CO2气体保护焊在钢桁架结构桥梁的现场焊接应用与研究
2020-09-10刘猛
刘猛


摘 要:结合埃及苏伊士运河钢桁架桥梁的施工实践,在耐候钢性桁架钢桥梁中采用药芯焊丝CO2气体保护焊,解决了埋弧焊、电弧焊等焊接类型焊接效率低,焊道不易清理,焊接变形大等问题。CO2气体保护焊具有高效、优质、节能、节材、自动化等特点,在钢结构桥梁焊接中将逐步取代电弧焊、埋弧焊、氩弧焊成为主要的焊接方法之一。
关键词:耐候钢;CO2气体保护焊;现场焊接;桁架桥梁
中图分类号:U445.583 文献标识码:A
1 工程概念
本项目工程为埃及苏伊士运河新建铁路桥项目,本桥的结构形式为钢桁架开启桥,新建桥梁分东、西两跨,跨径组合为150 m+340 m+150 m,高63.1 m,桥面净宽10.2 m,桁架中心轴宽12.6 m,总钢量约为1.4万吨,地处亚非大陆,靠近苏伊士运河,为亚热带地中海气候,钢桁架所有杆件材质采用Q355NHD耐候钢,圆管支撑材质采用Q355B。全桥连接节点形式均为焊接节点,现场焊接主要以低空拼装+高空组装相结合的焊接方式,现场焊接采用CO2气体保护焊。
2 结构描述
在施焊前根据项目结构材质、成本、工期等情况,编写焊接工艺流程,根据焊接工艺规程及焊接工艺评定报告,确定项目本工程的根据模拟现场的焊接形式、焊接材质、焊接方法等焊接试验板,焊接完成后进行力学性能和超声波测试,测试合格后,方可按焊接工艺流程实施,接头形式主要以对接、T接为主。
3 CO2气体保护焊施焊重难点分析及应对方案
本工程现场焊接工程量极大,焊接技术要求高,焊接难度大,焊接区域广,工期紧迫,针对现场施工的困难作出应对方案:
(1)根据本工程的结构特点制定合理的焊接工艺,工艺技术得到合理有力的执行是产品质量的保证,对焊接工人进行焊接考试,合格才能上岗,同时加强对工人进行技术培训和技术交底,提高工人素质,在项目实施过程中质检进行有力的监督。
(2)根据本工程焊接特点,进行焊接工艺评定试验,试验结果合格后根据焊接工艺评定报告编制各种接头的焊接作业指导书,用以指导本工程的焊接生产。
(3)现场合理安排工期,进行工期倒排,加强现场施工管控及质检措施,保证焊缝质量。
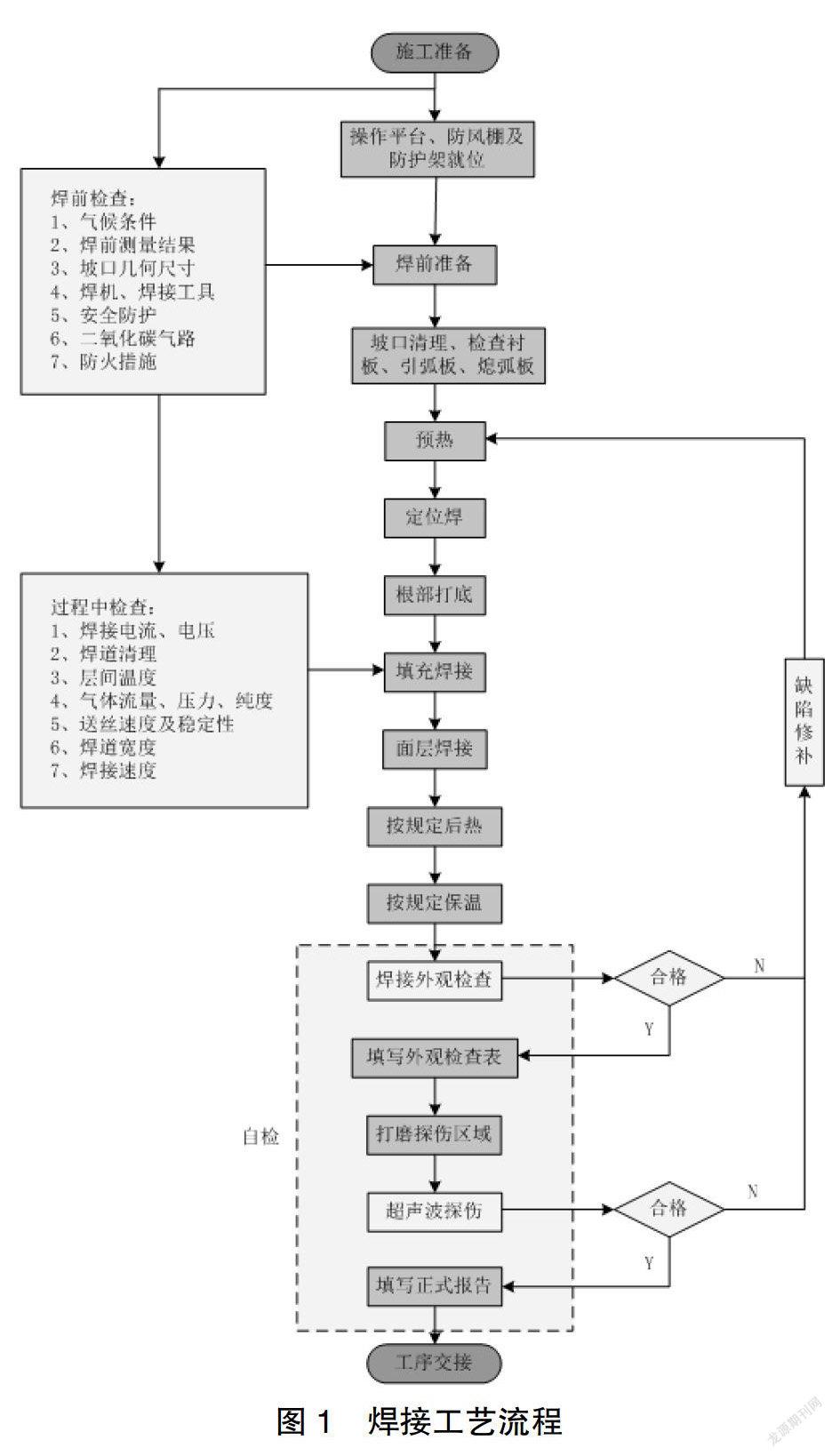
4 CO2气体保护焊施工工艺(见图1)
5 CO2气体保护焊现场质量控制措施
5.1 焊接材料及设备控制
(1)焊材和辅材必须根据本工程焊接工艺试验合格结果及原材料复检合格报告。
(2)焊接材料必须满足该产品《焊接材料进货检验规程》的要求,焊材库房除具备必要的贮存、烘干、清理设施外,还要严格按照相应焊接材料的管理制度执行。
(3)焊接材料登记入库后要建立档案,档案登记的内容有:生产厂家、名称、型号或牌号、规格、炉号或批号、重量或数量、生产日期、入库日期、有效期等,现场焊丝规格型号:
(4)焊接设备的技术条件应符合现行国家标准。清渣、加热、气刨、打磨、温度测量及防风设备应齐全有效,现场采用松下YD-500KR2HVE型电焊机,满足现场各项施工要求。
(5)使用的CO2气体不低于HG/T 2537标准中合格品的指标,纯度不小于99.5%。使用前必要时可倒置一定的时间(30分钟),排除瓶内可能存在的水分后方可用于焊接。
5.2 焊接环境及预热处理
(1)在工地放风速仪,定时测量及记录施工期间的风速;焊接作业区风速当手工电弧焊超过8 m/s,气体保护焊超过2 m/s时,必须设置防风棚。
(2)应对称预热。预热范围一般为焊缝100 mm以上,焊接电弧前方100 mm。測量位置为焊缝两侧约50 mm处,用测温枪测量表面温度。
(3)采用手工火焰加热时,应根据构件、板厚、材质及环境温度等条件通过试验确定最短预热时间,并制定作业细则。火焰预热时火焰不得直接烘烤坡口。
(4)焊缝必须一次连续焊完,中途遇不可抗力停焊时,应采取后热或保温措施,使之缓冷,再焊时应按焊前预热要求进行预热。
(5)预热温度的确定:预热温度根据相关规范要求进行,并根据抗裂性试验的结果再作相应的调整。
5.3 焊前处理及焊接变形控制
(1)焊前检查接头坡口角度、钝边、间隙和错口等,均应符合要求,坡口内及两侧10 mm~20 mm内锈斑、油污、水分、氧化皮等均应打磨清理至呈现出金属光泽,且坡口表面平整。
(2)焊接垫板及引(收)弧板的表面清洁要求与坡口相同。垫板与母材应贴紧,引(收)弧板与母材材质相同并应焊接牢固。
(3)采用多层多道焊,严禁摆宽道,焊接过程中严格控制层间温度不低于预热温度且不超过250℃,每道焊缝焊接应连续焊接,以保证稳定的热输入。
(4)采用合理的焊接顺序:对截面形状、焊缝布置均匀对称的钢结构件,应采用对称焊接施工。不对称焊缝先焊焊缝少的一侧,后焊焊缝多的一侧。这样可使后焊的变形足以抵消先焊一侧的变形,以减少结构总体变形。
(5)采用合理的焊接方法和焊接工艺参数:一般来说,不同的焊接方法,将产生不同的温度场,形成的热变形也不同。CO2气体保护焊焊丝细,电流密度大,加热集中,焊接变形小。选用热影响区较窄的CO2气体保护焊焊接方法代替手弧焊、埋弧焊,可减少钢结构焊接变形。
6 CO2气体保护焊现场质量验收标准
6.1 外观检验
(1)焊缝外观检验要按照自检、互检、专检的三检制度执行,只有通过自检、专检合格的焊缝才能进行无损检验。
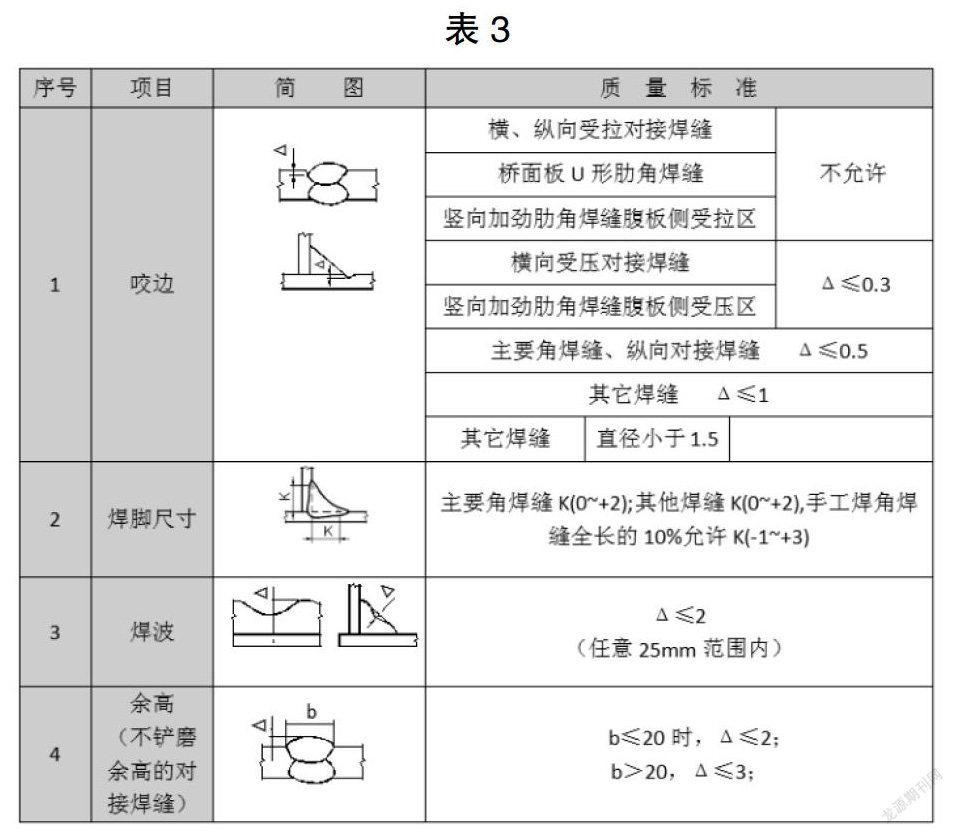
(2)外观检验合格标准见下表:
6.2 无损检测
(1)经焊缝外观检验合格的焊接件,应在焊接24 h后进行无损检验。
(2)进行局部超声波探伤的焊缝,当发现裂纹或较多其他缺陷时,应扩大该条焊缝探伤范围,延至全长。进行射线探伤或磁粉探伤的焊缝,当发现超标缺陷时应加倍检验。
(3)采用超声波、射线、磁粉等多种方法检验的焊缝,应达到各自的质量要求,该焊缝方可认为合格。焊缝的射线探伤应符合现行国家标准《金属熔化焊焊接接头射线照相》(GB/T 3323)的规定,射线透照技术等级采用B级(优化级),焊缝内部质量应达到Ⅱ级;磁粉探伤应符合标准《焊缝无损检测 磁粉检测》(GB/T 26951)和《焊缝无损检测 焊缝磁粉检测验收等级》(GB/T 26952)的规定。
7 结语
实践证明,在耐候钢性桁架钢桥梁施工中运用药芯焊丝CO2气体保护焊提高了焊接效率,按照焊接工艺规程施工保证了焊缝施工质量,在完成的906条焊缝中,经过外观检测、磁粉检测、超声波检测,焊缝合格率100%,使用此工艺及措施保证了现场焊接质量,节约了焊材,满足规范要求,在钢桁架结构桥使用药芯焊丝CO2气体保护焊优于其他焊接方式,埃及苏伊士运河平转钢桥成功运用此焊接方式,为以后同类型项目提供了借鉴。
参考文献:
[1]中华人民共和国住房与城乡建设部.GB 50661-2011.钢结构焊接规范[S].2012-08-01实施.
[2]中国铁路总公司企业标准.Q/CR 9211-2015.铁路钢桥制造规范[S].北京.中国铁路出版社,2015-06-01实施.
[3]埃及苏伊士运河EL-FERDAN新桥设计文件.
