大规格电镦成形过程解析及端面凹陷改善方法
2020-09-10陈应战鲁宏蒋立鹤
陈应战 鲁宏 蒋立鹤


摘要:本文主要针对超大规格气阀在电镦成形过程中的蒜头端面凹陷问题,提出设计新型曲面接触式凹型砧子的方法以降低蒜头端面下沉深度,为实际电镦生产中获得较好的电镦成形形状提供方法依据。在MSC.Marc分析平台构建电镦有限元模型进行电镦模拟分析,根据有限元模拟电镦成形过程,针对性采用曲面接触式凹型砧子对电镦成形过程中的端面凹陷进行改善,分析凹型砧子对电镦成形过程中的蒜头端面下沉深度、蒜头直径、电镦温度的影响,发现新型曲面接触式凹型砧子能有效降低蒜头端面凹陷程度和改善电镦聚料形状。
关键词:电镦;端面凹陷;凹型砧子;有限元模拟
0 引言
随着运输船舶日趋大型化、巨型化,促使船用柴油动力低速机的单缸功率和单机功率不断向强化、纵深发展。大规格气阀作为超大型原动机燃烧室燃烧室进/排气关键部件,具有长杆、局部超大变截面的形状特点,其成形方法通常依靠电镦制坯-模锻成形[1-2]。电镦成形工艺涉及电-热-力-组织等四种物理场,是一个具有高度非线性几何、物理、边界的动态多场多尺度耦合热塑性变形问题[3]。在成形超大规格气阀时,特别是当聚料多,气阀杆径截面变化率超大的情况下,为达到一定的电镦蒜头直径,电镦成形过程中的顶镦力和加载电流都需要很大,而这很容易加深电镦蒜头端面的凹陷(下沉深度)。一方面,下沉深度太大会使得材料变形不均匀,甚至在电镦成形过程中形成坍塌缺陷。另一方面,在后续的模锻成形过程中,下沉深度太大会出现“闭气”问题[4]。一般来说,对于此类超大规格变截面率的气阀坯,单方面很难从电镦工艺参数角度改善。而在传统电镦成形设备中,砧子一般为平面型,无法改善电镦成形后蒜头端面下沉深度大的缺陷。特别是当电镦过程中的顶镦力超过一定限度时,平面型砧子反而会使得下沉深度变大。因此,寻求一种既能减小电镦蒜头端面的下沉深度又能改善电镦聚料形状的电镦方法是很有必要的。
1 电-热-力多场动态耦合有限元模型构建
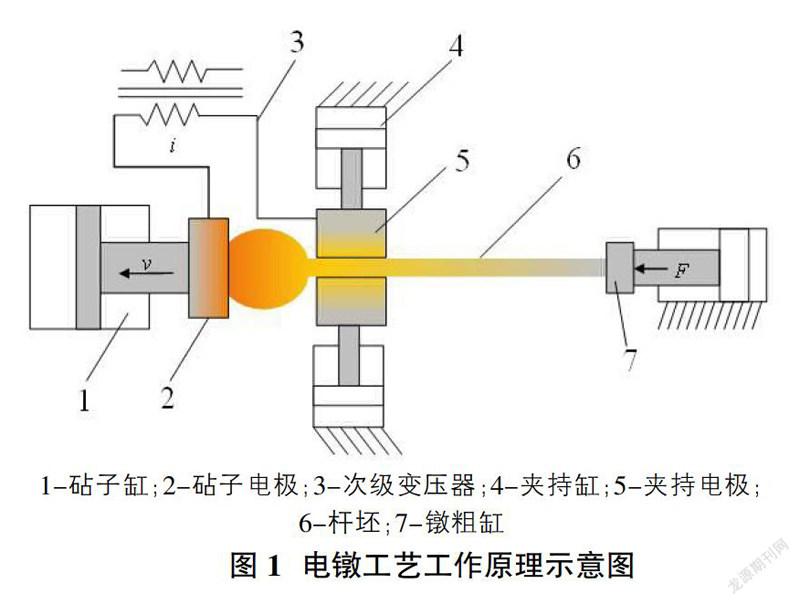
电镦工艺工作原理图如图1所示。在砧子电极与夹持电极之间通电流,通过接触电阻和自身电阻加热,并在杆坯右端施加一定的顶镦力,冷端的杆坯被送入砧子电极与夹持电极之间的加热区域,使杆坯在一定温度条件下逐渐发生塑性变形并完成局部精准连续聚料[1,5]。图1中砧子为平面型砧子。
电镦有限元模型材料为Nimonic80A超合金,杆坯直径为85mm,长度3700mm,杆坯总行程2350mm。在保证电镦过程不失稳的情况下,电镦过程中使用的顶镦力最大为1030KN,最大电流为28.6KA,模拟过程中的最高温度为1130℃。
2 基于多场动态耦合的电镦成形过程分析
基于电-热-力多场动态耦合模型,进行了大规格电镦的模拟。如图2(a)所示,在t=725s时,采用原始平面型砧子的电镦模拟心部最高温度为1120℃,电镦蒜头直径为170.12mm,下沉深度为7.25mm。在t=950s时,电镦模拟心部最高温度为1128℃,电镦蒜头直径为193.24mm,下沉深度为8.29mm,如图2(b)所示。对比725s和950s时的电镦成形情况,可以发现:随着电镦温度的升高,材料在高温下的金属流动性增加,更多的材料被送进加热区域并向电镦蒜头头部方向聚集,导致电镦蒜头直径变大;同时,伴随着顶镦力的增加,平面型砧子的接触面积相对来说更小,压强更大,下沉深度也更深。因此,随着顶镦力的增大和温度的升高,平面型砧子的下沉深度变得更大。
3 电镦端面凹陷改善效果
为突出曲面接触式凹型砧子对电镦端面凹陷的改善效果,在电镦过程中,保证凹型砧子和平面型砧子的电镦模型、端面倒角尺寸、顶镦力、电流、聚料长度等工艺参数完全一致。如图3(a)所示,在t=725s时,采用凹型砧子的电镦模拟心部最高温度为1121℃,电镦蒜头直径为174.52mm,下沉深度仅为3.0mm。随着电镦的进行,顶镦力和温度逐渐升高,电镦蒜头直径也逐渐变大。如图3(b)所示,在t=950s时,采用凹型砧子的电镦模拟心部最高温度为1129℃,电镦蒜头直径为200.08mm,下沉深度为3.0mm。对比725s和950s时刻的电镦成形情况,可以发现:随着温度的升高和顶镦力的增大,电镦蒜头直径变大,而下沉深度保持不变。
对比原始平面型砧子和新型凹型砧子的电镦模拟过程可以发现:相同时刻,两种砧子的电镦模拟温度相差不大;采用凹型砧子的电镦蒜头端面下沉深度比平面型砧子的小很多。
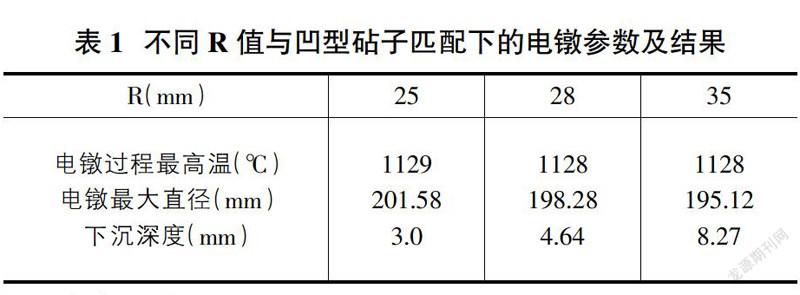
为协同凹型砧子减小蒜头端面的下沉深度和改善电镦聚料形状,本文还对图2中的杆坯端面倒角大小进行研究。以倒角R分别为25mm、28mm、35mm为例,进行有限元电镦模拟分析,不同R值下的电镦成形参数及结果如表1所示,电镦成形后的蒜头形状分别如图4(a)、4(b)和4(c)所示。
随着R的增大,电镦蒜头直径逐渐减小,电镦形状过渡相对比较圆滑和平缓;电镦蒜头端面下沉深度却逐渐增加且均小于平面型砧子。这是因为随着R的增大,与砧子接触的坯料端面材料减少,电镦初期材料变形更加容易,在相同加载电流和顶镦力作用下,R值大的杆坯受到的压力更大,因此使得下沉深度加深。此外,在电镦成形过程中,在端面圆角处理与凹型砧子的协同作用下,随着R的增大,电镦成形过程中的最高温度会逐渐降低,可以有效避免晶粒长大粗化。因此,在凹型砧子与端面圆角处理的协同作用下,可以有效减小电镦蒜头端面的下沉深度和改善电镦聚料形状。
4 结语
此次研究针对超大规格气阀电镦成形过程中出现的蒜头端面凹陷问题,提出了新型曲面接触式凹型砧子方法。本文主要研究内容及结论如下:
①进行电镦工艺电-热-力多场有限元模拟,定性与定量的研究了电镦成形过程中的蒜头端面下沉深度、蒜头直径、电镦温度。
②针对超大规格气阀电镦蒜头端面凹陷问题,提出设计新型曲面接触式凹型砧子的方法,在凹型砧子与端面圆角处理的协同作用下,能有效降低蒜头端面凹陷程度和改善电镦聚料形状。
参考文献:
[1]潘佳.镍基超合金气阀坯电镦成形匀细晶调控方法及工艺参数优化[D].重庆大学,2017.
[2]胡亚民,郑恒杰.国内外电热镦粗工艺的发展[J].模具技术, 1989(3):72-80.
[3]章争荣.电镦成形过程电热力耦合有限元模拟若干关键技术的处理[J].塑性工程学报,2003,010(003):37-40.
[4]钱进浩,胡亚民.锻压模具模腔的排气孔设计[J].金屬加工:热加工,2017(017):4-8.
[5]詹宗杨.镍基超合金动态再结晶与晶粒生长模型构建及其应用[D].2017.
基金项目:重庆市基础研究与前沿探索项目(cstc2018jcyjAX0459),重庆市基础与前沿研究计划项目(cstc2016jcyjA0335),华中科技大学材料成形与模具技术国家重点实验室开放基金课题(P2018-020)。
作者简介:陈应战(1974-),男,陕西西安人,中远海运重工科信部经理,主要从事材料热塑性成形研究;鲁宏(1968-),男,安徽铜陵人,本科,南京中远海运船舶设备配件有限公司;蒋立鹤(1991-),男,江苏淮安人,南京中远海运船舶设备配件有限公司主任工程师,主要从事材料热塑性成形研究。
