谈水泥磨机安装施工技术措施
2020-09-10张磊
张磊
摘要:本文对目前比较典型的滑履水泥磨机的设备特点、结构性能、原理等进行了介绍,并进一步对水泥磨机的常规安装顺序、安装方法、安装技术措施、安装所达到的要求及安装方法的特点、适用范围等进行了论述。
关键词:水泥磨机;安装;轴承;滑履轴承;筒体;传动装置
一、设备概述
建材行业的飞速发展,在带动经济发展的同时,也带动了设备的更新和发展,水泥厂的核心设备是一窑三磨,水泥磨就是三磨中的一磨,水泥磨由原来的球磨机也发展为现在的滑履磨,其性能更加先进,结构更加紧凑。其中比较具有滑履磨代表的是Ф4.2×13m球磨机,其单台设备总重约370吨,主减速机重约95吨,主电机重约25.5吨,磨机采用中心传动,安装高度约+3.000M。用6KV3550Kw高压电机驱动,是重量大、电压高、安装精度要求高的大型设备。
二、设备特点
1、球磨机主要由回转装置、滑履轴承、进料装置、卸料装置和传动装置组成。
2、球磨机与中小型磨机不同的是,回转筒体两端没有另行伸出支撑轴,而是由两个滑圈焊接在筒体的两端作为回转轴,每个滑圈由两组与竖直方向呈30º角的托瓦形式的滑履轴承支撑。滑履轴承直接安装在混凝土基础上。这种装置使整台设备结构紧凑,并能很好地承载设备运行时的动静负荷。
3、筒体一端装有中空段作为出料用,并与驱动装置相连,电动机经减速机、摩擦离合器、出料轴带动磨机筒体旋转。
4、磨筒体为钢板卷制焊接而成的圆筒,筒体内用隔仓板分成二个仓,每个仓的筒体壁装有耐磨衬板:二个仓中按不同的比例装有不同直径的钢球,磨筒旋转时,钢球滚动,熟料在前级仓中,经大钢球粗磨后,进入后级仓由小钢球细磨成粉料出料。
5、磨机有四块滑履轴承,其中三块为活动瓦,一块为固定瓦,固定瓦安装在磨头出料端(即磨尾端),活动瓦由轴瓦、凸球座、瓦座、滚柱、底板等组成,上面是轴瓦,瓦中间有油槽和高压油孔,轴瓦与瓦座之间装有一球面座,瓦座座落在三根圆柱上,圆柱起滚柱轴承的作用,滚柱下面是底板。固定瓦与活动瓦的区别是固定瓦的瓦座下面不是三个滚柱,而是一个固定支座。
6、熟料在球磨机中磨成水泥,产生大量的热,温度很高,一般情况下出料温度有120ºC,磨筒体受温度的影响,会轴向伸缩,磨筒体在轴向伸缩时会带动轴瓦沿瓦座下的三根圆柱滑动,轴瓦和瓦座间的球面还能补偿少量的不均衡。
三、磨机的安装技术措施
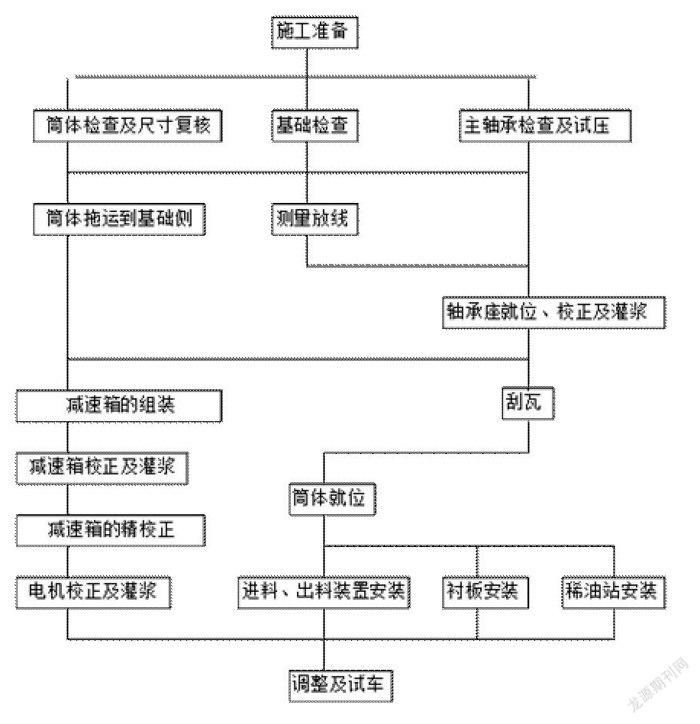
(一)安装工艺
(二)基础检查和放线
1、设备安装工作开始前,应对设备基础进行检查验收。
2、在磨机基础上找出纵向中心点,用经纬仪配合划出纵向中心线并用红油漆做好记号。
3、在磨机出料端基础用经纬仪配合划出横向中心线并用红油漆做好记号(横向中心线必须与纵向中心線保持垂直)。
4、以这两条纵横中心线为基准划出进料端轴承基础、传动装置基础、主减速机和电机基础的纵横中心线,进料端基础横向中心线尺寸应为实测磨机长度+膨胀量。
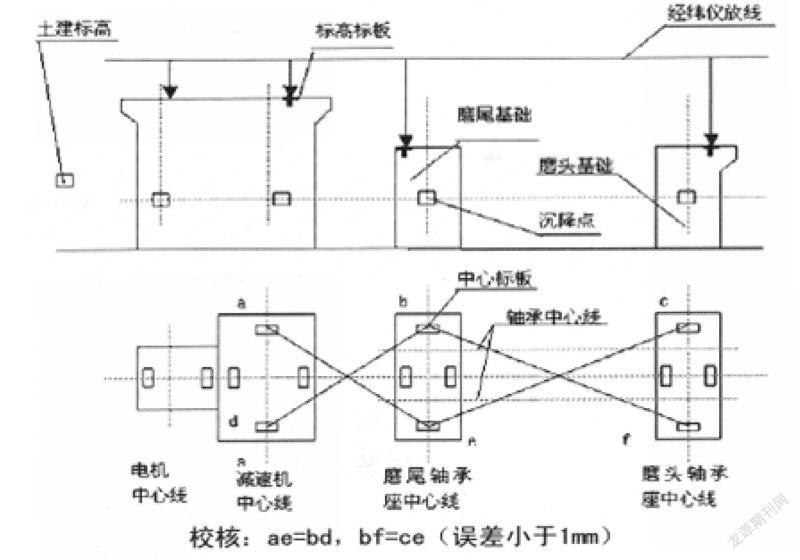
5、每条主要中心线埋设2块中心标板,将中心线的定位基准点标示其上,并用红油漆标出记录。中心标板采用l00×200×10钢板制作,用Ml2膨胀螺栓固定。每个基础设置一个基准高点,标高基准板如下图所示。
6、放线前,进料端滑履轴承与出料端滑履轴承中心距应与磨机组装后的实际中心线一致,如理论尺寸与实际测量尺寸有出入应以实际测量尺寸为准进行修正,然后据此进行放线。划线后,在预埋板上打出定位样冲眼。
(三)磨机出库及检查
1、主轴承检查
①.安装前必须对磨机主轴承进行检查,实测底座地脚螺栓孔的距离、轴承与底座连接的螺栓孔距离、孔径及底座高度等主要尺寸,进行核对。②.对托瓦及冷却水系统进行0.63Mpa保压8分钟的水压试验。③.主轴承合金与球面瓦的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷,特别在60度接触区内不得有任何缺陷,在90º区域外每一侧脱壳的面积不大于本侧面积的10%。④.检查球面瓦与主轴承球面座的横向中心重合度,如重合说明设备加工无问题,如不重合说明设备加工有问题,需量出二者中心线的距离并做好记录,安装时,应当按这种状态下球面瓦横向中心线的位置修改轴承座横向中心线的位置。
2、筒体检查
①.安装前应对磨机筒体的尺寸进行复核,复核应实测磨机筒体的各个尺寸,其中对筒体长度及滑履带的宽度应测量准确。②.筒体长度应以实测的两轴颈中心距离为准。③.根据筒体长度,结合安装时的环境温度、磨机运转时的最高温度和本地区可能达到的最低温度,计算出磨机热胀冷缩的线性尺寸,正确确定两个主轴承安装时的间距。④.检查滑履带表面应光滑,不得有毛刺、凸起、锈蚀等现象。
3、磨机零部件出库的顺序
地脚螺栓—底座—主轴承装置——筒体部分—传动系统—进出料装置—隔仓板、篦板、衬板—其他附件。
(四)滑履轴承座的安装就位、校正及灌浆
由于滑履轴承需承载500多吨的静负荷和设备运行中的动负荷,同时又是安装在V型的斜面混凝土上,安装难度较大,要求也较高。
(1)滑履轴承底座安装。底座材质为Q235-B,上下表面要进行精加工。划线以四个地脚螺栓孔为基准,划出十字线,并打上样冲眼。然后把底座安放在垫铁上,挂钢丝用吊线坠法找底座纵横中心线。具体方法是:以磨机进、出料基础中心标板为基准,挂磨机纵向中心线钢丝;同时挂两根与磨机纵向中心线平行的钢丝线,其距离等于A/2;又以磨机轴承座基础横向中心标板为基准,挂横向中心线钢丝。
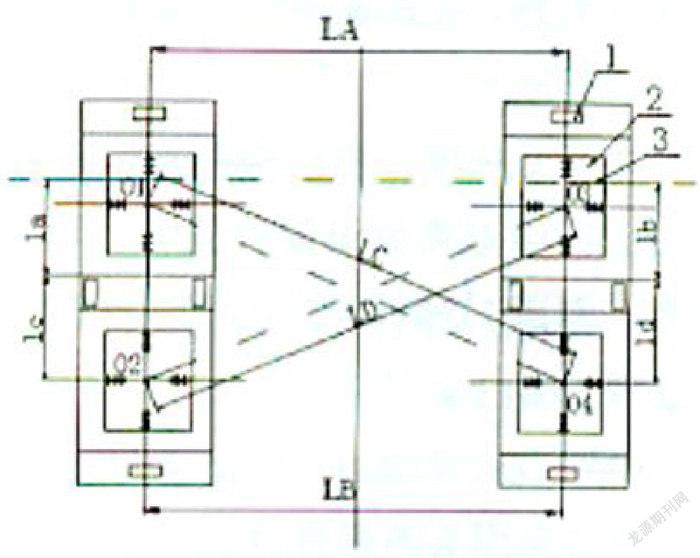
用吊线坠法使底座纵向中心线与磨机纵向中心线平行。注意这时必须调整底座的中心点标高与磨机中心点标高差为h,即将标尺置于底座中心点处,用水准仪依据基础基准点标高,检查底座中心点标高。用线坠法找正底座横向中心线位置。底座水平度测量用30º斜铁座和水平仪进行检测。检查校正四块底座的纵横中心线偏差如下图。
底座允许偏差:|LA-LB|≤1mm;|LC-LD|≤1mm;|la-lc|≤1mm;|lb-ld|≤1mm。
(2)拧紧地脚螺栓精找正滑履轴承底座与基础的固定方式是采用对穿地脚螺栓,因此在初步找正后可不进行一次灌浆,直接拧紧地脚螺栓进行精平找正。精找正完毕后将地脚螺栓灌浆。用水准仪测量出料端基础上的两块底座中心点左右两侧标高,与基准点相对标高进行比较;同时,用水平仪、钢角尺和∠30º斜铁座找两中心点水平度。边检查边调整,边拧紧地脚螺栓。
(五)滑履轴承的安装
①.清洗吊装固定支承座和可移动支承座(支撑板、托滚),置于底座上,拧紧固定支座与底座连接螺栓。②.球体座及凹球体安装时,使用吊环起吊,吊装上述组件时,一定要按组对标记分别对号入座,然后吊装已装入凸球体的托瓦。③.凸球体的球面必须坐落在凹球体内,使接触平稳、转动灵活,在其间加入适量二硫化钼润滑剂,润滑球面。④.托辊与球体座的下平面及托辊与底板的上平面应确保在沿托辊全长方向接触均匀、滚动灵活。⑤.托瓦的安装位置及斜度必须尽可能接近最终位置,使两组托瓦端面平齐,并且横向中心线平行,瓦面朝向磨机中心点。⑥.滑履轴承安装时托瓦油囊中的M8×1螺钉在试压后现场安装时应去掉。
(六)主轴承的研刮
由于滑履轴承需承载高吨位的静负荷和设备运行中的动负荷,所以主轴承的研刮(球面瓦与滑履带的研刮),是磨机安装过程中要求较高、技术性较强的一项工作,研刮质量的好坏关系到磨机的运转率和设备的产量。
1、技术要求:
①.主轴承球面瓦与滑履带配合的侧间隙为0.001D(D为滑履带),整个瓦面间隙的过渡要平,尤其要注意接触带与间隙区的过渡。②.用红丹漆对球面瓦与滑履带的接触情况进行检查,并反复进行刮研,使之达到以下要求:在60°包角和全瓦宽接触区形成连续均匀分布的接触带,接触斑点不应少于1点/㎝2。③.配合接触斑点的分布区,应为一条连续的接触带,斑痕间距不应大于5mm,且应均布于轴母线下部的全瓦宽。④.磨机主轴承球面瓦“烧瓦”,大部分是球面瓦在靠近筒体一侧环行带发生,其次是远离筒体侧的环行带也常发生。这是由于球面瓦边缘部分受力过大而引起的。为减少故障,当球面瓦上的60°接触角刮研合格后,把接触角内靠近瓦两侧刮削去一条宽约30~50㎜的环行带,刮削的深度约0.05~0.1㎜要里轻外重。⑤.一般球面座的中间有一环状凹沟,为避免工作时沟槽的边楞犯卡,将沟槽的楞边打磨掉。⑥.球面瓦配合接触符合要求后,将筒体翻滚就位,落入轴承内,将轴承座内清洗干净,封盖密封。筒体就位后,用百分表检查两端中空轴及滚圈的同轴度,检查应在两端颈及滚圈外圆面的全长范围进行。
2、研刮方法及步骤:
①.操作顺序一般先刮研球面瓦,然后刮研球面瓦的球面部分和球面座。②.在球面瓦上找出已划过的纵向中心线A-A,以中心线向两侧分别量出22.5°对应的弧长,并用笔在瓦上划出这两条平行于纵向中心线的线段BC和B´C´;此两条线段内,是轴颈与球面瓦的45°接觸角范围。③.在距瓦的侧面约20~30㎜处,从瓦口的顶端开始用钢板尺顺着弧面向下划线,划出集油槽。④.研瓦:用机油调制红丹(稀稠要适度),再涂抹到滑履带上(涂层不可过厚,也不可太薄),将瓦吊起扣放到涂好红丹的中空轴上,稍松吊钩,盘动轴瓦沿中空轴的弧面作往复滑动数次。⑤.吊下轴瓦,使凹形瓦面朝上,检查接触情况。⑥.刮削45°接触角:先将BC和B´C´线段以外的接触点刮去,使45°接触弧面之内逐渐全部接触,然后挑点。⑦.刮削集油槽:集油槽(蓄油区、油囊等),要大力刮削,从瓦口向下应循序渐进,不可有陡台,要圆滑过渡,上深下浅。在集油槽的瓦口处,集油槽的深度应比同断面的侧隙大0.2~0.3㎜;在集油槽的底部,其深度应和同一断面的侧隙尺寸一致。⑧.刮削侧间隙,45°接触角以外至瓦的侧面约20~30㎜的四条带状弧面为瓦的侧隙区;侧隙如果大了,已进入集油槽的润滑油没等进入瓦的接触角就从侧隙流掉了,降低了润滑效果,轴承容易发热;侧隙过小又容易抱瓦。所以要有合适的侧隙,瓦口处的侧隙为0.001D(D为中空轴的外径);从瓦口至轴与轴瓦接触边缘线BC或B´C´其侧隙逐渐减少,直至与接触角内的接触面一致。⑨.把接触角内靠近两侧面宽约30~50㎜弧形带上的接触斑点刮掉,外面刮削重些,里面轻些。
(七)磨机筒体吊装就位方法
磨机筒体就位前,应先预留拖运的通道,可根据具体情况预留磨机的墙面,有利于筒体的拖运。筒体卸车时,首先搭设好道木垛,用5吊车将其从拖车上滚到道木垛上,然后用千斤顶将其落到拖排上,要注意筒体的方向与摆放位置应利于拖运就位。在筒体行走的通道上铺设道木,根据计算制作筒体拖运的拖排、布置卷扬机、钢丝绳及滑轮、制作地锚、布置滚筒等。利用卷扬机将筒体拖运到磨机基础侧。用千斤顶将筒体顶起,取出拖排及滚筒,并将筒体顶至高于轴瓦,筒体下面铺设道木。用手拉葫芦将筒体在道木垛上翻滚到位,然后再用千斤顶顶起筒体,一面取出道木,一面将筒体落到轴瓦内就位。磨机筒体就位过程中,要注意道木垛的搭设,因为筒体的重量较重,道木垛搭设的间隔应认真计算受力面积。道木垛搭设好后要钉上抓钉,筒体翻滚时要用道木楔子固定。
(八)衬板、隔仓板、进出料装置的安装
1、篦板与隔仓板的安装:
①.安装篦板和隔仓板时,先安装其框架,安装篦板框架时扬料板的方向要与磨机要求一致。②.所有相邻隔仓板之间及盲板之间的间隙,均不得大于相应篦板孔的宽度,如大时用电焊堵住。③.所有隔仓板、篦子板、盲板都不得有松动,其板面要处于垂直于筒体轴线的同一平面内。④.篦板安装的方向求正确。
2、衬板的安装:
①.安装衬板时应注意筒体回转方向,衬板与筒体接触应严密。②.带螺栓的衬板在筒体内部的排列不应构成环形间隙,环形间隙弧长不能超过315mm,超过的地方均用钢板嵌入,将其隔断;不带螺栓的衬板,衬板与衬板之间不应有间隙,结合要紧密;衬板固定螺栓一般分三次拧紧,初次紧固螺栓时,应当边用大锤敲击螺栓头,边拧紧螺母;当磨机试运转8小时后再次紧固螺栓,当磨机试运转12小时后第三次紧固螺栓③.相邻衬板的间隙不大于5~10㎜。④.衬板与筒体内表面之间按设计要求敷设隔层,如无要求可在二者之间充填抗压强度等级42.5MPa水泥砂浆。⑤.固定端衬板的螺栓不得让水泥砂浆灌死,应能使之转动或进出。
3、进出料装置的安装:
①.进出料装置安装前应先检查其螺旋方向是否符合磨机的转向要求。②.进出螺旋筒与中空轴内壁的接触面必须要顶紧不得松动。③.在进出料筒与中空轴内壁之间加水泥砂浆填充料填死,在填充之前应先在中空轴内壁表面上涂一层沥青漆便于以后拆卸。
(九)傳动装置安装
1、水泥磨机的减速机一般为散件到货,需现场组装;
2、齿轮的装配
①.齿轮在装配前下壳体必须彻底清洗干净,齿轮表面出厂时涂的防腐材料
也须清洗干净;②.必须按照顺序进行装配;③.齿轮全部吊装进壳体后,检测齿轮轴与轴承的侧间隙;④.检查齿轮的接触情况,接触长度、接触高度和接触部位;⑤.用压铅法测量齿轮的侧间隙并做好记录;⑥.齿轮安装并检查合格后安装供油管,供油管安装前应吹扫干净并进行酸洗;⑦.全部装配完后,在壳体内部喷涂防锈油,保证防锈油均匀地涂在整个内部,特别注意齿面要喷涂充分;
四、设备的试运转
1、试运转前的检查
①.检查电机旋转方向应与磨机旋转方向相匹配;②.检查清扫磨机筒体内外、基础上下的一切杂物,特别是各转动部分;③.检查各紧固件螺栓必须紧固;④.检查各液压、润滑、冷却系统,各阀门须灵活可靠,所用润滑油加注到位;⑤.检查所有仪表、指示器须准确可靠,各安全信号、安全保护装置应当灵敏可靠;⑥.启动辅助传动装置,慢转3~5圈,检查有无碰撞或阻碍运动的地方及异常声响;
2、试运转程序和时间要求
①.启动磨机时先启动主轴承、传动装置的润滑和冷却系统,再启动高压油泵,最后启动主电机,停磨机时先启动高压油泵,再停主电机,最后停止高压油泵和润滑、冷却系统;②.主电机试运转4小时③.主电机带减速机一起试运转8小时④.带磨机试运转12小时
3、试运转中的检查
①.检查各润滑部位供油润滑情况;②.主电机电流情况;③.整个磨机工作情况;④.各紧固螺栓紧固情况;⑤.各密封部位工作情况;⑥.各轴承温升情况;
五、结束语
水泥磨机由原来的球磨机发展为现在的滑履磨,其安装方法和施工工艺也随着设备的改进而不断进步、改进,安装后的设备性能和质量也更加稳定,安装要求、技术要求也在不断提高。
参考文献
[1]张乐浩,马秋利.浅析水泥机电设备的安装管理[J].中小企业管理与科技(上旬刊),2018(01):22-23.
[2]邹程,李再洪,王贺宇,机电设备安装项目管理的技术要点分析[J].科技与创新.2017(01)
[3]贺杰,水泥机电设备的安装维修和管理[J].四川水泥.2017(09)
