关于一种砂轮式自动划片机冷却水罩的结构设计
2020-09-04王明威
王明威 吴 坤
(郑州工商学院,河南 郑州451400)
全自动砂轮式划片机是以强力砂轮薄片磨削为划切机理,利用高速运转的空气静压主轴带动刀片,以3 万转/分钟到6万转/分钟(或更高)的转速划切晶圆,由精密滚珠丝杠和超精密直线导轨,通过伺服电机和光栅尺等下位机和工控机软件系统上位机的控制,将砂轮薄片刀刃精确定位在被加工材料上,最终形成具有微米级精度的深度和宽度的切口将材料切开,这个过程被称为划片或划切(Dicing Saw)。砂轮式划切工艺质量和效率受切片机整机精度、主轴转速、划切进给速度、砂轮刀片质量、砂轮刀片厚度等因素影响。除了这些影响因素外还有一个重要因素是划切中的冷却效果。
1 划切过程中冷却水的重要作用
由于全自动砂轮划片机在划切工作中主轴高速旋转,在切割硅集成电路、发光二极管、铌酸锂、压电陶瓷、砷化镓、蓝宝石、氧化铝等材料的划切加工时,砂轮刀片与材料的接触处会产生很高的温度,带有一定压力的划切冷却水(净化、过滤、去离子),在划切过程中不仅能起到冷却保护厚度为0.02~1.5mm的砂轮划片刀的作用,还可以防止产生火花、电击、电弧现象,同时可以冲掉划切过程中产生的的碎粒、碎屑,减少划切对象表面的碎屑污染,提高划切质品的精度。如果冷却水在划切中不稳定,如压力不足、水量突然减少、喷洒不到位等现象,就会出现划切刀痕加深,砂轮刀片崩边,严重时会划伤切片机的工作台、砂轮刀体打火、划切部位烧糊、砂轮刀体卡在制品中、刀具损坏,以至于划切制品报废,影响主轴和划片机整机精度。只有在划切过程中提供流量和温度稳定的冷却水,才能保证划切品质。冷却水的调节包括喷嘴方向、大小、高低、流量大小、冷却水喷射角度。只有保证良好的冷却效果,才能保证良好的划切品质。这就要求设计一种冷却水罩,将冷却水均匀准确地喷射到砂轮刀片端面两侧以及径向划切刀刃中,保证划切制品的的质量和精度。
2 冷却水罩的整体设计思路
本文砂轮式划片机主轴采用的是一款国产空气静压主轴,主轴内部有冷却水系统和提供划切冷却水的通道,主轴前端有三个出水口。如图1 所示,关键尺寸为三个出水孔分布在覬56 的圆上,圆心为主轴的轴线,三个出水口在覬56 的角度为出水口1与出水口2 角度111°,出水口2 与出水口3 的角度为69°。故设计基准为主轴的轴线。由于划切刀的直径有覬52、覬54、覬56、覬58、覬76、覬78、覬100、覬117 等不同规格,要求冷却水高度能够可调,砂轮刀片在主轴前端靠刀盘座和刀盘盖定位和固定,砂轮刀片分软刀和硬刀,刀盘也分软刀盘和硬刀盘,实际操作中会根据划切制品要求经常更换刀盘和砂轮划切刀片,砂轮划切软刀片装配图如图2 所示,装配关系从前至后为主轴锁母、刀盘锁母、刀盘前盖、砂轮软刀、主轴。设计要求保证砂轮刀片砂轮刀片前后端面能够得到冷却,故冷却水罩总体采用分体式,图1所示的出水口1 和出水口2 用来给冷却砂轮刀片的前后端面供水,把这部分冷却装置设计成左冷却水罩,出水口3 用来给冷却砂轮片的径划切刃供水,把这部分设计成右冷却水罩。
3 左冷却水罩设计
考虑刀盘和砂轮划切刀片经常拆卸的特点,左冷却水罩设计成前后分体两部分左前冷却水罩和左后冷却水罩,左前冷却水罩用来冷却划切刀片的前端面,左后冷却水罩用来冷却划切刀片的后端面,左后冷却水罩安装在主轴出水口的端面上固定不动,左前冷却水罩固定在左后冷却水罩上能够满足经常拆卸的要求。
3.1 左后冷却水罩的设计
左后冷却水罩设计要求是能够把主轴提供的出水口1 和出水口2 引出来喷射到砂轮划切刀片的后端面,同时保证能够把冷却水引到左前冷却水罩。设计基准为主轴轴线,安装固定孔为主轴出水口端面上2xM4 的两个螺纹孔(位置如图1 所示)。设计考虑的尺寸因素还包括主轴的前止推轴承(位置如图2 所示)径向和轴向尺寸、刀盘后座尺寸、砂轮软刀的尺寸等,还要保证密封出水口不漏水,左后冷却水罩由左后冷却水罩罩体和左后喷嘴组成,左后冷却水罩采用耐磨材质黑色聚甲醛,左后喷嘴由两个304 不锈钢管组装而成,左后冷却水罩的结构如图3 所示。
左后冷却水罩的出水口1 和出水口2 与主轴端面上的出水口1 和出水口2 安装配合,中间为了防止漏水增加橡胶圈进行密封,冷却水通过水流道进入左后喷嘴,通过方向向前的三个宽度0.3mm 的方槽孔喷射到划切刀片的后端面,覬8 盲孔出来的冷却水供给左前冷却水罩,左后喷嘴通过调节螺母调节喷嘴高低,满足冷却水高度可调,符合外径不同的划片刀的冷却要求,覬8 盲孔与水流道相通用以给左前冷却水罩提供冷却水,图3 中的2x覬4.5 与图1 中的2xM4 的螺纹孔通过两个M4 的内六角不锈钢螺钉固定配合,把左后冷却水罩固定在主轴出水口端面上,左后冷却水罩罩体的倒角是为了避开刀盘后座的干涉,各水流道在左后冷却罩体端面的孔用密封胶加不锈钢螺钉封堵防止漏水。
3.2 左前冷却水罩的设计
左前冷却水罩设计要求是能够把左后冷却水罩φ8 盲孔提供的出水口引出来喷射到砂轮划切刀片的前端面。设计基准为主轴轴线和左后冷却水罩,安装固定孔为左后冷却水2xM4的两个螺纹孔(位置如图3 所示)。设计考虑的尺寸因素还包括刀盘前盖(位置如图2 所示)、砂轮软刀外径等,还要注意密封保证出水口不漏水,左前冷却水罩由左前冷却水罩罩体和左前喷嘴组成,左前冷却水罩也采用耐磨材质黑色聚甲醛,左前喷嘴由也由两个304 不锈钢管组装而成,左前冷却水罩的结构如图3 所示。
左前冷却水罩罩体的覬8 盲孔与左后冷却水罩罩体的覬8 通过接套连接,接套为中空结构,材质为304 不锈钢,冷却水可以通过接套到达左前水流道,为了防止漏水接套上增加密封圈进行密封,冷却水通过水流道进入左前喷嘴,通过有三个宽度0.3mm 的方槽孔喷射到划切刀片的前端面,左前喷嘴通过调节螺母调节喷嘴高低,满足冷却水高度可调,符合外径不同的划片刀的冷却要求,图3 中的2xM5 与图4 中的2xM5 的螺纹孔通过两个M5 的不锈钢材质的不锈钢螺钉固定配合,把左前冷却水罩固定在左后冷却水罩上,考虑左前冷却水罩经常拆卸的特点,拧紧螺钉头部外圆做了滚花设计,为了保证拆的过程中拧紧螺钉不被完全掉下来,拧紧螺钉做成中间部分为φ4 外圆,端部为M5 螺纹,左前冷却罩罩体2xM5 螺纹孔处增加了两个φ6 沉头孔。左前冷却水罩罩体和左后冷却水罩罩体之间的安装定位通过φ6 的销钉和接套,满足了一面两销的定位原理。
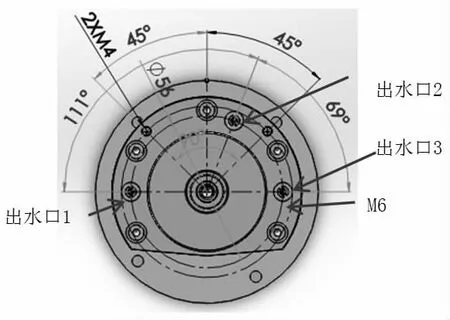
图1
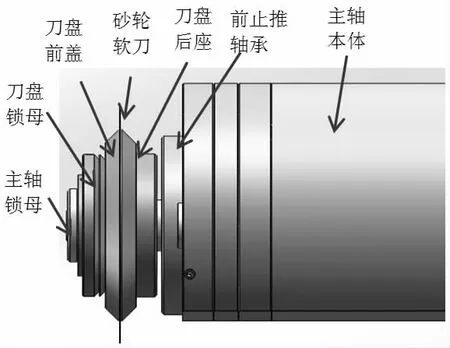
图2

图3
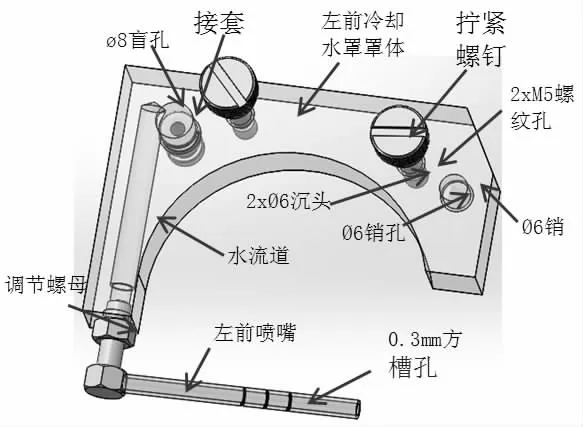
图4
4 右冷却水罩设计
右喷嘴设计要求是能够把主轴提供的出水口3 引出来喷射到砂轮划切刀片的径向切削部位,是冷却水罩设计的最核心的部分。设计基准为主轴轴线,安装固定孔为出水口3 内部的M6螺纹孔(位置如图1 所示)。设计考虑的尺寸因素包括主轴的前止推轴承(位置如图2 所示)、左冷却水罩径向和轴向尺寸、刀盘后座尺寸、砂轮软刀、刀盘前盖等尺寸。右冷却水罩由中空螺钉、密封圈、密封垫片、过渡板、喷嘴套、中心轴、右喷嘴组装而成。
右冷却水罩的冷却水通过中空螺钉和主轴出水口端面的出水口3(如图1)引出,冷却水通过中空的过渡板到达中空的中心轴,再通过中间有环槽结构的喷嘴套到达右喷嘴,喷射到砂轮划切刀片的径向切削部位。为了防止漏水增加密封圈和密封垫片进行密封。除了密封圈和密封垫片采用橡胶材质,其它零件均采用不锈钢材质。过渡板与中心轴、右喷嘴和喷嘴套之间选用过盈配合并加密封胶防漏水。过渡板可以围绕中空螺钉旋转,喷嘴套可以围绕中心轴旋转,目的是通过调节右喷嘴的角度满足外径不同外径的划片刀的冷却要求。
5 结论
通过此设左冷却水罩可以冷却砂轮划切刀片的前后端面,右冷却水罩可以冷却划切刀片的径向划切部分,为其他主轴的划片机冷却水罩的设计提供了思路。