高速激光切割机床数控系统分析
2020-09-10范晓文
范晓文


摘要:高速激光切割是现代切割技术中的典型技术,高速激光切割属于机床数控系统中比较注重的技术,具有一定的创新特征,现阶段高速激光切割机床数控系统具有绿色化、高精度的优势,其可满足数控机床的基本需求,实现了数控切割的数字化。高速激光切割机床数控系统能够做到准确定位、快速切割,以最简单的工艺实现高精密零件的切割,此项技术简化了数控机床切割的工艺流程,保障零件加工的效率。因此,本文主要探讨高速激光切割数控系统的相关内容。
关键词:高速激光切割;机床;数控系统
一、前言
随着我国数控行业的发展,高速激光切割机床数控系统成为数控行业中的关键,高速激光切割机床具有自动化的应用表现,其可自动切割薄板材料,为航空航天、石油化工等行业提供可靠的切割材料。高速激光切割机床数控系统具有良好的发展前景,其为诸多行业提供了技术支持,体现出高速激光切割操作的优势,同时完善机床数控系统的实践应用。
二、高速激光切割机床数控系统的研究背景
高速激光切割機床数控系统有着运行高速、劳动强度低以及自动化的优势,高速激光切割技术在数控机床的切割领域中占有1/7的比重,与其他切割技术相比,其具备一定的特殊性,与国外的技术相比又存在着一定的差距,分析高速激光切割机床数控系统在现阶段的研究背景,具体如下。
(一)特殊性
高速激光切割技术在数控机床中切割缝的细度范围是0.2~0.3 mm,热度影响的区域很小,基本在0.2~0.4 mm之间,材料表面切割的端面非常好,光洁度能够达到6.3[1],在高速激光切割的过程中无噪声,此类切割技术可适用在非金属、金属、合成等多种类型的材料中,即使是超硬质或者是稀有金属也能完成优质的切割操作。
(二)差距分析
总结我国高速激光切割机床数控系统中操作技术与国外技术上的差距,如:
1. 国产高速激光切割数控操作设备的切割速度偏低,据研究发现国产设备的切割速度是每分钟50 m,定位精度的范围是-0.03~+0.03 mm/m,重复定位的精度范围是-0.01~+0.01 mm/m,目前市面上最先进的切割设备的速度可以达到每分钟100 m,是国产设备的2倍,由此可见国产切割设备在数控机床中与国外先进设备的差距[2]。
- 高速激光切割机床数控系统中的国产设备具有不开放性的特征,无法集成国外先进的设备,只能匹配国产设备,这样限制了高速激光切割设备的改进,无法为机床数控系统提供可靠的运行设备。
三、高速激光切割机床数控中的切割原理
高速激光切割机床数控系统中切割原理分析是非常重要的,切割原理是保障高速激光切割机床数控操作系统正常使用的前提条件。激光在高精度对焦的条件下可以把光束的能量集中到一个点位上,激光因高度聚集而产生了能量,激光切割也就是在集成的能量作用下照射材料,照射作用下材料会在瞬间达到燃点,完成变形切割的工作[3]。高速激光切割时对精确度有着极高的要求,为了实现高速激光切割的准确性,在激光切割时需要借助辅助气体,排除杂物对高速激光切割的影响,进而确保整个高速激光切割的准确度,这个过程中还可以采用加工透镜增加激光的做功量,促使激光能够沿着设定的路径完成激光切割。高速激光切割机床数控系统中,激光和辅助气流会在燃烧前落入到作用点位,激光功耗一部分在切割位置通过灼烧的方式消耗,另一部分会从切孔内反射消耗,具体的工作原理图如下图1所示。
(一)高速激光切割机床数控中的切割方式
高速激光切割数控机床中的切割方式可以按照材料的物理特征进行划分,主要有四类切割方式,分别是熔化切割、汽化切割、控制断裂切割以及氧助熔化切割,这四类切割方式激光作用机理有差异,具体分析如下。
(二)熔化切割
高速激光切割数控机床中的熔化切割,激光需要在一定功率密度条件下实行,激光加热后加工工件材料熔化,工件表面会形成熔化孔洞,此时激光配合非氧化性的辅助气流,在光束同轴的条件下熔化工件材料对应的材料并且吹走材料粉末,完成缝隙切割,如下图2所示。高速激光切割数控机床中熔化切割的工作过程是:切割设备产生激光束,激光束直接照射到加工工件的表层,工件材料会吸收反射损失以外的激光能量,待加工工件的材料表面形成小孔之后会吸收激光产生的所有能量[4],此时小孔周围包围着熔化的金属,辅助气流会随着切割的过程吹走熔化的材料,促使熔壁处于稳定的状态下,切割设备切割并移动的过程中,小孔横移并在工件表面留下切缝。
(三)汽化切割
汽化切割中采用的是高功率密度激光,激光直接照射到数控加工工件的表层,工件材料会在瞬间达到汽化的温度值,工件材料上被激光照射的材料汽化蒸发产生了切割缝。汽化切割功率密度的量级是108 W/cm?,汽化切割常用在不能熔化的材料中,汽化切割产生的能量是熔化切割的10倍,用在木材、有机材料等材料方面。
(四)控制断裂切割
控制断裂切割在高速激光切割数控机床系统中为有控制性的切割操作,此类切割方法适用于脆性材料中,激光光束在加工工件表层加热,脆性材料容易断裂,控制断裂切割可以在快速切割的条件下完成控制切断,避免损伤脆性材料[5]。控制断裂切割能够精确的切割小块脆性材料,切割产生的热梯度破坏脆性材料的整体,促使脆性材料在机械变形的情况下裂缝。
(五)氧助熔化切割
氧化助熔切割在高速激光切割的工件表面加热,激光会把工件加热到其自身对应的熔点,氧气为激光切割中的助燃气体,实际切割中也可以为激光配置其他类型的活性助燃气体,增大熔化燃烧时释放的热量,激光和助燃氧气产生的能量同时用在工件切割上,提高激光切割的效率。氧助熔化切割比熔化切割可以适用的工件厚度大,此类切割方法仍旧处于不断的研究过程中。
四、高速激光切割机床数控系统中的技术要点
高速激光切割机床数控系统与工业产生存在着直接的关系,工业企业带动了高速激光切割技术的发展,实现了数控机床行业中切割技术的创新,本文总结了高速激光切割机床数控系统中的几类技术要点,致力于优化加工工件的切割操作,实现理想化的激光切割。
(一)提高工件切割前期的准备质量
高速激光切割数控机床系统技术中注重提高工件切割前的准确质量,本文以钢板材料为例,分析此项技术的要点[6]。为了保证高速激光切割在机床数控中的技术水平,切割钢板材料以前,先要处理好钢板材料的表面,也就是预处理技术,打磨钢板的表层,清理掉钢板材料表层附着的防护漆或者是锈迹,钢板材料切割期间会遇到很多焊接轮廓线,此时就要在钢板材料上确定出焊接轮廓的线路,同时划上定位线,这样才能保障高速激光切割时的运动速度,避免影响高速激光切割的效率,钢板切割的过程中容易遇到表层缺陷,此时就要修复有缺陷的钢板材料,数控机床上切割钢板材料时必须预防角焊缝超标,防止钢板材料上出现变形,保障钢板材料切割加工的精准性。
(二)型钢切割与空间曲线的切割研究
型钢切割在高速激光切割机床数控领域中成为新的技术要点,机床数控系统中采用高速激光切割技术切割完型钢之后需要组织焊接,型钢切割后再对表面进行焊接处理具有一定的操作难度,因此,高速激光切割型钢时对切口质量以及切割时的轮廓线提出了极高的要求,目的是精准地完成型钢的高速激光切割及焊接[7]。国内型钢切割时采用的高速激光切割技术中,需在数控机床上安装切割专机,专机上设有等离子割炬,也可以设置氧火焰割炬,这两种配置通过定位系统与专业的夹具,完成数控机床中高速激光切割的定位、夹紧、切割、松开一系列动作,此类技术虽然在高速激光切割机床数控系统中最为常见,但是整个动作过程需要耗费一些时间,降低了型钢切割的时效性,而且型钢切割后的切口处会有聚集的残余应力,应力释放的过程中会产生切割误差,针对这项问题可以借鉴国外技术,比如在高速激光切割机床数控系统中的切割机上安装机械手,机械手专门用于高速激光切割,同时为数控系统配置五轴切割控制系统,这样能够任意切割型钢,系统中还需安装跟踪探头,以便跟踪型钢切割的轨迹,完善型钢空间曲线的切割过程。
(三)改进切割工具并落实具体的應用
高速激光切割机床数控系统中传统的坡口切割操作中运用的是等角坡口切割,考虑到数控系统中提出的变角坡口切割的要求,在高速激光切割技术要点分析中应该改进切割工具,同时全面落实改进后切割工具的应用,现阶段高速激光切割机床数控系统中改进的切割工较多,可以为切割工具配置切割软件,利用软件中的编程完成切割工具的控制,编程对切割工具的控制能够最大程度地排除切割误差。切割编程工具能够简化高速激光切割的过程,切割时向编程内输入坡口角度、厚度等参数,接下来就是控制器的自动化操作,整个高速激光切割机床数控系统中的控制模块按照切割的参数控制切割的方向及位置,完成材料的切割。
(四)最优化切割参数数据库的运用
高速激光切割机床数控系统中配备了最优化切割参数的数据库,数据库能够为切割提供最优化的参数,参数最优化的过程中能够排除外部因素的干扰,数据库内汇总了以往的数据,为数控系统的操作提供经验数据,有助于提高加工工件切割的质量水平[8]。最优化参数数据库的实践优势非常明显,高速激光切割机床数控系统中选好加工工件的材料类型之后,就要配置合适的切割气体,此时就可以在数据库内匹配最优的参数,数控系统会把高速激光切割的数据传输到驱动模块,再由驱动模块给出可控制的定值,数控系统中会高精度的完成各项切割操作,同时保障高速激光切割过程的稳定性,数控系统内同一块材料中如果遇到不同的组织,此时需暂停切割之后重新设定配置参数。最优参数数据库内的信息并不是固定不变的,而是可以随时根据外部经验进行修改,保障数据库的服务性,满足高速激光切割机床数控系统的需要。
五、高速激光切割机床数控系统的应用案例
分析高速激光切割机床数控系统在不同行业中的应用表现,本文主要在汽车制造、船舶制造以及医疗器械制造3个方面进行分析,探讨高速激光切割机床数控系统的应用,如下。
(一)汽车制造案例
汽车制造时大量的材料都为批量生产,汽车制造时如果采用普通的激光机床数控系统进行切割就会影响到汽车制造与生产的效率,因此,采用高速激光切割机床数控系统,以便满足汽车制造时的批量生产,高速激光切割机床数控系统中的切割机功率比较高,切割钢板时不需要耗费太长的时间,激光束在数控系统的工作台上能够高速移动,一天就可以切割出上万的钢板制造材料。目前,市面上的新型切割机就采用了高速激光切割技术,在机床数控系统内可以根据汽车制造对零件的需求去灵活的改变切割设计,直接修改数控系统中的程式参数就可以快速的更改切割设计,直接取代了传统设计中的模具设计环节,体现了高速激光切割机床数控系统的优势。汽车制造中高速激光切割机床数控系统的案例分析中,柔性设计和跟踪技术成为数控系统中的重点,柔性设计和跟踪技术有利于优化高速激光切割的过程,控制好切割精度的同时提高激光头在数控系统中的切割速度,提高了汽车零部件切割制造的水平。
(二)船舶制造案例
高速激光切割机床数控系统是船舶制造中不能缺少的部分,船舶制造中的前船板的制造案例中,高速激光切割机床数控系统达到了理想的切割效果,切割中4000W气体能够完成20 mm船板的切割工作,数控系统中使用高速激光切割切割前船板时不会出现热变形的问题,切割之后不需要继续加工就可以焊接,而且具备高精度的曲线切割效果。例如:高速激光切割机床数控系统中的超大幅面激光切割机应用案例,该案例中的切割机的工作台面长度是6~30 m,宽度是3~4.5 m,船舶制造中的材料能够一边加工,一边完成上下料,在很大程度上提高了切割的效率,该案例的切割机横梁中安装了同步等光程系统,确保高速激光切割时的激光切割头以精准的操作达到指定的位置,保证整个材料上的切割点位置质量一样,船舶制造时使用的钢板具有很大的重量,此类型切割机完成了该船舶制造案例中20 mm厚度碳钢板的切割工作以及10 mm的不锈钢板切割工作,数控系统内,切割机的工作面上,激光切割头的加工台为X轴方向,切割运动的方向在Y轴方向,工作时6个电机同时运行,激光头高速完成切割的工作。
(三)医疗器械制造案例
高速激光切割机床数控系统在医疗器械制造行业中采用的是全自动激光切割系统,主要是确保医疗器械加工构件可以达到精度与纯净度的要求。例如:全自动激光切割系统在机床数控操作台切割显微镜盖玻片与载玻片案例中,切割后玻璃边缘的粗糙度均低于0.5 μm,玻璃的完好性非常好,排除了激光高温造成的变色或者裂纹问题,数控系统中切割流程直接运用软件进行控制,软件配置完成切割的过程控制,不需要人工配置,保障医疗器械切割制造的精密性。高速激光切割机床数控系统在医疗器械加工行业中表现出明显的优势为无模具、全自动以及软件配置,切割期间不需要人为参与,快速完成医疗器械的切割,适用于小批量生产的加工工艺中。
六、高速激光切割机床数控系统的发展方向
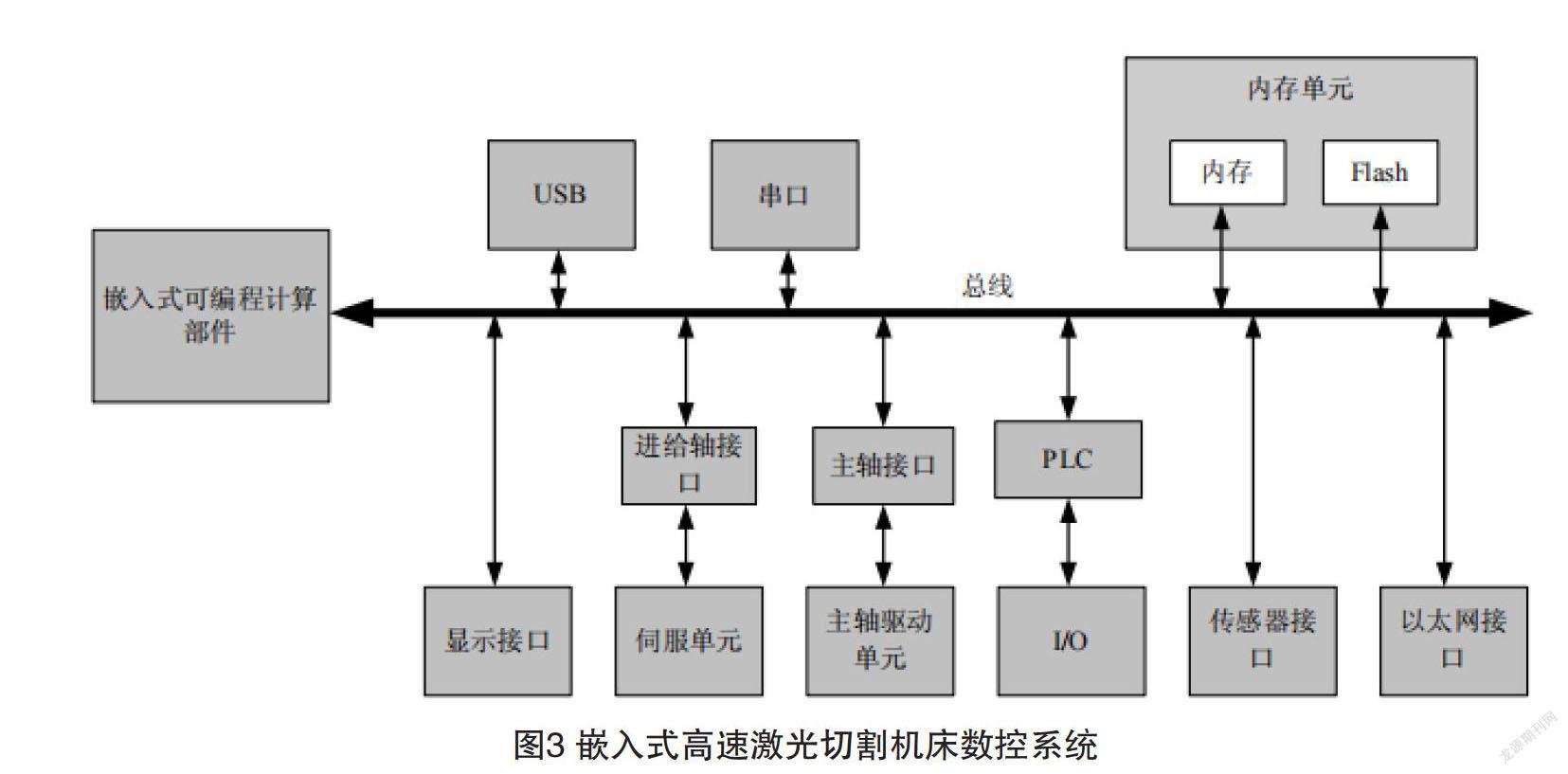
高速激光切割机床数控系统朝向嵌入式的方向发展,目前已经有嵌入式高速激光切割机床数控系统投入到应用中,结构图如下图3,实际仍旧存在着较大的发展空间,嵌入式系统在机床数控的高速激光切割上主要是实现计算机控制的全软件型操作,取代原本的硬件控制,增强数控系统中激光切割的灵活度。高速激光切割机床数控系统嵌入式发展的过程中还要注重开放性,确保嵌入式系统能够快速的应用到数控系统内,逐步实现硬件向全软件型数控系统的过度。
七、结语
我国高速激光切割机床数控系统的发展过程中,数控机床中高速激光切割技术逐渐成熟,跟上世界工业自动化的发展速度。我国数控行业中不断地完善高速激光切割技术,同时改进高速激光切割机床数控中的缺陷,这样才能保障高速激光切割机床数控的有效运用,满足工业行业的需求。高速激光切割机床数控中有着一定的目标,根据目标落实发展策略,全面落实高速激光切割技術在数控机床中的应用。
参考文献:
[1]刘睿.高速激光切割数控机床的控制参数选取[J].激光杂志, 2017,38(3):33-36.
[2]潘冬.高速激光切割机床数控系统探究[J].电子测试, 2015,(2):96-97,93.
[3]潘冬.高速激光切割机床数控系统研究[J].电子测试, 2014,(z2):99-100,93.
[4]石尚锋.高速激光切割机床数控系统研究[D].上海:上海交通大学, 2008.
[5]华中科技大学.一种高速铣削-激光切焊复合加工工艺及其可重组多轴数控加工系统:CN201510995346.4[P]. 2016-04-13.
[6]石尚锋,胡俊,罗磊, 等.全软件型激光切割数控系统的研究开发[J].机械设计与制造, 2008,(3):154-156.
[7]王江.激光切割机高度跟随及功率控制研究[D].黑龙江:哈尔滨工业大学, 2016.
[8]彭铁军,韩晏生,罗用胜.光机电一体化激光切割机床优化特性的研究[J].激光与光电子学进展, 2001,(9):79.
