高精度双间隙铝衬套孔研磨加工
2020-09-10王建朋
王建朋




摘要:本文选取典型双间隙铝衬套零件,通过分析衬套结构、技术参数及难点制定一套适合该零件的加工方法,具体是:以手工卧式研磨形式通过使用同轴度研磨器粗研衬套孔保证其同轴度,最后单独精研衬套孔,保证孔尺寸和技术要求。
关键词:双间隙铝衬套孔;同轴度研磨器;粗研;精研
0 引言
铝衬套类零件是制造行业里最常见的一种结构,它一般与活门配套,通过引导活门移动调节油量、机构的位置,进而实现某一功能,因此衬套类零件被大量应用在航空、航天、工程机械等领域。
衬套的主要特征有:外圆、轴肩、(内、外)环形槽、(内、外)螺纹、孔等,因铝材切削性能良好,一般特征要素加工方法相对成熟稳定,但铝材易变形,高精尖孔径尺寸、形位公差同轴度、圆柱度的加工及其困难。本文通过选取我厂典型的某一高精度双间隙铝衬套孔零件,通过分析零件结构、尺寸精度和技术要求并结合现有的加工工艺详细描述该类衬套孔超精加工工艺方法和加工流程。具体思路是:首先在卧式研磨机床上通过同轴度研磨器去除双间隙铝孔余量、修型保证两孔同轴度不大于圖纸规定的二分之一;另外,分别采用单独研磨器进一步提高双孔圆柱度并将孔尺寸加工至图纸要求,最终实现高精度双间隙铝衬套类零件多孔的超精研加工。
1 案例分析
1.1 零件结构分析
零件名称:衬套;
零件材料:6061-T6 GB/T3191-1998;
表面处理:硬质阳极化;
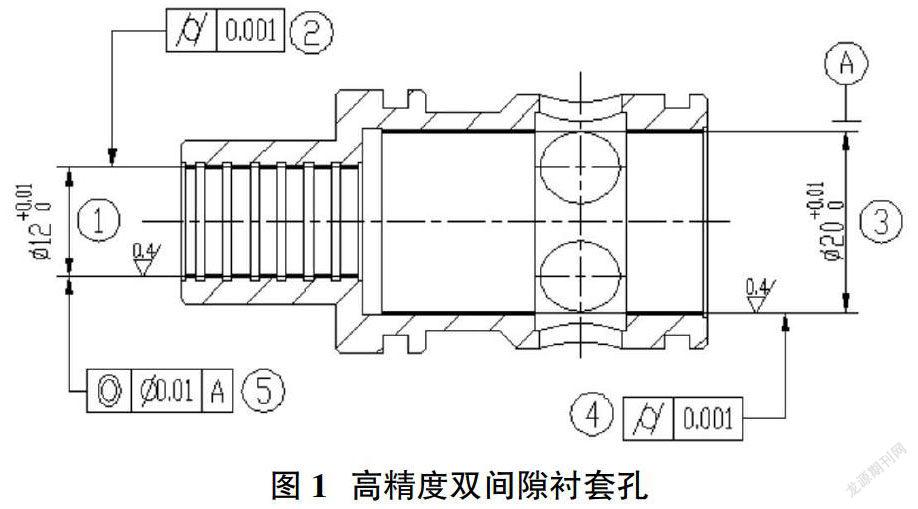
零件结构:如图1。
图1为双间隙配合的衬套零件,除硬质阳极化(见孔①、③表面)外,其余表面进行铬酸阳极化。衬套研磨面由孔①、③组成(见图1粗实线标识处)其中孔①研磨面被6个径向环形槽隔开为通孔;孔③研磨面被1个径向环形槽隔开为盲孔。
1.2 尺寸技术要求
1.3 加工工艺分析
如图1所示该衬套为铝合金,孔①、③是加工面且表面渗有硬质阳极化层,渗层单边露出基体厚度0.02~0.0275mm,因衬套材料,细微铝削会挤爆砂轮且渗层表面脆性高、易崩块、现阶段磨削工艺还不成熟,首先排除磨床高速磨削方式,首选超精磨削方式。
2 超精加工工艺方法和加工流程
2.1 制定研磨加工方案
针对双间隙衬套的结构和技术要求,结合以往的加工经验,本文分四个步骤完成衬套孔①、③的加工,见图2。
2.2 具体实施过程
2.2.1 加工准备
①检查零件是否有“三伤”、报废件(对刀件)标识是否正确;
②检查加工设备是否良好并备齐图纸、工装;
③研磨工具准备:研磨套的修整工具、夹持器各1副;外圆研磨套、内孔研磨工具、研磨杆各2根(锥面与研磨套内锥要配合);
④研磨膏的准备:研磨膏规格W14。
2.2.2 粗研双间隙铝衬套孔
粗研孔的目的:去除孔①、③余量、校正孔①对孔③同轴度不大于0.005mm。具体过程如下:
①调修同轴度研磨器,见图3。
1)将研磨机转速调整至300r/min;
2)装夹同轴度研磨杆至研磨机,将研磨杆的跳动调整至目视无明显跳跃,允许以铝棒轻微敲击的形式进行;
3)在研磨杆头部安装衬套孔①、③的专用研磨器,使两孔至研磨器的距离不超过0~7mm;
4)修整同轴度研磨器:用平板锉将孔①、③研磨器的沟槽和尖边毛刺去除干净并将研磨器两端棱边修磨倒圆R0.5mm。
将研磨膏W14均匀涂覆在研磨器上,再用外圆Ф20研磨套修整同轴度研磨器,一直修整至倒锥,同时保证研磨器的圆柱度在0.005mm,尺寸在Ф19.98~Ф19.985mm;用Ф12的外圆研磨套修整孔①研磨器,因孔①是台阶通孔,研磨器的长度要大于孔③长度的一半(研磨器总长为40mm),圆柱度修整在0.005mm,尺寸在Ф11.98~Ф11.985mm,完后将研磨杆清洗干净。
②粗研双孔①、③,见图4。
实际加工流程:
1)将机油加入干净的W14研磨膏里稀释为粘稠状。
2)使用同轴度研磨器加工孔①、③。
先调节两孔与研磨器的松紧程度。两孔与研磨器的松紧程度应适中。注意不能过松,防止同轴度■超差。
在加工过程中,由于孔③的实体面积比孔①大。研磨器的磨损程度更快。在敲击研磨器时,两孔的松紧程度不一样。孔③紧度会比孔①的大。起矫正同轴度的目的。所以需要我们随时修整研磨器。用内径20mm的研磨环对孔研磨器外圆进行修整。并用千分尺测量孔③与孔①的研磨器外径误差在0.005mm以内。这样循序渐进,从而保证两孔的同轴度在0.005mm。由于同轴研磨方法对孔的圆柱度和尺寸无法保证,因此必须留0.005-0.01mm的余量来进行精研。
3)清洗后测量两孔同轴度,将万能表装夹在磁力表架上并在平台上测量,专用芯棒的一端插入孔③,芯棒的另一端用手按在V型块上,万能表表头插入孔①,旋转零件一周从而保证两孔同轴度在0.01范围内。如不满足0.01需反复的使用同轴度研磨工具加工直到两孔的同轴度达到0.01为止。
③精研孔,见图5。
精研孔①:孔①为窄台的台阶孔,窄台去余量速度快。孔的沟槽容易堆积研磨膏,造成尺寸超差。在调节孔与研磨器的松紧程度时要特别注意,太紧了会造成孔的粗糙度和尺寸超差。只要将研磨器调整到有一点紧度即可,这样既能保证孔尺寸在合格的范围内又能保证图纸粗糙度和圆柱度。
精研孔③:孔③是2个串连孔和盲孔组成的,它的难点在于孔口塌边和孔底部尺寸小,当这种情况出现时,就要用外圆研磨环修整内孔③研磨器,把内孔研磨器修整成倒锥(用千分尺测量保证底端直径比口部直径大0.005mm),孔与研磨器的松紧程度有小点即可,这样循序渐进保证零件的尺寸和表面粗糙度及圆柱度。
3 研磨台阶孔注意事项
首先,研磨时,因手握持衬套外表面,手掌粘连的研磨膏与衬套外表面摩擦致使铬酸阳极化脱落,因此研磨过程应用胶带缠过衬套表面,整批零件加工完成后集中去除并用清洗剂浸泡;
其次,孔①、③表面必须保持光洁锐边,因此粗、精研磨时,一定注意将研磨器两端棱边倒圆R0.5mm且研磨移动速度不大于20mm/min;
最后,整个加工过程为磨粒超精研磨,因此每加工1件衬套必须进行清洗,在内窥镜下观察无研磨膏后将零件浸泡待转运时取出并转入加温煤油浸泡和超声波清洗工序。
4 结束语
现阶段,高精度双间隙孔研磨的衬套并不多,通过对衬套的加工,熟悉了此类零件的研磨方法,以及对双间隙衬套结构的认识。在类似的零件研磨过程中,就可以避免出现报废的隐患,提高产品质量和加工稳定性。
参考文献:
[1]管文,等.精密和超精密加工技术[M].机械工业出版社,2019:96-110.
[2]袁哲俊,等.精密和超精密加工技术[M].机械工业出版社,2011:112-130.
[3]李东光主编.金属加工液配方与制备[M].化学工业出版社,2017:251-256.
