塑料激光焊接技术在TPMS中的应用
2020-09-10吴英
吴英
摘 要:对激光塑料焊接技术及其原理进行了介绍,对塑料激光焊的材料,设备夹具、工艺参数、产品可靠性进行了阐述,以及该项技术在TPMS传感器的应用实例。
关键词:激光技术;塑料焊接;胎压监测系统(TPMS)
中图分类号:TQ320.674 文献标识码:A
0 前言
随着科技的兴起,近年来激光焊接技术在加工领域应用十分广泛,如金属材料加工领域,其优异的性能被各个应用行业所接受,且成果显著。随着全球绿色环保理念贯彻,以及工业生产成本控制方面的考虑,塑料材料作为一种性能优异可再生的非金属材料,正在广泛地应用在各行业的零部件设计和制造上,越来越多的金属部件正在被拥有同样工作性能的塑料部件替代,同时对塑料焊接技术的可靠性提出更高的要求。
1 激光焊接
1.1 激光焊接的原理
激光焊接本质上是非透明物质和激光相互作用的过程。整个过程是极其复杂的反应过程,宏观上表现为熔化、吸收、汽化和反射,微观上是一个量子过程。塑料激光焊接技术是利用透射焊接原理,选用红外激光作为焊接热源,一般以800 nm~1 100 nm波段的激光为主,这一波段的激光对于大部分可焊接的透明塑料来说吸收率比较低,激光穿过这些材料时能量损失很少。其上层为透明材料,下层为吸热材料,由于下层材料具有较高的吸收率,激光在两层材料的结合面处吸收能量并产生热量,使得该处的塑料熔化,在适当压力作用下发生二次聚合,这样冷却后在上下两层材料之间形成焊缝而使它们连结在一起。
1.2 对塑料材料的要求
塑料材料可以分为热熔性塑料和热固性塑料两大类,对于热熔性塑料来说,可以采用常规塑料焊接(振动、超声波、热板)的方式来连接,所以理论上,所有热塑性塑料都能够被激光焊接。由于采用的是激光透射焊接原理,所以对于需要焊接的热熔塑料材料应满足一定的透过率要求,一般说来,当上层透过材料对近红外线激光的透过率高于50%,下层热作用区材料透过率低于20%时,激光塑料焊接会获得较好的效果。
1.3 塑料激光焊接的工艺参数
越来越多的金属部件正在被拥有同样工作性能的塑料部件替代,同时对塑料焊接技术的可靠性提出更高的要求。正确控制和设定影响焊接质量的工艺参数,对保证焊接质量有着重要的意义。塑料激光焊接涉及的工艺参数主要有激光功率、焊接圈数、速度、光斑直径、夹具压力等,这些参数要结合焊接材料的物理化学特性来筛选优化,合理搭配,才能获得理想的焊接强度和效果。
2 激光塑料焊接在TPMS传感器的应用实例
TPMS汽车轮胎智能监测系统作为汽车三大安全系统之一,与汽车安全气囊、防抱死制动系统(ABS)一起被大众认可并受到应有的重视。胎压监测系统(TPMS)强制性国家标准规定:自2019年1月1日起,中国市场所有新认证乘用车必须安装TPMS;自2020年1月1日起,所有在产乘用车开始实施强制安装要求。轮胎压力监测系统(TPMS)传感器传统的加工工艺采用灌封方式进行密封,其加工工艺复杂,包括灌胶、固化,其生产节拍漫长,还涉及到化学品污染不利于环境等,塑料激光焊接具有生产节拍快,不涉及到化学品污染等,正在被大量应用。
2.1 塑料激光焊接的工艺试验
2.1.1 焊接设备
本次焊接实验所用设备主要参数如下:机械部分主要包括:基座、外罩钣金、顶升气缸、专用夹具等。激光部分主要包括:激光器、焊接头、位移质量监控系统等。
2.1.2 专用夹具
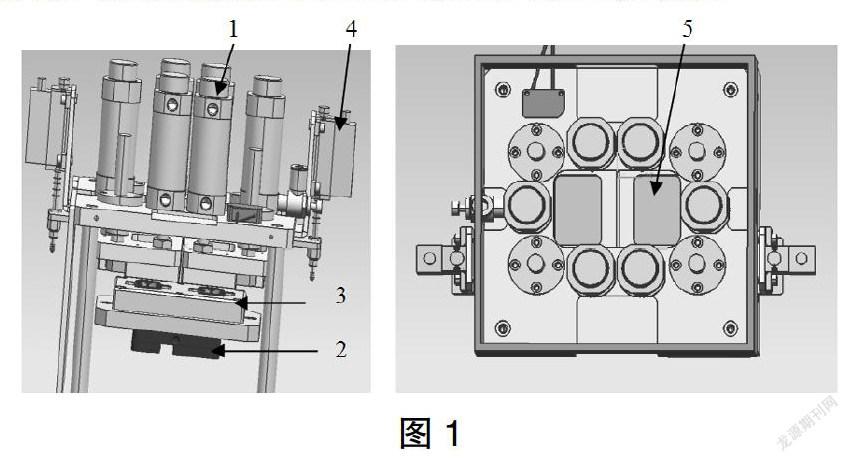
为了确保焊接的一致性和焊接的质量,设计了该产品焊接专用夹具,其实物如图1所示,专用夹具包括:1下压气缸、2顶升气缸、3产品仿形工装、4位移传感器、5透明石英玻璃板。通过顶升气缸、仿形工装和下压气缸,实现产品的夹紧和松开,可通过气源压强调整夹具的压力。其中压板为石英玻璃,激光可直接透过石英玻璃实现焊接轨迹。
2.1.3 激光焊接试验
(1)根据设备相关参数分析影响焊接效果参数主要因子如下:
功率:指照射在单位面积上的激光功率,功率必须超过特定值才能使塑料熔化,功率低会造成温度不够,功率过大会造成塑料热退化。
焊接速度:激光移动速度,功率不变条件下,焊接速度需要确保足够的熔化量形成焊缝,而热扩散速率受材料限制,焊接功率和焊接速度配合控制。
焊接圈数:功率、焊接速度不变条件下,焊接圈数确保足够的熔化量形成焊缝,而热扩散速率受材料限制,与焊接功率和焊接速度配合控制。
压紧力:压紧力必须克服零件变形,焊接过程使焊接面贴紧。
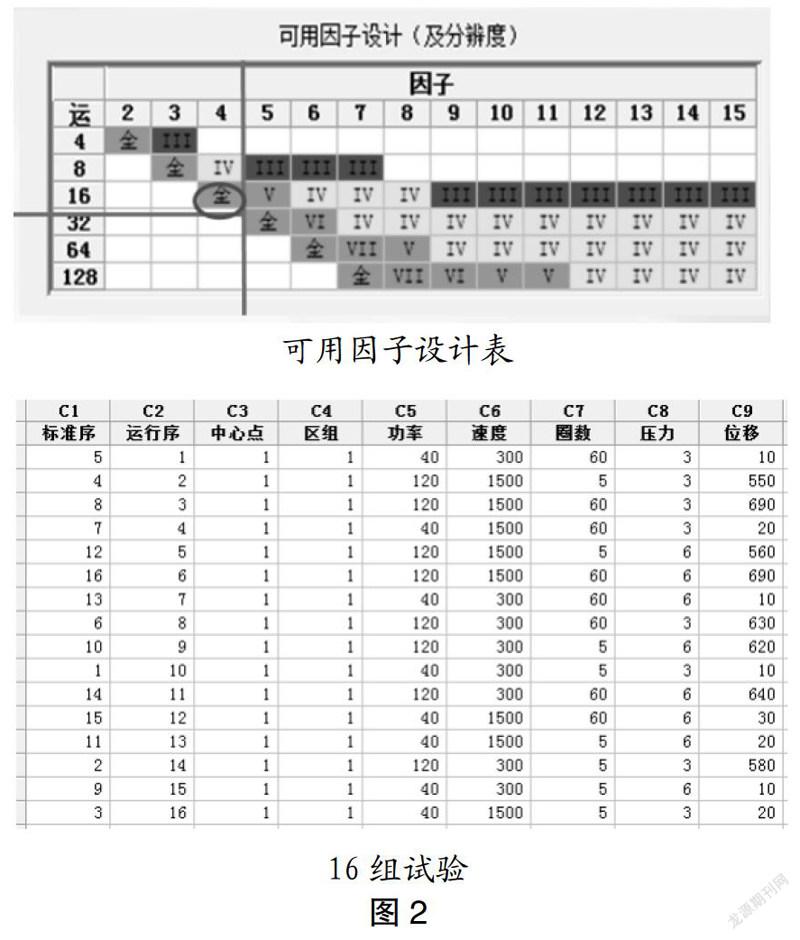
(2)根据影响焊接效果参数主要因子進行DOE(Design of Experiment)试验,工艺指标选择位移量,具体如下:
4因子进行全试验16组试验:
可用因子设计表
16组试验
位移量主效应响应,A功率、C 圈数、AC功率圈数组合、BC速度圈数组合、ABC功率圈数速度组合,其中影响最大的是功率;
根据产品设计塌陷位移量目标300 um,允许范围250 um
~350 um;
试验数据优化拟合出最佳参考参数;
最佳参数其置信度达到0.996 97,远远大于0.95置信度。
综合上述,实验结果分析,最优焊接参数为:功率:80瓦、速度1 100 mm/s、圈数15、压力3.5。
2.1.4 激光焊接产品可靠性测试
胎压传感器工作压力通常在2.2 bar左右,参照IP69K试验标准和实际工作情况,将样件置于常温水中,对各样件依次施加3 bar,4 bar,5 bar,6 bar的压缩空气1 min,观察样件表面是否有连续气泡产生。试验结果产品都达到此设定要求,焊接的产品具有良好的密封性。
3 结论
本次介绍了激光焊接的原理及材料的要求、焊接装备和专用夹具,以及焊接参数的制定和激光焊接技术在TPMS胎压传感器上的应用。
参考文献:
[1]袁晖,赖建军,何云贵.热塑性塑料的激光焊接实验研究[J].光学与光电技术,2005,3(01):18-21.
[2]王又良,崔瑛,王健超,等.塑料的激光焊接工艺[J].应用激光,2006(04):96.
