CO2气体保护焊陶瓷衬垫单面焊双面成型的技术探讨
2020-09-10沈根平
摘要:近年来,随着大型船舶建造和大型钢结构现场安装的焊接的需要,CO2气体保护焊陶瓷衬垫单面焊双面成型工艺在生产中广泛应用。在实际造船和钢结构生产中,存在大量开坡口板与板的对接焊以及开坡口的管板全熔透角焊缝,传统的做法是打底焊,填充焊,盖面焊,然后背面碳弧气刨清根,并采用角向磨光机打磨光亮,去除飞溅、毛刺等杂质后,再进行背面焊接。采用CO2气体保护焊陶瓷衬垫单面焊双面成型,可以一次成形,省去了碳弧气刨的环节、打磨的工作,特别是一些背面没办法焊接的地方,生产效率大大提高,在工程实践中得到广泛的应用。
Abstract: In recent years, with the construction of large ships and large steel structure on-site installation of welding needs, CO2 gas shielded welding ceramic liner single-sided welding double-sided forming process has been widely used in production. In actual shipbuilding and steel structure production, there are a lot of open groove plate and plate butt welding and open groove tube plate full penetration fillet weld, it may be traditional for the backing welding, filling welding, cosmetic welding, and then on the back of the carbon arc air gouging root, and uses the angle grinder grinding light, after the removal of impurities such as splash, burr, then take welding on the back. The use of CO2 gas shielded welding ceramic liner single-sided welding double-sided forming, can be formed at a time, save the carbon arc air planning, polishing work, special is some back can not be welded, the production efficiency is greatly improved, in engineering practice has been widely used.
關键词:CO2气体保护焊;陶瓷衬垫;单面焊双面成型
Key words: CO2 gas welding;ceramic liner;single-sided welding double-sided forming
0 引言
CO2气体保护焊(简称CO2焊)是一种高效的焊接方法,在大型船舶分段建造上得到了广泛的应用。提高了整个造船焊接的生产率和降低了劳动生产成本。CO2气保护焊的劳动生产率比手工电弧焊高,尤其是大厚板焊时几乎是手工电弧焊的3倍以上。但是对于平角焊缝,CO2焊与铁粉焊条手工焊效率几乎相同,有时候陶瓷衬垫CO2焊单面焊比双面手工电弧焊效率高不了多少,因此有人认为CO2焊只有在特定的条件下才有明显效果。而在某些场合下高的效率被它较大的劳动强度所抵消。其实不然,人们忽视了一个十分重要的问题,即焊接变形。在任何情况下,采用CO2焊,整个结构的变形量是最小的。而手工电弧焊,不仅局部变形大(如焊缝角变形)而且整个结构变形量也大,甚至结构走样,需投入大量的火工进行矫正,这在施工现场是经常发生的现象。
1 CO2气体保护焊的特性
任何一种焊接方法,由于其工艺特点,焊缝的成型也各具一格,如埋弧自动焊的焊缝是美观的,如果要求手工焊的焊缝也须如此,显然是不现实的。
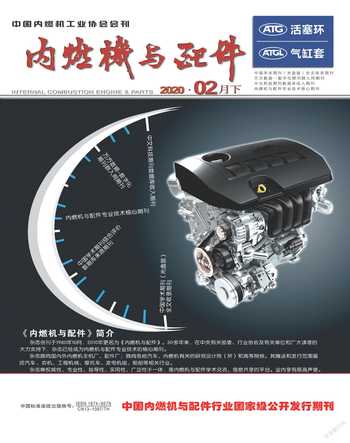
实芯焊丝的CO2焊由于焊丝熔化速度快,母材接受的电弧热量比较小,所以焊缝凸出,形状见图1,增强量“e”相对大些。
此外,实芯CO2焊弱点是“怕风”。CO2气体纯度不高(含水量超标),或供气系统出现故障时,焊缝中就可能有气孔产生。在一般结构上有若干气孔问题不大,若气孔在水密部位上,密性试验时就会“原形毕露”给“捉漏”增添了不少麻烦,所以曾有“水密”部位CO2焊不能用的规定。
在实芯焊丝几乎被药性焊丝所代替的今日,药芯焊丝CO2焊由于气、渣混合保护的良好的效果,一般情况下,不存在成型和气孔问题,船体结构上,水密部位的焊接工作量还是大量的。
2 陶瓷衬垫的介绍
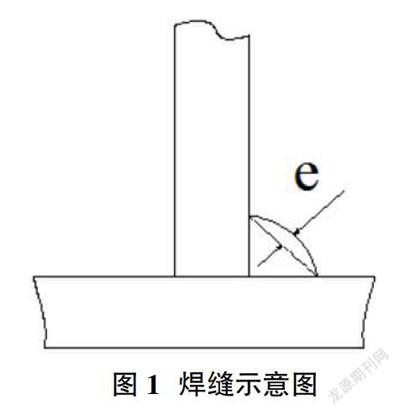
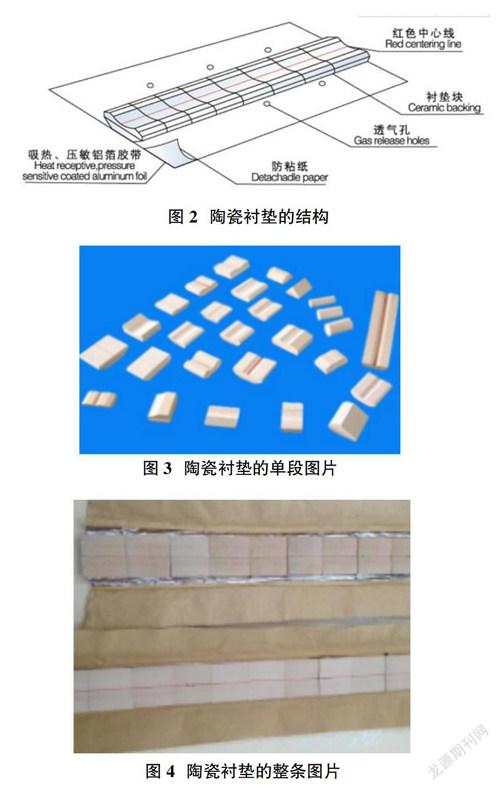
陶瓷衬垫是CO2气体保护焊中确保双面成型的关键材料。衬垫在保护和使用前都保证干燥,否则影响焊接质量,最好在60度的干燥房内保管,使用时应随取随用。特别是在潮湿季节,室外露天隔夜衬垫作报废处理。衬垫在贴敷时,要保证衬垫与板材的紧密度,不允许焊缝区域存有油污和水渍。为此,在贴敷衬垫时,接头两侧各50mm范围内,应进行清理和干燥处理,更不要有焊瘤、码脚等凸突部分,否则,应磨平后方能贴敷衬垫。一般衬垫中间都会有一条红色的对准线(不包括圆柱那种),贴的时候对应板缝中间。还有一点很正要,贴衬垫的时候一定要把铁板表面的灰尘清理干净,要不会贴不紧,焊接的时候容易脱落。陶瓷衬垫的结构形式如图2所示。陶瓷衬垫的单段图片和整条图片分别如图3、图4所示。
3 陶瓷衬垫CO2单面焊的坡口型式
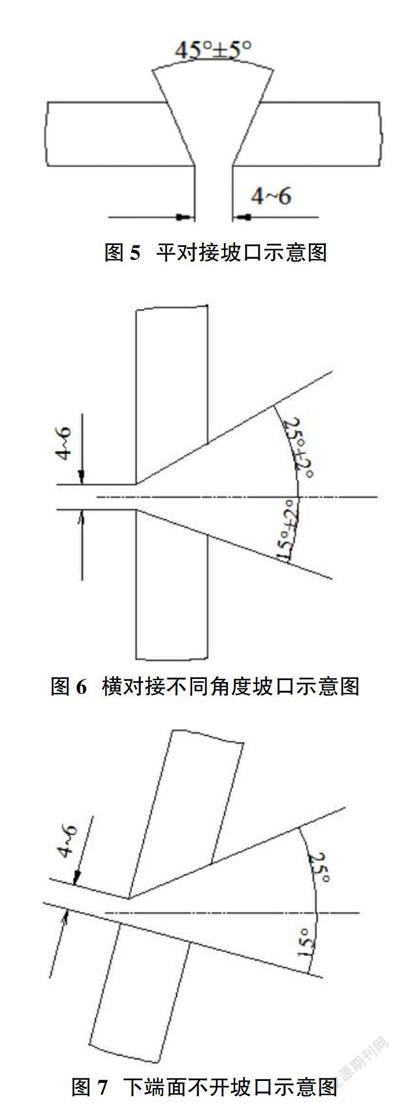
陶瓷衬垫应用在CO2单面焊,对保证焊接质量,改善焊工的劳动条件(尤其狭小舱室),减轻焊工的劳动强度起到了很好的作用。但在应用中如果忽视了坡口加工要求,就有可能导致焊缝反面成型不良,因此要应用单面焊的拼缝,必须用自动切割机来开坡口;其次切割时,关键是确保坡口间隙,因为反面成型的优劣起码一半取决于间隙的大小。理想的间隙是6mm左右,至于坡口角度,由于所处的位置不同,要求也不一样,平对接坡口(见图5),开的是对称V型不留根坡口,坡口角度在±5°内变化,对反面成型几乎无多大影响。
横对接坡口情况则不同了, 虽然开的也是不留根V型坡口,但是坡口上下两部分的角度却不相同(见图6)。当横向拼缝的下端与水平线的夹角超过15°时,下端面就不开坡口(见图7),只有这样,才能避免因下端面坡口过大而可能造成熔池金属向下流淌,操作困难的状况,也可克服反面焊缝增强畸型现象。
4 陶瓷衬垫CO2单面焊的操作要领
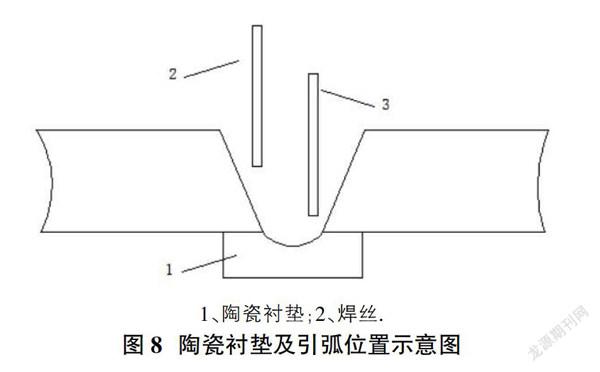
由于陶瓷衬垫是非金属处坡口中心位置,坡口本身又有间隙,如果按习惯方法,直接在坡口中央引弧,显然是错误的,极有可能损坏衬垫,而且不易引弧,正确的做法是在坡口斜边上引弧(见图8),电弧稳定后焊丝移至坡口底部,待熔池在衬垫上形成后,焊丝沿坡口的两边缘作来回摆动,摆动的频率与幅度,焊工可根据坡口的情况(主要是间隙大小)自行调整。
坡口上面按装有定位“马板”时,焊丝移动到“马板”处须熄弧,如果直接在坡口中央熄弧容易产生弧坑裂缝(俗称龟裂),因此熄弧前应将电弧往回移至已焊好的焊道上(往回移的长度约15mm以上)再熄弧,弧坑裂缝即可避免。重新引弧时如不将弧坑附近的熔渣去除,而直接在连接处引弧,反面焊缝就会产生一个脱节缺陷,所以重新引弧前,弧坑附近熔渣一定要认真去除。引弧地点应离开连接处一段距离,引弧后再移至熄弧处,那么连接处的脱节缺陷即可克服。
单面焊的“正面焊缝”与“反面焊缝”的看法:不管采用何种形式的单面焊,一般均开不留根的V型坡口,反面的同隙总是小于正面的坡口宽度,焊后正面焊缝宽度肯定大于反面焊缝宽度。从性能来看(机械性能)这两部分并无明显的差异,但是人们有一种着法,总要求焊缝的正面处于结构的外表面,反面处于内部。
在实际施工中,情况有时正好相反(如胎架上制造的旁板相邻板间的拼缝)就通不过了,因此不得不將分段翻来覆去满足这个要求,这就极大地限制了单面焊的应用范围。
5 结束语
CO2气体保护焊陶瓷衬垫单面焊双面成型,既可以保证背面焊缝的成型的质量,同时减少碳弧气刨的环节,改善工人的劳动环境,提高生产效率。同时,陶瓷衬垫的供应商可提供不同大小,不同形状的陶瓷衬垫,供大家选用。同时,CO2气体保护焊陶瓷衬垫单面焊双面成型焊接外形美观,机械性能满足规范的要求,在船舶行业和钢结构企业得到广泛的应用。
参考文献:
[1]沈根平.焊接基本技能实训[M].北京:高等教育出版,2016.
[2]殷荣幸.薄板的CO2气体保护焊单面焊双面成形工艺[J].金属加工,2008(18):71-73.
[3]陈倩清.电焊工[M].北京:中国劳动出版社,2008.
[4]陈裕川.焊接工艺评定手册[M].北京:中国机械工业出版社,2000.
[5]邹敏.二氧化碳气体保护焊在核岛支架焊接中的推广和应用[J].内燃机与配件,2017(16):48-49.
————————————
作者简介:沈根平(1973-),焊接和管理双学士,焊接高级技师, 高级讲师,主要从事焊接理论与实习一体化教学、焊接质量控制的研究。