污水处理厂A2O生化法+物化法工艺设计
2020-09-06聂建林
聂建林
摘 要:A2/O生化法、物化法是污水处理中较常用的技术,其在污染物质脱出和水质净化过程中具有突出作用。为实现污水处理厂工业污水的高效处理,该文以某污水处理厂扩建工程为例,设计使用A2/O生化法+物化法工艺进行污水净化处理,在实际处理中,强化工艺与水质管理,设计主要构筑物及相关参数,通过该工艺降低了污水处理成本,有效去除污水中的COD、TP、TN、NH3-N成分,提升污水净化处理质量。
关键词:污水处理;A2/O生化法;物化法;工艺效果
中图分类号: X703 文献标志码:A
0 引言
在工业化背景下,城市工业生产污水总量不断增加,不仅破坏了城市水文生态环境,对人们的生活质量更造成了较大影响。深化污水处理工艺研究能有效提升城市污水净化处理的效率和质量。目前,传统的污水处理工艺在实际应用中上存在运行复杂、投资费用高的问题,因此需要进行污水处理工艺的进一步优化。该文结合某污水处理厂扩建工程实际,就A2/O生化法+物化法工艺在污水处理中的实际应用效果展开分析。
1 项目背景
郓城县第二污水处理厂扩建工程建设目的在于实现工业园区生产污水的净化处理。该污水厂设计污水处理规模为2万吨/天,在项目建设中预留1万吨/天用地。就污水来源看,该园区污水主要是园区煤化工企业生产排水,采用A2/O生化法+物化法污水处理形式,在实际设计中,优化细格栅、集水井、调节池、臭氧反应池、缺氧池、好氧池、二沉池、中间水池、深度处理反应池、三沉池以及V型滤池、接触消毒池设计,重点清除污水中的COD、TP、TN、NH3-N物质,经过该工艺处理后,园区污水得以有效净化,同时满足《城镇污水处理厂污染物排放标准》(GB18918—2002)中的一级A排放标准。
2 污水处理工艺及流程设计
2.1 污水处理工艺设计
2.1.1 预处理阶段
污水预处理主要是通过细格栅、提升泵房、调节池来实现的。预处理阶段工艺设计中,一级处理构筑物及设备相同,因此设计的重点在于二级处理深度处理工艺方案及的设计。该阶段内,可以采用水解酸化和臭氧氧化2种方式来增加进水中的BOD5组分。就水酸化处理来说,其能将众多大分子物质转化为小分子,提升废水可生化性,然而其处理过程需要转专性厌氧菌,该厌氧菌对于废水毒性的耐受能力较差,同时工艺应用需占据较大面积。因此该项目采用臭氧氧化工艺进行处理,在该工艺中,主要是对有机物分子中的难降解基团进行结构破坏,以此来改善废水的可生化性。
2.1.2 生化处理阶段
生化处理是整个污水处理的核心所在,在生化处理阶段,SBR工艺/ A/O工艺/改良型A/O工艺是3种较为常见的技术应用形态。
就SBR工艺来说,其本质上是利用曝气和静止沉淀间歇运行的一种活性污泥法,在实际应用中,通过进水、曝气反应、沉淀、排水和闲置等工艺的处理,可以有效地实现脱氮除磷处理。该方法自控程度高,应用灵活,确无泥污碰撞,适用性较高。
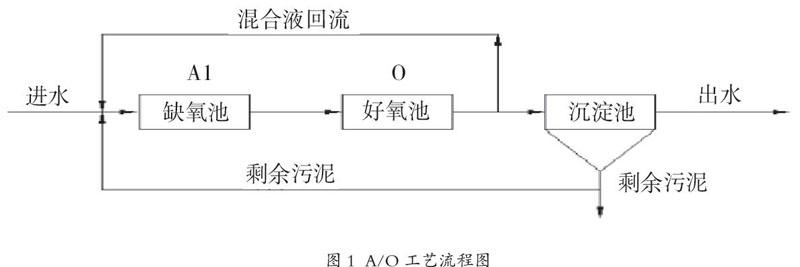
A/O工艺实现了缺氧段和好氧段的连接,其不仅具有有机物讲解的作用,而且除磷除氮按功能突出。该工艺流程图如图1所示。
改良型A/O工艺本身是一种复合型处理技术,其在生化载体技术的基础上,融合使用生物增效技术。该工艺将固体停留时间控制在50 d~100 d,这为微生物的繁衍提供了有利条件。从处理效果来看,该工艺对于难降解有机污染物及氨氮的去除效率较为突出,处理过程更灵活、快捷。
从实际处理效果来看,改良型A/O工艺的工程量适中,经济成本和废水处理质量突出,因此选择改良型A/O工艺作为该项目废水生化处理的主要工艺。
2.1.3 深度处理阶段
物化深度处理主要集中在二沉池后污水处理环节。该环节废水深度处理工艺包含活性炭吸附工艺、臭氧催化氧化、芬顿氧化工艺、类芬顿+斜板絮凝沉淀工艺等形式。废水处理过程中,如果单纯采用活性炭吸附工艺,则很难长期有效地实现废水稳定达标;而在芬顿氧化工艺体系中,废水处理的成本较高,劳动强度较大,腐蚀性较强。因此该项目采用类芬顿催化氧化+絮凝沉淀工艺进行废水物化深度处理。该工艺能在考虑废水中生化处理后残存有机污染物分子结构特点的基础上,综合考虑并控制反应pH、ORP、时间、加药种类、加药量和加药次序等条件,进而在固液分离中实现废水净化处理,经济质量效益较为突出。
2.1.4 消毒阶段
污水厂排出的废水含有较多的粪大肠菌群,这些菌群的数量保持在105个/L~106个/L,采用常规消毒方式,很难实现菌群的处理。在工业废水消毒中,物理消毒和化学消毒是2种主要的消毒方式。在该项目设计中,基于前期催化氧化工艺的应用,废水中CODCr含量小,色度良好,且出水浊度低,因此采用紫外线消毒工艺进行消毒处理,该工艺占地小、快速且无化学药剂,此外无二次污染。
2.1.5 污泥处理阶段
污泥处理需满足以下3个要求。1)注重污泥有机物含量控制,確保污泥稳定化。2)该工艺要能有效减少污泥体积,同时污泥处理费用较低。3)污泥处理工艺要减少有害物质,利用有害物质,同时尽可能地减少二次污染。由于该项目深度处理工艺,采用类芬顿工艺,投加了铁盐及石灰作为pH回调,污泥的沉降性及可脱水性较好,基于此,该项目采用直接浓缩,并利用板框脱水方式进行污泥处理,出水污泥含水率控制在60%以下。
2.2 工艺流程设计
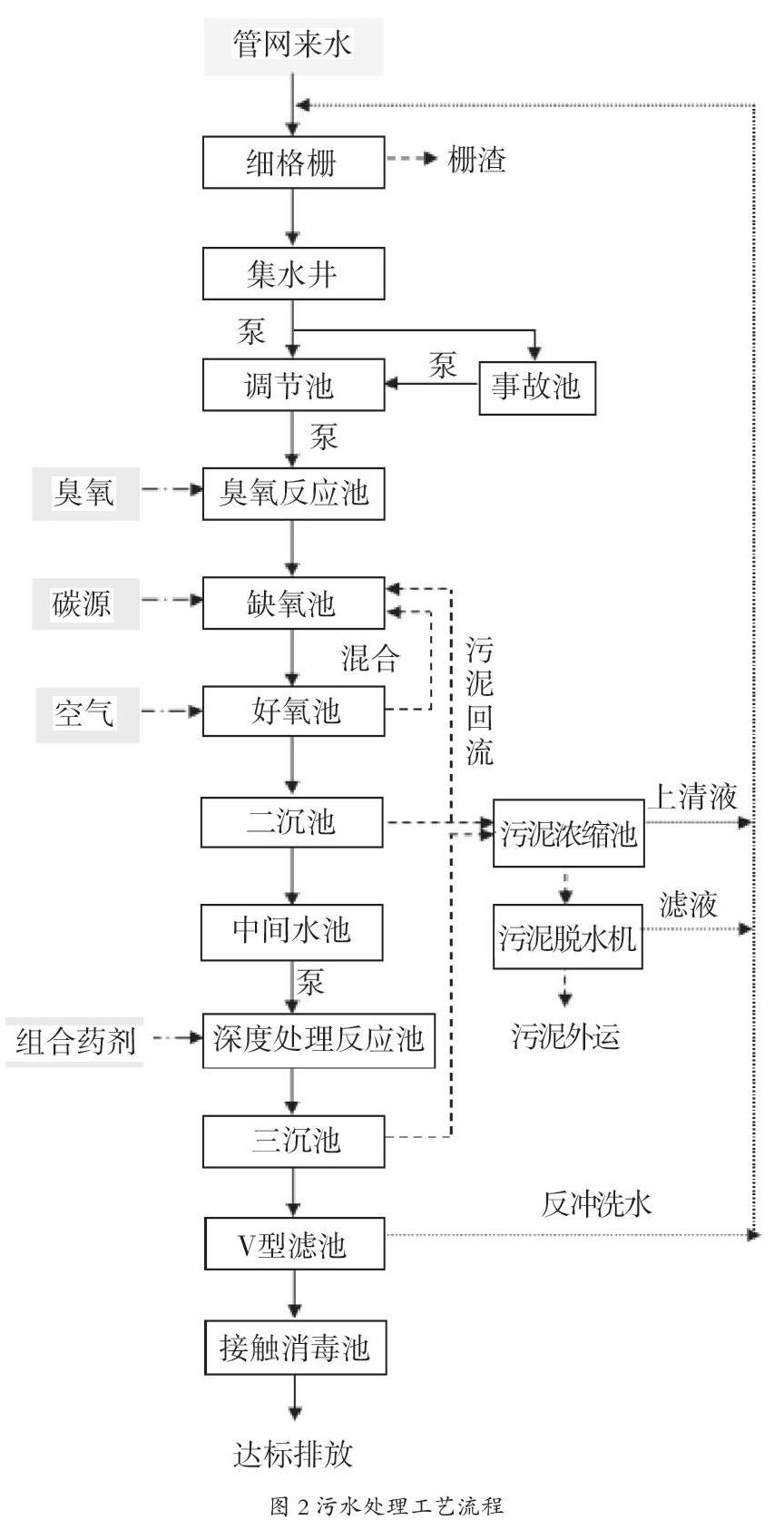
规范化的控制污水处理流程,能有效提升污水处理质量。该项目设计污水处理工艺:细格栅—>集水井—>调节池—>臭氧反应池—>缺氧池—>好氧池—>二沉池—>中间水池—>深度处理反应池—>三沉池—>V型滤池—>紫外消毒池。其具体工艺流程如图2所示[1]。
该项目污水主要来源于煤化工企业生产排水,这些污水经过预处理后,随着市政管线流向污水处理厂,并在提升泵房的集水井汇集。就处理厂集水井来说,其前面设置机械格栅,这些格栅能去除污水中的大颗粒悬浮物(SS)、漂浮物,有效地避免了后期处理中水泵、配件及管线堵塞问题[2]。将集水井设置在建筑的最低处,收集经过细格柵的污水,当水位到一定高度后,通过水泵将其抽至调节池。调节池的作用在于均匀水质,并且为后续工艺提供需要水量。经调节池处理后,污水进入臭氧反应池,需要注意的是,在调节出口附近需设事故池,当污水处理厂发生事故时,事故池用来存储未经处理的污水,这能有效避免污染事件发生。通过氧化反应池臭氧氧化,能实现有机物分子的降解破坏,提升废水可生化性,并进一步降低废水生物毒性。完成臭氧氧化处理的污水进入到改良型A/O生化池,采用改良A/O生化工艺,进行脱氮处理。随后,完成脱氮处理的废水在二沉池去除SS及部分COD,实现泥水分离。在深度处理反应池对生化出水中的难降解有机物进行进一步物化处理,并在三沉池中深度处理SS及部分COD。经深度处理废水进入V型滤池,在该池内,通过滤料对废水进行过滤,实现水中悬浮固体和部分细菌、微生物等的有效截留。最终在接触消毒池对废水进行消毒,并将消毒后的水引入会泳池待用。
2.2.2 水质要求
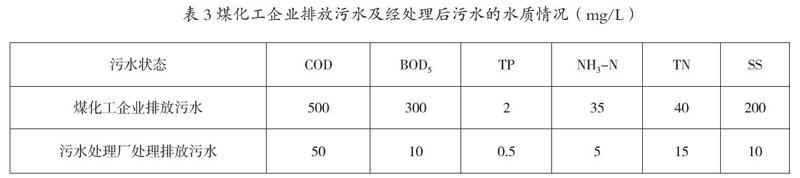
污水净化处理直接关系到人们的用水质量,在实际处理过程中,应关注污水水质的变化清理,确保经处理后,污水水质符合国家GB18918—2002处理排放标准。该污水处理厂处理中,煤化工企业排放污水及经处理后污水的水质情况见表3。需要注意的是,针对NH3-N物质的处理指标管理,要求在水温不超过12 ℃条件下,其质量浓度应不超过8 mg/L[4]。
3 主要构筑物及其参数
主要构筑物及其参数如下。1)来水渠道。尺寸B×H=0.8m×1m;地下-1m。2)细格栅渠道。地下钢砼结构矩形渠道尺寸B×H=1m×1.5m,设两道;地下-1.30 m,地上0.20 m。3)集水井及提升泵房。尺寸L×B×H=10 m×5 m×6.7 m,集水井设置3台提升泵。提升泵2用1备,Q=600 m3/h;H=10 m;N=30 kW。4)调节池。尺寸L×B×H=40 m×40 m×4.7 m,水力停留8h。设置4台双曲面搅拌机,该设备叶桨转速20 r/min~30 r/min,电机功率7.5 kW,设置3台潜无泵,Q=450 m3/h;H=10 m;N=22 k。5)事故池。尺寸L×B×H=40 m×20 m×4.7 m。设置2台提升泵,Q=180 m3/h;H=6 m;N=5.5 k。6)臭氧反应池。尺寸L×B×H= 60 m×3 m×5 m。水留1 h。设置臭氧反应器,设备气量70 Nm3/h~87.5 Nm3/h,臭氧浓度8wt%~10 wt%;冷却水量20 m3/h,功耗6 kWh/kgO3~8 kWh/kgO3。7)缺氧池。尺寸L×B×H=80 m×20 m×4.7 m,水流8 h。设置8台潜水推流器,设备叶浆转速52 r/min;叶浆直径1 800 mm。8)二沉池。尺寸Φ28 m×4 m,有机溶剂2250 m3。准备2套全桥周边传动刮泥机,电机功率2×0.55 kW。设置3台卧式混流泵,设备Q=444 m3/h;H=5.4 m;N=11 kW。9)中间水池。尺寸10 m×10 m×4.5 m;地下-2.30 m,地上2.20 m。中间提升泵:Q=450 m3/h;H=10 m;N=22 kW。设备数量:3台,2用1备※MMCR反应器:外形尺寸Φ×H=3.0m×8.0m,处理能力5 000 m3/d;壳体材质为碳钢防腐,磁体材质为钕铁硼永磁;配套设备数量为4套。10)深度反应池。尺寸L×B×H=20 m×5 m×5 m。停留1h。设置双面搅拌机、絮凝搅拌机共4台。11)三沉池。尺寸20 m×10 m;地下0.00 m,地上5.00 m。池数:1座4格。表面负荷为4.2 m3/m2·h。
主要设备:非金属链条刮泥机 4台套12)V型滤池。总容积1 100 m3,设计流量Qave=840 m3/h,设计滤速为7 m/h。冲洗强度为空气冲洗15 L/m2·s,水洗强度4 L/m2·s。13)消毒渠。尺寸B×H=18.5 m×2.1 m。设置一套紫外消毒装置,低压高强紫外灯320 W;共90支,自动清洗,总功率33.22 kW。
4 运行效果分析
4.1 处理效果分析
该污水处理厂原污水的数量较大,且水质波动大,含盐量高且不稳定,具有色度高、B/C低,总氮含量高、F-含量高的特点。水厂扩建以后,通过类芬顿工艺进行污水深度处理,有效地去除了水中的COD、TP、TN和NH3-N成分,达到了污水净化的目的。经处理后,污水处理厂出水指标满足GB18918—2002处理排放标准,不仅保障了工业园区的稳定发展,而且避免了排水对周围环境的影响,生态效益突出。
4.2 成本分析
为了进一步提升污水处理厂污水处理效率,在A2/O生化法+物化法应用中,还应注重设备排污设备成本的有效控制。该 项目建成后,年平均总成本2 273.40万元,运营期内正常年单位处理总成本4.65元/t,同时单位污水处理经营成本3.43元/m3,经营成本1 688.13万元。
工程项目前期会投入一定的建设成本,然而从污水净化效果来看,其污水净化效率有所提升,从长远角度来看,其有利于污水处理厂污水处理成本控制,提升污水处理厂实际的经济效益。
5 结论
结合郓城县第二污水处理厂扩建工程设计实践可知,在污水处理厂污水净化处理中,采用A2/O生化法+物化法进行污水净化处理工艺,有效地降低污水中的COD、TP、TN、NH3-N成分,提升污水处理经济效益。在实际建设中,还应结合实际的工艺需要和水质需要,进行生化反应池、二沉池、高效沉淀池系统设计,以此来提升污水处理质量,保证企业生产效益。
参考文献
[1]计建洪.A2/O生化法+物化法组合工艺处理废水工程实例[J].天津化工,2020,34(1):44-46.
[2]刘晓强,王睿丽.污水处理厂A2/O生化池紊流作用对推流器运行的影响[J].低碳世界,2019,9(8):46-47.
[3]张晖.污水处理脱氮除磷新工艺与原理探究[J].科技经济导刊,2019,27(18):93,125.
[4]倪长虹.论物化法强化脱氮污水处理工艺[J].科技经济导刊,2018,26(24):106.
