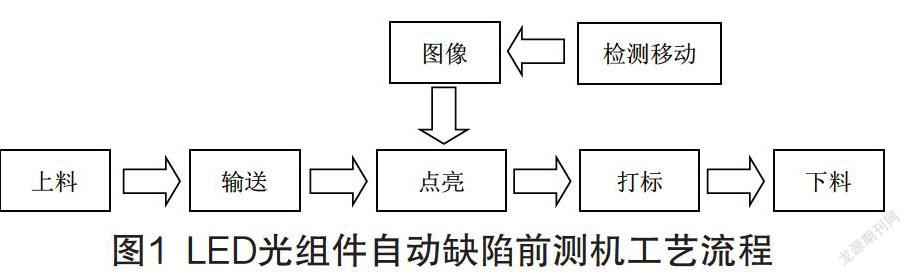
LED光组件在点胶前,都需要经过人工微点亮测试,在微小电流点亮情况下把LED光组件中的单颗芯片出现的不良、暗亮或高亮检测出来。为了能够与前工序焊线和后工序点胶衔接,LED光组件自动缺陷前测机的以料盒上下料的方式,基于CCD图像处理与识别,检测LED光组件内单颗芯片的发光情况,对于NG器件作相应的标记[1]。LED光组件自动缺陷前测机工艺流程如图1所示。
三、LED光组件自动缺陷前测机总体技术方案
依据LED光组件自动缺陷前测机的工作流程,机械系统设计方面,采用机台的左侧进料、右侧出料方式,进料和出料都通过料盒,已固晶焊线的LED光组件支架插在料盒内,进料与出料之间通过传送轨道来传送LED光组件支架,配合XY移动检测机构对逐个点亮LED光组件的机械结构设计[2]。
控制系统的设计上,LED光组件自动缺陷前测机拟应用多机构联动控制技术,采用PLC作为控制器并结合人机界面,这样控制简单、操作方便。图像系统的设计方面,CCD摄像头安装在XY移动检测机构,对微点亮的LED光组件进行拍摄,通过图像处理器进行图像处理分析,并把判定结果发给PLC去执行[3]。
四、LED光组件自动缺陷前测机机械系统研究与开发
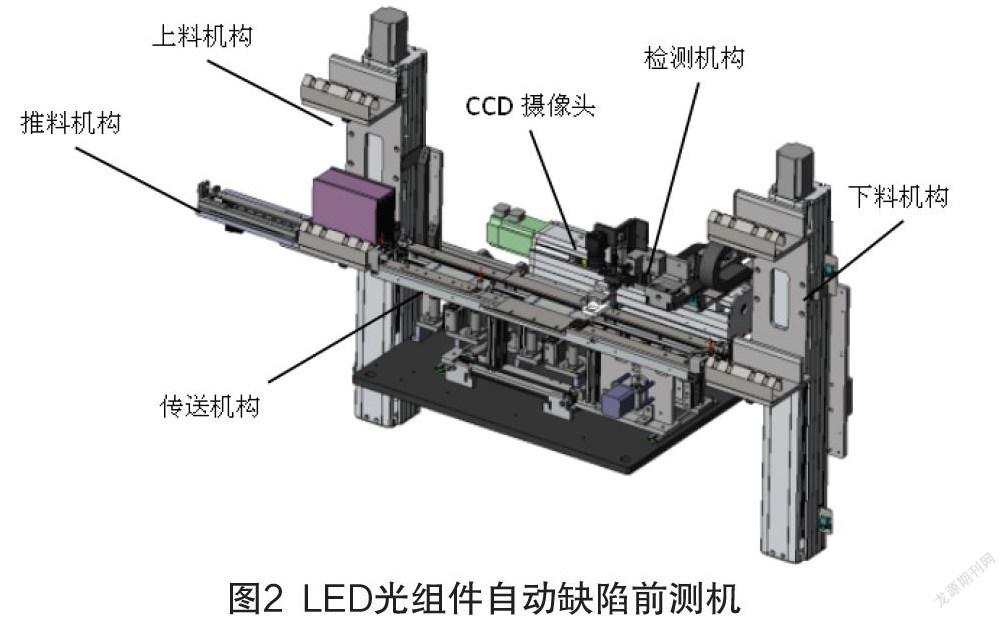
LED光组件自动缺陷前测机(如图2所示)包括机架、自动上料机构、推料机构、传送机构、检测机构、自动下料机构和控制器。自动上料机构、推料机构、传送机构、检测机构、自动下料机构和控制器都设置在机架上,自动上料机构带动被测LED光组件进行上升,推料机构把被测LED光组件推送到传送机构处,传送机构把被测LED光组件传送到检测位置,检测机构对被测LED光组件进行缺陷检测,传送机构把被测LED光组件传送到自动下料机构处,自动下料机构带动检测完毕的被测LED光组件下降[4]。自动上料机构、推料机构、传送机构、检测机构、自动下料机构都与控制器连接,由控制器控制自动运行。
五、LED光组件自动缺陷前测机控制系统研究与开发
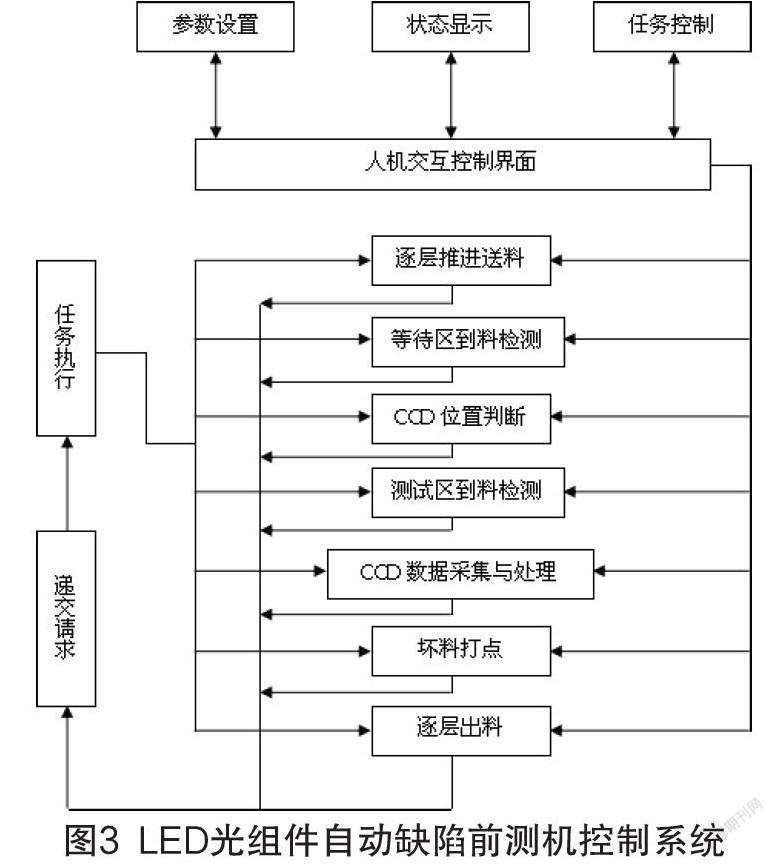
LED光组件自动缺陷前测机拟应用多机构联动控制技术,采用PLC作为控制器并结合人机界面,构建传输周期短、反应速度快的实时控制系统[5]。LED光组件自动缺陷前测机控制系统如图3所示。
LED光组件自动缺陷前测机主要由机构运动的控制和CCD视觉检测两大部分组成。物料的工作位置对机构运动控制精度比较高,适当的加上了夹紧机构,使物料能始终停留在一个位置。CCD视觉检测用在测试当中,负责判断物料的好坏。但是由于外部因数的影响,图像测试结果有可能会出现一定的误差,因此图像的识别功能中就包含了图像识别的处理方法[6]。
LED光组件自动缺陷前测机控制系统上包括PC、PLC、光纤传感器、光电传感器、伺服控制马达、步进驱动器与CCD测试图像系统。
LED光组件自动缺陷前测机控制系统采用进口PLC,通过触控界面使操作者达到简单、便于操作的机构控制,先进的技术及稳定的传动机构,搭配高品质测试电脑,使测试结果更加稳定正确而且快速[7]。
触控式彩色液晶控制面板,可即时监控系统所有状态,同时配合红、黄、绿三色指示灯显示机台运作情况,另外还可调节位置和更换相关治具测试不同型号规格LED光组件。
特别加入权限设定功能:操作者和管理者权限分离,避免因误操作导致内部运行数据紊乱。
整机的电控系统安装在机体后部的电气柜。控制系统主要由PLC、触摸屏、伺服系统、传感器和电磁阀等组成。触摸屏及各功能控制开关安装在设备前上方的操作面板上。各工艺参数的设置和修改通过PLC触摸屏完成。另外,启停按钮和电源等控制按钮单独设置在操作面板上。触摸屏具有加密进入功能,确保只有管理员才能进行参数设置和修改[8]。
六、LED光组件自动缺陷前测机图像系统研究与开发
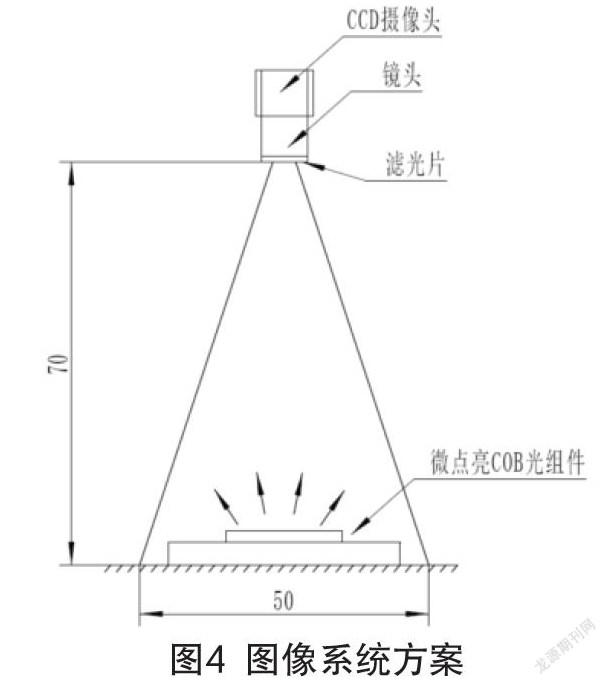
LED光组件自动缺陷前测机的图像系统是通过图像识别微点亮的LED光组件内部芯片发光情况,可识别LED光组件的尺寸为50 mm(长)×50 mm(宽),CCD摄像机安装在检测机构上,图像拍摄范围至少要达到50 mm作用,因此图像采用30 W像素CCD摄像头,一个像素点就为0.1 mm。确定拍摄范围后,就选固定焦距8 mm的镜头,镜头距离被拍摄面高度约为70 mm。在镜头增加滤光镜,可一定范围波长的光可透过滤光镜进入镜头。由于微点亮LED光组件是芯片发光,不需要安装外部光源。图像系统方案如图4所示。
当CCD摄像机通过检测机构移动到LED光组件正上方,点亮LED光组件,PLC发出拍摄信号给图像处理器,图像处理器就对微点亮的LED光组件进行拍摄,拍摄出来的图像经过处理后,与预设的模板进行比较,图像处理器把判定结果的信息发给PLC,PLC根据判别结果就执行打点动作。
七、关键技术和创新点
(一)关键技术研究方法与研究过程
LED光组件自动缺陷前测机如何准确判别LED光组件内芯片是否存在漏电、短路、断路等缺陷,通过外观检查的或者电测量方式都难以检测出来,目前的人工方法是通过把LED光组件微点亮,通过观察LED光组件内芯片发光明暗度来判别是否存在漏电、短路、断路等缺陷。漏电的芯片发光亮度比周围的明显亮或明显暗的,短路的芯片就不会发光,断路的芯片就会把串联在一起的整组芯片都不亮。短路和断路的芯片发光情况比较好判别,但漏电的芯片判别就会存在标准比对问题,人为主观性都对漏电芯片的判别有很大影响。
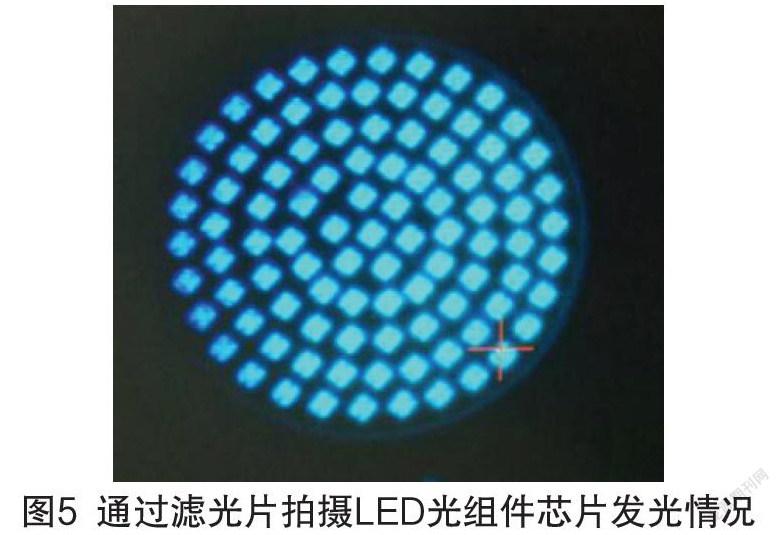
对于未点胶固化的LED光组件,LED光组件发光时,芯片发出蓝光,CCD摄像头拍摄出来的图片就会呈现一颗颗蓝色光斑,但光斑之间比较模糊。而对于已点胶固化的LED光组件,LED光组件发光时,CCD摄像头直接对其拍摄,拍摄出来的图片就会呈现白茫茫一片,无法分辨出芯片的发光情况,LED光组件发出的可见白光是通过蓝色芯片激发黄色荧光粉而产生的,发出的可见白光中由不同波长的光波组成的,为了获得清晰的芯片发光图片,需要在镜头前增加拍摄前对LED光组件发出来的光进行物理处理,因此可在镜头前增加蓝色波长的滤光片,只允许波长420~480 nm的蓝光通过滤光片到达摄像头的CCD传感器[9]。增加了蓝色滤光片后,微点亮的LED光组件拍摄出来图片如图5所示。
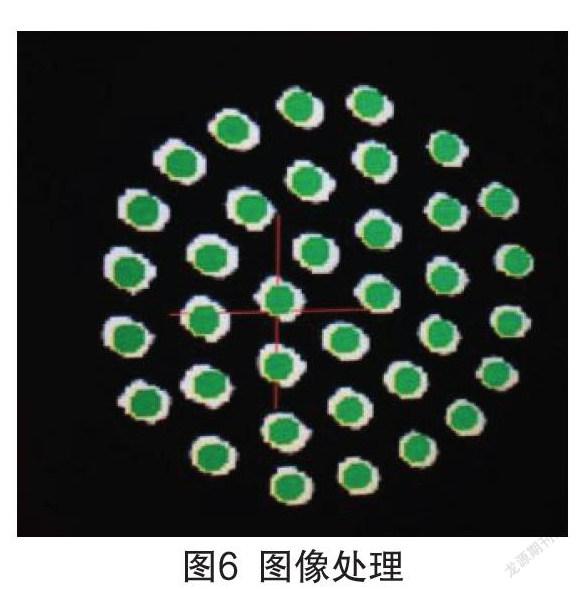
图像处理器用于对采集到的被测LED光组件图像进行前处理、检测。图像处理器工作前需进行模板标定和参数设置,模板标定是把一个完整正常的LED光组件进行拍摄、图像前处理后,得到一个标准模板图像作为检测基准。参数设置分别有前处理功能包括二值化处理、背景过滤等,目的是把CCD拍摄到的图像进行前期处理,把图像处理达到清晰、轮廓鲜明的效果,保证在下一步检测中能够顺利进行;对图像进行二值化处理,二值化处理就是将图像上的点的灰度置为0~255,使整个图像呈现出明显的黑白效果,即把图像中点亮的芯片处理成白色斑点,其余背景处理成黑色,然后再通过背景过滤,把一些干扰光去除掉,达到每颗芯片的轮廓清晰,不互相干预的图像效果(如图6所示)。
图片前处理后会进行下一步图像检测,图像检测包括被测图像搜索、位置补正、斑点数量检测等,对被测图像的特征进行检测,以判断被测图像是否符合模板标准:例如,首先标定模板,然后设定一个搜索范围,在这个范围里进行搜索,搜索的原理是与标准模板作比较,若与标准模板达到一定的相似度(模板相似度可以自由调节),就认为已经找到目标,然后进行下一步位置补正;位置补正主要是对搜索到的被测图像进行位置校正,校正方向有X轴、Y轴和角度,即当被测LED光组件的位置方向与标准模板不在同一方向时,把被测LED光组件图像的位置修正后再检测,无需机械调整;再进行斑点数量检测,检测被测LED光组件内的芯片数量,检测对象是白色斑点(即点亮的芯片被二值处理化后的图像),判断,检测到的斑点数量是否与设定的斑点数量相符并输出结果到控制器,斑点数量少于设定数量就证明被测LED光组件存在芯片缺失或芯片不亮的情况[10]。
图像处理器还可以检测出被测LED光组件是否存在漏电缺陷,具体步骤为:标定被测图像与标准模板图像相同的检测范围,比较检测范围内被测图像与标准模板图像的白色像素面积的差值百分比是否超过设定值(白色像素面积的大小反映了芯片的亮度大小),若差值百分比超过设定值,即被测LED光组件存在漏电缺陷,反之,被测LED光组件不存在漏电缺陷。
(二)创新点
LED光组件自动缺陷前测机的创新点:基于图像拍摄,识别LED光组件内部芯片发光情况,实现LED光组件的微点亮检测自动化作业,替代了人工作业的方式。芯片是发出蓝光,人的眼睛长时间看蓝光会造成眼睛疲劳和损伤,通过用CCD摄像头去拍摄判别,就避免了人眼去判别。LED光组件自动缺陷前测机不但可以应用与点胶前进行前期缺陷检测,也可以用于与点胶固化后的成品缺陷检测。
参考文献:
[1]徐岩,史燕琼.线扫描缺陷检测系统中的LED光源设计[J].光学与光电技术, 2011(03):34-36+49.
[2]严威.LED表面亮度测试方法研究及亮度分析系统研制[D].厦门大学, 2017.
[3]张总,王建莉.基于多LED可见光源的室内位置检测装置设计[J].机械工程与自动化, 2018(3):163-164.
[4]杨南军.LED灯具光通量检测技术现状及影响因素[J].灯与照明, 2017(2):60-62.
[5]蒋文忠,崔莉.SMDLED全自动测试分选机的调整心得[J].科技风, 2017(12):58-58.
[6]包晓帆.LED路灯光色参数测试中的主要不确定性因素[J].电子技术与软件工程, 2017(20):102.
[7]赵轶,胡国辉,杨翠.基于惯性导航的LED道路照度自动测量装置的研究[J].中国设备工程, 2017(8):57-58.
[8]黄思博,蔡昭权,陈伽.基于HALCON的LED陶瓷基板缺陷检测系统[J].现代计算机, 2019(16).
[9]樊夏辉,刘桂礼,孔全存.基于微流控芯片荧光检测的LED光源自适应补偿方法[J].仪表技术与传感器, 2019(6):118-122.
[10]罗龙.LED背光源缺陷检测设备的研制[D].哈爾滨工业大学, 2014.
