SBR+BAF组合工艺在煤气化废水处理中的应用
2020-09-10林蝶梦


摘 要:针对煤制气化工企业的生产废水氨氮含量高的处理难点,设计采用以SBR+BAF组合工艺为核心的废水处理技术,该技术处理效果较好,出水CODcr质量浓度低于50mg/L,氨氮质量浓度低于5mg/L,总悬浮物SS质量浓度低于60mg/L,达到《污水综合排放标准》GB 8978-1996一级排放标准,工艺运行稳定可靠,运行灵活,设备简单易于操控,可在煤气化废水处理工程中推广应用。
关键词:煤气化生产废水;SBR+BAF组合工艺;应用
0 引言
目前,我国约四分之三的能源消耗仍是以煤为主,而煤制气化工企业的生产废水是一种典型的高浓度、高污染、有毒、难降解的有机工业废水,使用单一传统的处理工艺难以达到排放标准,为了产业的可持续发展、改善水质质量,开发高效可靠的废水零排放处理工艺至关重要。
以某化工企业为例,该企业设计采用序批式活性污泥法(SBR)+曝气生物滤池(BAF)组合工艺去除以德士古加压水煤浆气化工艺技术制取合成气过程中所产生的含有高含量CODcr、氨氮等污染物的废水,出水的CODcr浓度低于50 mg/L,氨氮浓度低于5mg/L,总悬浮物SS小于60 mg/L,符合《污水综合排放标准》GB 8978-1996一级排放标准。
1 设计规模及水质
1.1 设计规模
污水主要是来自煤气化过程洗涤、冷凝、分馏工段等阶段的生产废水及办公区、生活区污水,总水量为60.3m3/h,结合实际情况综合考虑,确定设计处理能力为70m3/h。
1.2 设计水质
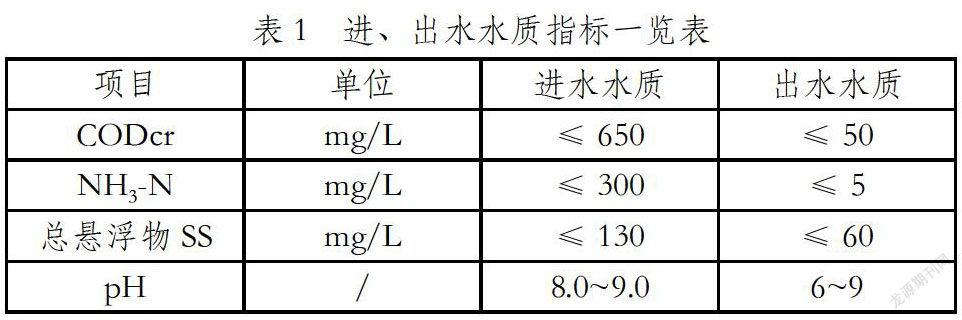
當污水处理系统进水氨氮的浓度超过500mg/L时SBR池中的细菌活性会受到一定程度的抑制,进而影响到SBR池的处理能力;而当进水的氨氮浓度低于300mg/L时,SBR池中细菌的活性较强,此时SBR池处理能力处于较为理想的状态;进、出水水质如表1。
2 工艺设计
2.1 工艺选择
目前使用最广泛的处理高氨氮废水技术是生物处理法,工艺原理均是基于特定微生物的好氧、厌氧、硝化、反硝化等反应达到净化污水中高氨氮的目的。
本项目设计采用SBR+BAF组合工艺处理煤气化废水,通过SBR池与BAF池串联方式进行两级生化处理,达到双重脱氮的功效,有效去除煤气化废水中的污染物,保证出水水质符合排放要求,该方法耗能低、效果好、运行灵活、且不会造成水体的二次污染。
2.2 工艺原理
2.2.1 序批式活性污泥法(SBR工艺)
在SBR池中的综合污水,通过好氧和厌氧各阶段交替反应过程,形成容易降解有机物的异养型菌群、反硝化菌群及进行硝化反应的自养型硝化菌群等多种菌体共存的微生物体系,在不同阶段,通过外部条件的控制使其交替处于好氧和厌氧的环境条件中,有机物浓度高与低的条件下,分别发生不同的化学作用,某些菌种成为相对主导菌种,在交替变化过程中,达到去除其适应的有害物质,反应如下:
2.2.1.1 好氧
有机物分解反应过程:
BOD+O2→C5H7NO2+H2O
硝化反应过程:
第一步(亚硝化细菌):
NH3+O2→NO2-+H++H2O
第二步(硝化细菌):
NO2-+O2→NO3-
2.2.1.2 厌氧反硝化过程
硝酸盐还原过程:
NO3-+5H+→N2+H2O+OH-
NO2-+3H+→N2+H2O+OH-
即:NO3-→NO2-→NO→N2O→N2
2.2.2 曝气生物滤池(BAF工艺)
BAF池是将滤池及生物曝气池结合在一起的一种生物反应池,反应池填充了接种特定工程菌的生物滤料层,进水的悬浮物被小粒径的滤料层截留,污水中的污染物被附着在生物滤料上的生物膜上进行吸附、氧化分解、硝化、厌氧反硝化等反应后得到分解、代谢,产生的淤泥和悬浮物,通过反冲排洗排放出去,最终出水水质达到设计要求。
2.3 工艺流程
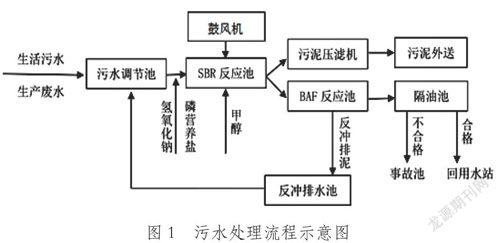
本项目选用的工艺流程如图1所示。
污水进行水质调节后进入SBR反应池,SBR反应池每天工作4个周期,一个工作周期为6h:进水2h的同时,药品投加计量泵的加药管与污水提升泵出水管相连,随进水过程投加磷营养盐和碱液,确保微生物营养充足及pH值稳定;反应3h(包括进水的2h),反应主要是耗氧硝化和厌氧反硝化过程:在曝气耗氧硝化阶段,鼓风机启动,向水体中补充充足的氧气,污水中的有机物、氨氮等污染物在好氧微生物的作用下进行硝化反应,生成H2O、硝酸盐(NO3-),然后进入搅拌厌氧反硝化阶段,向水体中加入适量甲醇,保证碳源的充足,水中的硝酸盐(NO3-)在厌氧细菌的作用下进行反硝化反应,硝酸盐(NO3-)还原为N2从水中溢出,两过程交替进行;反应结束后在反应池内沉淀、排水共3h,排水的同时污泥排放泵工作,将SBR池中剩余活性污泥和灰渣送至污泥处理系统。
SBR池出水进入BAF池由下至上通过接种特定工程菌的生物填料床,池底布置有曝气管,为生物滤料上的好氧菌提供充足的氧气,污水中的污染物在生物膜上微生物作用下得到降解,出水进入隔油池,通过隔油池的外排管道排放至回用水站,出水管路设有在线分析仪表,对出水的CODcr、氨氮浓度进行自动分析,若监测到出水水质达不到要求值则将污水泵送至事故池;为保证生产的连续性,反应池中布置有反冲洗系统,池底是反冲洗进气管和反冲洗进水管,池顶是反冲洗排水管,将污染物降解后产生的污泥及填料床截留的悬浮物反冲洗排放至反冲排水池,通过反冲排水泵送回SBR污水调节池。
3 主要构筑物及配套设备
SBR池3座,长度为23m,宽度为16m,深度为5m,单池有效容积1840m3,每池每个循环处理能力为140m3,每个循环6h;配套3台污水循环泵、3台鼓风机、3台旋转式滗水器、1台污泥压滤机,循环泵每小时处理流量为360m3、鼓风机最大风量为6300 m3/h、滗水器最大流量为200 m3/h、压滤机污泥处理量为每小时11-20m3,配套给药系统、PLC控制系统。
BAF池3座,单池尺寸长×宽×高=19.8×m7.1m×6.0m,
每个单池内有接种了特定工程菌的填料床,单池设计处理能力为100m3/h,滤池总高度为6m;每个单池布置5台蝶式射流曝气器,配套有自动化反冲洗系统,反冲洗进水管、进气管及曝气器支座固定于反应池底部,反冲洗排水管位于池顶。
4 运行效果分析
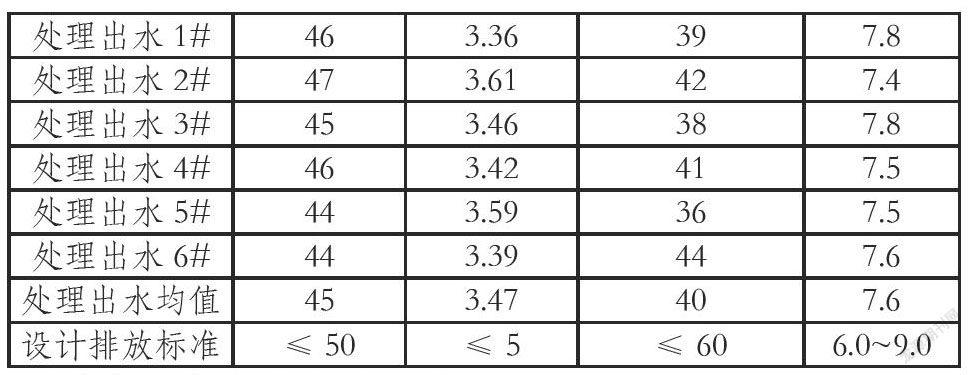
SBR+BAF组合工艺体现出良好处理能力,出水CODcr质量浓度在50mg/L以下,去除率基本可以保证在92%以上,出水NH3-N质量浓度在5mg/L以下,去除率可以保证在98%以上,达到污水排放标准,监测数据如表2所示。
5 影响污水去除率的因素
SBR+BAF组合工艺在处理煤气化废水时,若温度、pH值等因素把控不好,会导致处理效率降低,达不到设计要求。
5.1 温度
SBR+BAF组合工艺是生化处理工艺,在温度为25~ 45℃时池中微生物能大量增殖,处理能力处于良好状态,若温度过低则会抑制微生物的增殖,温度过高则不止会抑制增殖还会有可能使微生物失活,对处理效果大大的不利。
5.2 pH值
净化污水的重要关键是反应池中生长的特定微生物,而其最佳生長环境的pH值是6~9,pH值过高或过低均会影响微生物的活性,SBR+BAF组合工艺对污水的处理效率则会降低。
5.3 DO值
SBR反应池中硝化过程是耗氧过程,硝化反应所需DO值为2~4 mg/L,若DO值长时间都处于较低值时,硝化反应受影响,导致氨氮去除率降低。
5.4 碳源
SBR池的厌氧反硝化过程中,选择投放甲醇作为外部碳源时,反硝化反应时的速率比使用葡萄糖作为碳源时更快速且费用较低、反应降解的污泥产量小[1];而合适的碳源投放量也能提高运行效率,碳源投加不足时,厌氧反硝化进程受影响,会存在亚硝酸盐积累的现象,导致总氮浓度超标,碳源投加过量时,则出水COD会增加。
5.5 反冲排泥
BAF池运行的过程中,需定期进行反冲排泥,否则随着时间的推移生物膜会不断增殖而逐渐增厚,使废水中的杂质和滤料中截留的悬浮物SS不断累积,最终导致曝气、布水系统的堵塞,影响装置正常运行,使系统的脱氮效能大幅度降低。
6 结论
SBR+BAF组合工艺作为煤气化废水生化处理单元,具有运行效果稳定、处理效率高、设备构造简单、运行管理方便等特点,出水水质能达到《污水综合排放标准》GB 8978-1996一级排放标准,且处理出水又为回用水装置提供稳定可靠的原料水,达到了绿色环保、节水减排的目的。
参考文献:
[1]简耀先,何慧,李娇.SBR工艺除总氮总结[J].氮肥技术, 2019,40(3):46-48.
作者简介:
林蝶梦(1991- ),女,壮族,本科学士学历,助理工程师,研究方向:应用化学。
