轨道交通用6082-T6铝合金MIG焊接接头组织与疲劳性能
2020-09-10戴丽芳孔华孙禄帅巩全军
戴丽芳 孔华 孙禄帅 巩全军
摘要:为实现轨道的科学化建造,減少质量问题的出现,越来越多的施工企业通过技术创新等多种举措,对现有施工体系进行升级,旨在实现轨道交通制造体系的升级。文章以轨道铝合金焊接作为研究对象,通过对焊接接头的科学分析以及高效应对,有效应对MIG焊接工艺体系下,铝合金焊接接头的疲劳度,提升结构强度,延长轨道交通铝合金的整体使用寿命。
关键词:轨道交通;铝合金;MIG焊接;疲劳性能
中图分类号:TG407 文献标识码:A 文章编号:1674-957X(2020)20-0076-02
0 引言
随着城市规模的扩大,人口数量的增加,为有效解决交通拥堵等问题,各地逐步加强公共交通体系建设投入力度,将轨道交通作为建设重点,进行针对性的项目规划施工建设。铝合金作为现阶段轨道交通的主要材质,与传统合金材料相比,其密度小、重量轻、强度高并且加工难度较低,成为城际列车、高铁以及地铁的制造原料。为更好地发挥铝合金在轨道交通加工、制造中的应用,除了需要做好选材等工作之外,还应当采取相关技术手段,形成完备的焊接技术方案,实现铝合金连接强度、耐用性的全面提升。
1 6082-T6铝合金与MIG焊接概述
对轨道交通6082-T6铝合金以及MIG焊接工艺特点的分析,有助于工作人员在思想形成逐步形成正确的观念认知,准确把握材料性能以及MIG焊接参数,对于后续焊接接头组织的分析以及疲劳性评估,创造了便利条件。
1.1 16082-T6铝合金特点
作为现阶段轨道交通的主要合金材料,6082-T6铝合金结构强度较高、可塑性较好、加工难度较低,性状较为稳定。但是在进行日常焊接加工的过程中,6082-T6铝合金在空气等外部环境的作用下,容易发生氧化的情况,生产氧化铝等焊接杂质。氧化铝自身的熔点较高,并且其材料性状较不稳定,在实际过程中,工作人员往往需要耗费大量的时间进行去除,因此现阶段,多数加工企业,往往采用MIG焊接工艺,对6082-T6铝合金进行焊接处理,旨在通过焊接技术手段的提升,来实现对焊接区域杂质等科学应对与有效处理[1]。从相关研究结构公布的数据来看,6082-T6铝合金的线性膨胀系数较大,约为碳素钢的两倍以上,因此在焊接的高温环境下,6082-T6铝合金形变量往往较大,形变量的增加,会诱发焊接接头区域出现裂缝,影响6082-T6铝合金焊接接头区域的结构强度。
1.2 MIG焊接特点
MIG焊接作为现阶段一种成熟、高效的焊接手段,将氩气作为焊接电弧的主要作用介质,通依托氩气的惰性,实现了对焊接母材高温环境下,金属熔滴、焊接熔池以及焊接区高温金属的科学、高效应对,是目前完备高效的焊接技术。同时MIG焊接工艺在实践过程中,所使用的焊接耗材整体成本偏低,因此在实际机械生产、加工的过程中,有着更强的实用性。但是技术人员在焊接过程中,必须清楚地认识到MIG焊接使用的氩气作为介质,尽管氩气作为惰性气体,性状极为稳定,绝大多数情况下,不会与焊接母材等相关材料发生化学反应,但是在焊接过程中,仍需要技术人员做好焊接母材、焊接焊丝的表面清洁工作,避免焊接母材表面区域出现油污、铁锈等,以免影响最终的焊接效果[2]。在实际焊接过程中,借助于直流CV焊接电源或者脉冲焊接带能源,涉及到的技术、材质等较为成熟,并且焊接效果稳定可靠的推拉式焊枪,对焊接母材进行处理。与传统的焊接技术相比,MIG焊接工艺可以实现对所有类型金属的焊接,尤其适合对铝合金、铜合金以及不锈钢等金属的焊接处理,在整个焊接过程中,基本上不会产生氧化铝等残渣,焊接效果较好。为更好地开展铝合金MIG焊接工作,有效规避焊接过程中焊接质量风险,相关企业以及工作人员需要积极转变观念认知,创新技术方法,采取更为积极主动的策略,对铝合金MIG焊搭过程中搭头区域进行有效处理,通过这种方式,实现对焊接区域的有效处理,避免焊接质量问题的出现,为后续加工制造活动的开展奠定坚实基础。
2 6082-T6铝合金MIG焊接接头组织分析
对于6082-T6铝合金MIG焊接接头组织的分析,无疑能够较好地把握焊接区域的基础参数,对于焊接接头的处理提供针对性的引导,增强MIG焊接接头的处理能力,从而将焊接接头应力以及形变量控制在合理的范围之内,确保6082-T6铝合金的焊接成效。
2.1 6082-T6铝合金MIG焊接接头组织分析的准备工作
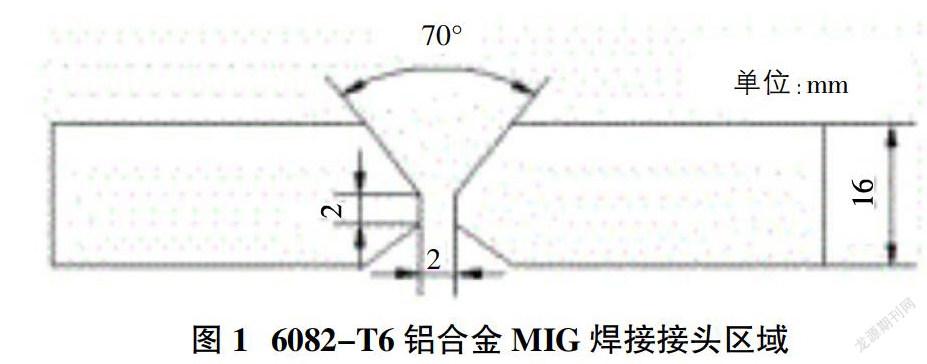
为实现6082-T6铝合金MIG焊接接头组织特性的科学分析,工作人员在研究活动开展之初,需要设定相应的研究场景,准备必要的研究材料,通过这种方式,为后续研究活动的开展奠定坚实基础,实现量化分析。在这一思路的指导下,选择现阶段轨道交通常用的厚度为16毫米的6082-T6铝合金作为主要研究对象,并根据MIG焊接工艺的主要参数,对焊接焊丝的型号等进行提前的筛选,通过这种方式,确保研究活动的有效性[3]。在为完成上述准备工作之后,还需要对焊接母材的屈服强度、抗拉强度以及断后伸长率等进行测评,并进行记录。焊接过程中,需要对焊接区域进行清洁,避免焊接区域出现油污等,影响焊接成效,并且使用纯度为99.9%的氩气作为焊接保护气体,根据相关要求,对MIG的焊接参数进行必要的调节控制。焊接区域的形状如图1所示。
在根据相关焊接参数要求,完成焊接操作后,需要通過线切割加工法对焊接接头区域进行取样处理,取样工作完成之后,借助于铣床等设备,对焊接接头区域进行加工处理,在加工处理的过程中,要尽可能地消除打磨处理环节在焊接接头表面出现的缺陷,铣床处理加工完成后,还需要根据实际情况,选择不同型号的砂纸,对接头区域继续进行打磨处理。通过这种处理方式,实现对6082-T6铝合金MIG焊接接头区域真实状态的全面反应,为后续焊接接头组织分析以及疲劳性评估创造了便利条件。
2.2 相关观测仪器的合理化使用
6082-T6铝合金MIG焊接接头组织分析过程中,需要借助于相应的仪器设备,对接头组织进行显微分析,通过对观测仪器的合理化使用,实现对焊接接头组织真实情况的全面反馈。在焊接接头组织分析的过程中,需要注重做好,焊接接头区域焊接晶体性状以及结构强度的分析。目前对于晶体结构的检测主要采用光电显微镜,通过显微镜进行细致的观察,而对于焊接接头的结构强度,则主要采用通过显微硬度测试这种检测方法进行[4]。例如使用光电显微镜,对焊接接头区域的组织形态进行细致观察,根据观察结果,实现对焊接组织状态的分析。通过对研究材料的显微观察,可以发现,在经过MIG焊接工艺的焊接处理后,6082-T6铝合金焊接接头区域的边缘位置出现了柱状晶体,痕接缝隙的位置则出现了树枝状晶体,所有晶体均表现出连生结晶的特点。在对这些晶体进行硬度检测后课可以发现,焊接接头区域的晶体结构强度明显低于6082-T6铝合金的母材,并且在焊接接头的中心11毫米的半径内,硬度最低。
3 6082-T6铝合金MIG焊接接头疲劳性分析
对于6082-T6铝合金MIG焊接接头疲劳性的分析,使得工作人员能够较好地掌握接头受力特性,实现其服务性能、耐久度的科学评估,对于焊接接头的维护提供了基础参数,避免了焊接接头处理的盲目性。
3.1 6082-T6铝合金MIG焊接接头疲劳性分析准备工作
对于6082-T6铝合金MIG焊接接头疲劳性的分析,仍旧可以沿用6082-T6铝合金MIG焊接接头组织分析的研究方法,对研究样品、焊接参数等进行合理的管控,通过这种方式,为焊接接头疲劳性的分析评估营造出良好的外部环境。在完成研究条件的塑造之后,需要有针对性地进行疲劳性分析的相关准备工作,具体来看,使用硬度测试法,按照HX-100型维氏硬度的测定标准,持续对6082-T6铝合金焊接接头区域进行外力的施加,外力的大小为100N,时间保持在15秒,在完成外力施加后,需要使用超深景显微镜,对焊接接头区域的进行观察,并记录观察结果[5]。观察工作完成之后,使用一定的具有腐蚀性的试剂,对6082-T6铝合金的焊接接头进行腐蚀处理,腐蚀的时间长度为40秒,在腐蚀处理完成之后,使用X射线对焊接接头区域进行结构分析,通过外力的施加以及腐蚀条件的营造,打造出一个成熟的6082-T6铝合金MIG焊接接头的疲劳性性分析场景,最大程度地保证了疲劳性分析的准确性以及有效性。
3.2 6082-T6铝合金MIG焊接接头疲劳性分析方法
6082-T6铝合金MIG焊接接头疲劳性的分析,要求在完成研究场景的塑造之后,借助于数学模型,对疲劳性研究过程中,产生的各类数据进行汇总、分析,通过量化手段,真实反映出焊接接头的疲劳情况,旨在为6082-T6铝合金MIG焊接接头的维护与管理提供参考。在实际的疲劳性分析过程中,可以使用幂函数模型,通过S-N曲线的形式,将疲劳性进行完整的图形化呈现。通过这种方式,不仅能够掌握6082-T6铝合金MIG焊接接头的疲劳性变化特性,还能够在很大程度上,明确不同影响因素与疲劳性之间的关系。例如,通过S-N曲线,可以发现,当6082-T6铝合金的使用寿命周期为3年时,其极限疲劳往往为130Mpa,在MIG焊接工艺下,相关疲劳极限条件下,焊接接头的使用寿命仅为2.4年,因此可以发现,MIG焊接工艺的使用,在一定程度上,会影响焊接区域的性能,造成使用年限的降低,疲劳性的增加。从微观角度来看,疲劳性的出现与6082-T6铝合金MIG焊接过程中出现的裂纹数量以及气孔密度有着密切的联系,当裂纹数量较少、气孔密度较小时,6082-T6铝合金的疲劳性较低,使用寿命较长,当裂纹数量较多、气孔密度较大时,6082-T6铝合金的疲劳性较强,使用寿命较短。这种关联性的存在,要求相关企业在使用MIG焊接工艺,对6082-T6铝合金进行处理的过程中,需要认真控制焊接接头区域的裂纹以及气孔,以此来保证焊接接头的结构强度以及抗疲劳性,延长使用寿命。
4 结语
MIG焊接工艺作为轨道交通6082-T6铝合金的主要处理手段,其能够在保障铝合金物理性质不变的情况下,保证焊接成效,避免焊接接头出现氧化铝等杂质,造成结构强度以及耐久性的下降。文章从疲劳性以及接头组织分析入手,对焊接接头区域的主要参数进行全面掌握,帮助工作人员更好地掌握6082-T6铝合金焊接接头的实际情况,为焊接工艺的升级、接头疲劳度的调控创造便利条件。
参考文献:
[1]曲凌云,吴振华,刘娟娟.不同MIG焊方法对6082-T6铝合金焊接接头力学性能的影响[J].焊接技术,2018(1):96-97.
[2]何兆坤,胡云瑞,马琳.基于超射流过渡的7N01-T5铝合金MIG焊接头组织和力学性能研究[J].热加工工艺,2018(10):52-53.
[3]金礼,徐敏,薛家祥.热输入对铝合金上脉冲MIG焊接头性能的影响[J].焊接学报,2018(1):102-103.
[4]周曙君,吴友发.异种钢LMHW与MIG焊接头力学性能对比分析[J].焊接学报,2019(4):87-88.
[5]佘亚东,刁广运,汪殿龙.7N01铝合金多层多道MIG焊接头的组织和成分研究[J].热加工工艺,2019(4):97-98.
