“联接销类锻件杆部弯曲”质量问题攻关
2020-09-10马晨柳辉陈建平
马晨 柳辉 陈建平
摘要:针对哑铃式联接销锻件在生产完成后装配时出现的两端杆部弯曲情况进行分析,通过理论分析,工艺验证,得出杆部弯曲的原因,改变模膛结构和部分尺寸提高联接销类锻件两侧杆部弯曲质量。
关键词:联接销;弯曲;立校;结构
哑铃式联接销市场需求量很大,此联接销一般采用锻造成型,但在锻造过程中会出现两端细杆弯曲的现象,导致后期安装困难,严重影响了产品质量,给使用方带来很大的不便。针对联接销在锻造过程中出现的两端头细杆弯曲的现象,一般解决的办法都是修磨弯曲部位,保证顺利安装,但本办法存在以下缺点:一是联接销重量较重,修磨过程中劳动强度较大,而且粉尘噪音等职业危害较大;二是修磨以后降低局部强度,影响产品质量;三是耗时耗力增加制造成本,降低生产效率。
针对此类问题,进过分析研究,出现的原因主要有以下几点:
①锻造应力集中,导致在冷却后变形;②校正切除飞边毛刺时受到凸凹模相互力的作用,使得杆部发生变形;③锻件在校正过程中发生弯曲变形。
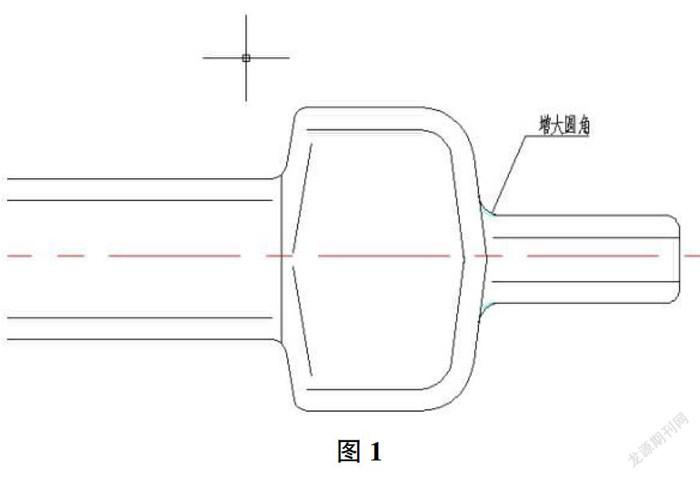
针对锻造产生的应力集中,一是增加细杆部和哑铃接触部位的圆弧(图1所示)。
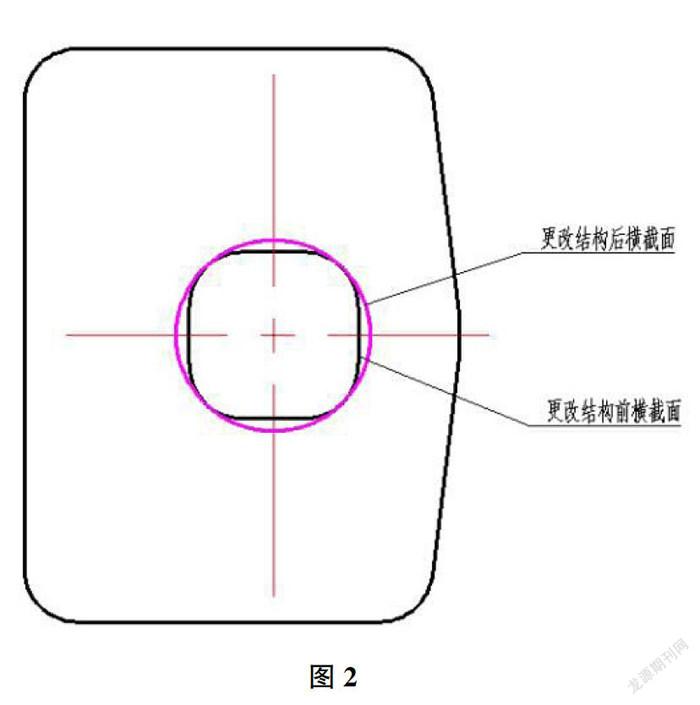
二是在不影响使用的情况下,尽量增大细杆部横截面积,由以前的正方形横截面更改为圆形横截面(如图2所示),可以减少因受力而产生的变形,也可以减少在模具制作中的费用,圆形结构比方形结构在金属流动方面阻力小,延长模具使用寿命,减少成本。
三是在以上措施完成后设计新型校正模具,用最后一道工序消除前面工序累积误差,下面就重点介绍利用新型校正模具消除弯曲的方法。
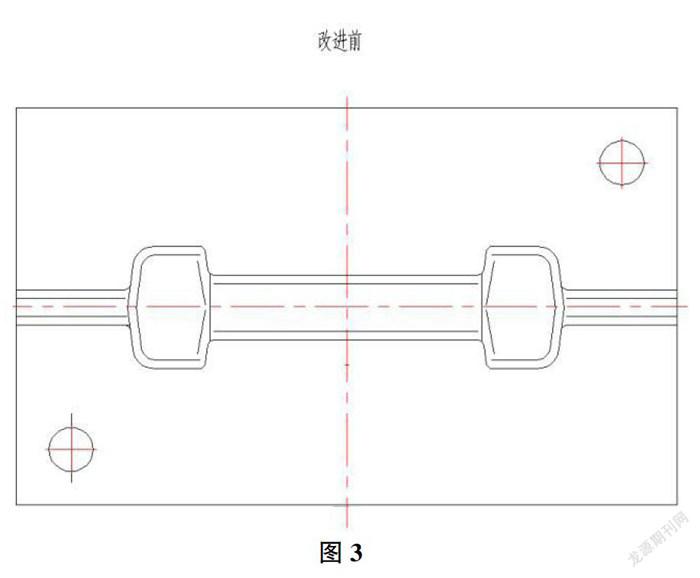
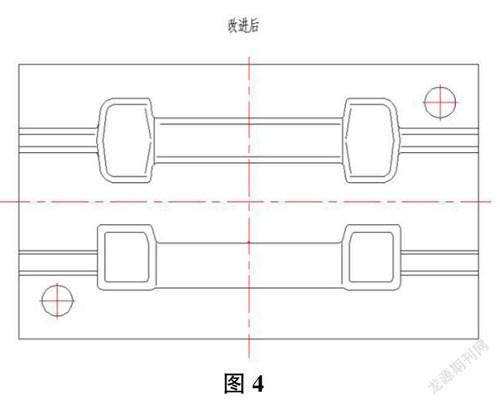
常规校正模具设计为平位校正,由于校正模膛只有平置校正,但实际上还存在立位弯曲的现象,所以针对类似的产品,需要考虑两个方向的变形问题。通过分析可以看出,解决联接销细杆变形的问题就主要放在了校正模具优化中,既增加立校模膛(如图3、图4所示)设计立校模膛以后,通过三维软件进行CAE结构分析,设计出新的三维模型结构,主要就是设计双校正模膛,有平位和立位,平位校正以后再进行立位校正,这样就在四个方向对联接销完全校正,有效的避免了联接销细杆部位的变形问题。
图3所示为更改前校正模膛结构。
图4所示为更改后的校正模膛结构。
结束语:
综合上述,由于联接销类锻件两端头杆部变形的原因,增加立校模膛并且适当调整杆部横截面形状以细杆处的过渡圓弧,能够有效解决联接销两端杆部弯曲问题,提高产品质量,降低生产成本,降低工人的劳动强度,提高生产效率。
参考文献:
[1]洪慎章.热锻模设计与制造[M].北京:机械工业出版社,2011.
[2]袭洪浪主编.数控加工工艺学[M].北京:科学出版社,2005.
[3]朱跃建.机械加工技术[M].北京:机械工业出版社,2016.
作者简介:马晨(1991-),男,宁夏人,本科,助理工程师,研究方向为数控编程与加工、机械加工工艺。
