试制样车轴距加长方案
2020-09-10吕正桂
吕正桂


摘 要:试制新样车在现有车型的基础上,针对新车型试制提出一种较为简单的轴距加长方案,并对加长方案进行了梳理。该方案延长轴距,以增加后排的空间。
关键词:试制新样车;轴距加长;方案
中图分类号:U466 文献标识码:A
0 引言
车辆的主要参数有尺寸、质量、性能参数。底盘轴距是主要的尺寸参数之一,轴距长短影响白车身的长度,直接影响车辆内部使用空间。为了在现有的车型上提升后排的空间,通常采用在原有的车型上加长轴距,从而开发新车型的方案。采用加长方案常见有如下3种:
(1)在B柱位置上加长,优点是模具改造成本低,工装改动小,试制周期短。其缺点为中柱加长后,后车门和前门口的折边结构需增加活装的钣金件盖板。会导致盖板与前后车门的间隙调整加大难度。如采用塑料件盖板,表面喷漆后颜色一致性无法保证。
(2)在后车门加长。该加长方案优点是车身外型效果好,保持原有造型风格,乘员上下车便捷性好。其缺点为工装、模具改造费用高,后车门内、外板模具及后车门包边机报废,须重新设计制造,费用较高。
(3)在侧围后部( 后轮罩) 上加长。优点为更改涉及到冲压件少,改造费用低,对侧撞基本无影响。缺点为车身外型效果差,加长后轮罩前下部宽度大,造型上有不协调感,乘员上下便捷性差。本文是基于云度汽车某小型SUV 加长140 mm的研究工作而完成的。该方案采用的方法是在后车门加长,这是一种车身外型效果好,保持原有造型风格的方案。
本文详细介绍了该车型加长的具体方案,并且全面研究了该加长方案对于后排乘员空间的宽敞、进出便捷性的变化。这种加长方案和方法对于今后类似的加长车型,具有很好的指导意义。
1 加长方案
现有车型的地板主要由前地板、后地板组成。因后地板构造比前地板复杂,所以本方案采取在前地板的后部加长140 mm,衍生车型和现有车型可以共用后地板总成,可节省模具费用。具体更改如图1 所示。
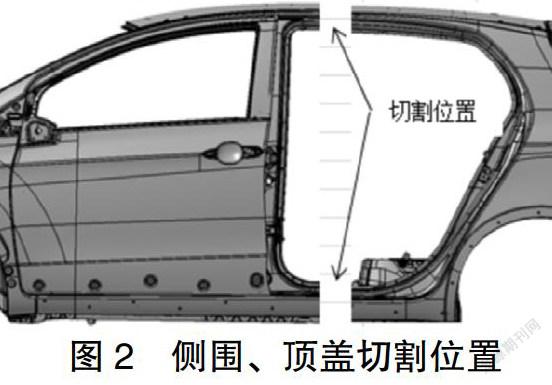
关于更改车顶、侧围向后拉长,其更改的部分如图2切割区域。此方案前门内外板、铰链、A、B 柱不变,降低了更改范围。同时后门内外板向后拉长,使后排人员上下车便捷舒适性。
2 车身改制辅助工装台制作方案
加长白车身焊接工装用于π1改型车的试制,在该焊接工装台上要完成改制全过程。是以充分保证工艺要求为前提,以使试制自车身过程中的五个环节都处于受控状态为原则,来精心拟订制作方案的。
(1)为保证标准白车身在焊接工装台上的精确定位,以及整车切开拉长后的定位精度,采用了与π1白车身一样的定位基准,即采用自车身机舱纵梁两个孔定位、前地板2个孔定位、后地板2个型定位和2个孔定位,体现了基准统一原则,又能有效保证白车身整车定位精度。
(2)为保证整车拉长后的长度尺寸公差,经过分析比较最后确定采用移动滑台来实现白车身后半部分的平移,并且在移动滑台上使用了一般只在数控机床上采用的高精度线性滚珠导轨。该导轨运行平稳、精度高、机械能耗小、运动速度快、不需动力源手推可轻松运行,完全可以满足整车平移的精度要求。
(3)考虑到白车身是由薄钢板冲压件焊接而成的薄板壳体件,其内部有很大的内应力,整车切割后必然要产生较大的应力释放,使切口处的变形不易控制。因此我们设计了回转臂机构,它带有横纵双向丝杠调整机构,能保证对顶梁切口截面的准确定位,又能对切口处变形进行有效的校正。
3 车身制作方法
在焊装工作台上要焊接的有:左右门槛加强梁、左右侧围门槛连接、顶盖连接、前地板后部连接、及左右后门加长连接等。π1加长白车身焊接总成工艺概况如下:
(1)先将合格的标准π1白车身放在焊接工作台夹具上定位并夹紧,在白车身上按要求划线。再用等离子切割机切开。然后将工作台夹具延长140 mm后定位锁紧,修整顶盖断口处的毛刺及变形,调整前后两部分侧梁间距。
(2)調整左右门槛及侧梁断开处,使其分别距铸造平台高度一致,将底板连接梁焊在左右门槛缺口处,左右侧梁连接板焊接在侧梁内板缺口处。
(3)左右侧梁的加强梁焊在左右侧梁缺口处。
(4)车身底部装焊:车身前地板后部焊接连接板,左右门槛加强梁、左右门槛(侧围)连接板焊接。
(5)顶盖装焊:调整断开的车身顶盖及左、右流水槽,对顶盖连接的连接板、左右侧梁进行焊接。
(6)左右后门装焊:后门内板连接板、外板连接板、门上框焊接,焊接过程中后门需装B柱上与侧围间隙匹配。
(7)以上涉及到外板焊接应采用对接方式,内板及加强版焊接应采用搭接方式。
4 后排空间和进出便捷性
加长的主要目的是为了获得更大的腿部和膝部空间,因此对加长的轴距,分析了对应表1和图3所示腿部空间和膝部空间(图上假人为1.88 m身高、95%的人体模型)。
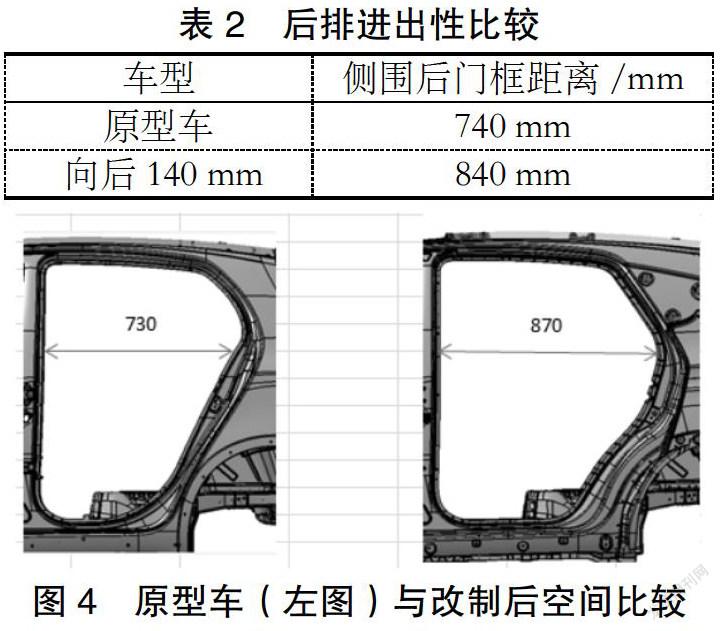
这种加长方案可以加大后排的空间,而后门开口与侧围同步加长,所以对于后排进出性的影响却非常有利。结果表明,轴距加长140 mm后,进出性明显变好,结果如表2和图4 所示。
5 结论
该加长方案解决了小型SUV后排空间问题,也使我们在样车试制中开拓了思路。本文提出的加长方案所更改零件的范围较少,需要验证的内容较少,开发周期较短,是一种为提升后排空间,加长轴距而采取的快速开发衍生车型的有效方法,技术上是可行,经济上也是合理。
参考文献:
[1]徐娇娇.汽车新产品样车试制项目管理方法与应用[J].科技创新与应用,2016,6(34):40-41.
[2]潘振.备件管理在样车试制的方案研究[J].时代汽车,2019,16(10):23-24.
