输电线路大规格高强度钢材低温力学性能研究
2020-09-04刘生昊王烨迪
刘生昊 徐 斐 王烨迪
(1、国网青海省电力公司建设公司,青海 西宁810000 2、电建武汉铁塔有限公司,湖北 武汉430010)
1 概述
2008 年,在我国南方各省,突然爆发了大雪灾,由于覆冰造成的塔身偏重和钢材强度不足等原因,导致输电铁塔的大规模倒塌,造成大面积的停电,不仅给人民生活带来极大的不便,还对我国的经济建设造成了极大的损失[1]。说明我国迫切的需要增强输变电技术的研究,来提高我国铁塔的制造质量和制造水平。
为了加强铁塔承载能力,同时减轻塔重、特高压输电线路铁塔的塔材采用低合金高强钢,如Q345、Q420 和Q460 等钢材,可以加强铁塔的承载能力、减轻铁塔的重量、节省铁塔钢材的消耗,从而提高经济效益[2]。
本文项目来源于德令哈(托索)750kV 输变电工程,故针对Q420 高强钢的生产、制造和应用等相关问题进行了调研,发现在全国范围内9 条线路工程的建设中进行试点,其中包括:武北~锡东南π 接入锡西南线路、500kV 辽吉线路、750kV 兰州东~宁东线路等。
这些输电线路工程的共计长度为964km,其中有9800 吨角钢钢材和938 吨钢板钢材采用的是Q420 高强钢,最后统计约节省工程造价560 万元[3]。
2 高强钢应用参数研究
2.1 钢材性能参数比较
钢材的强度设计值,根据《GB 50545-2010 110kV~750kV架空输电线路设计规范》[4],应按表1 的规定确定。如表1 所示,可以直观的看出Q235 碳素结构钢、Q345 和Q420 低合金高强钢的强度设计值和不同钢材之间的提升比例。
2.2 四种塔型的理论经济性比较
本文选取了四种常用塔型作为例塔,分别为:500kV 和750kV 直线角钢塔及其耐张角钢塔。
采用的钢材分别为Q345 钢和Q420 钢来进行计算,通过塔材的消耗的重量以及钢材的价格比较,得出在特高压铁塔上应用Q420 高强钢的经济效益。综合这四种塔型的计算比较结果[3],见表2。
如表2 可知,随着铁塔的荷载和主材规格的增大,应用Q420 高强钢的塔材耗量和成本价都有所降低。所以在特高压输电线路中合理的应用高强钢,不仅通过可以减少铁塔的重量、延长铁塔的使用寿命,带来经济效益,还可以通过减小线路走廊、缩小占地面积,从而带来社会效益。

表1 钢材强度设计值

表2 四种塔型计算比较结果
3 高强钢焊接力学性能试验研究
3.1 试验概述
高强钢强度提高,其焊接性也随之变差。Q345 低合金高强钢的强度适中、焊接性极佳,所以应用较为广泛。而《GB50661-2011 钢结构焊接规范》[5]中将Q420 划分为较难焊接金属,Q460 划分为难焊接金属。
本项目来源于德令哈(托索)750kV 输变电工程,故针对Q420B 钢材进行试验研究。其中《GB/T 228-2002》、《GB/T 13239-2006 》为拉伸试验参考标准;《GB/T 229-2007》为冲击试验参考标准;《GB/T 2975-1998》为试验试样的加工取样参考标准。
3.2 拉伸试验结果分析
首先,将同一种试验钢材,在相同试验条件下的得到的抗拉强度和屈服强度结果取平均值,然后,得到Q420B 母材和焊接接头的抗拉强度和屈服强度,在40℃、20℃、0℃、-20℃和-40℃的强度变化曲线,如图1 所示。
由图1 可以发现,两种钢材的抗拉强度和屈服强度都随着温度的降低而升高。通过拉伸试验可以很直观的发现,焊接会破坏高强钢的强度。
3.3 冲击试验结果分析
本文研究冲击功和温度关系的函数为Boltzmann 函数,表达式为式(1)
y=A1-A21+e(t-t0)/Δt+A2 (1)
其中:函数y 为冲击功(J);A1、A2 分别为上下平台能(J);t0和Δt 表征了材料的温度特性,t0 代表韧脆转变温度(℃),Δt反映韧脆转变速率(℃)。

图1 强度变化曲线
将Q420B 母材和焊接接头的试验结果根据Boltzmann 函数进行分析,如图2 所示。
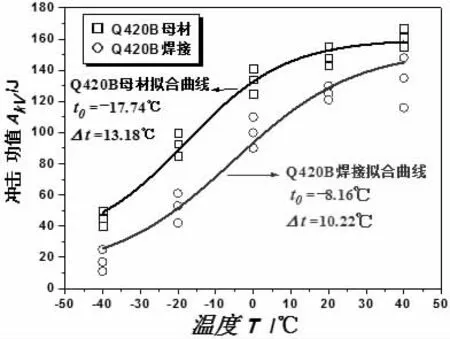
图2 冲击试验结果
如图2 所示,随着温度的降低,两种材质的角钢的冲击功值会降低,同时可以发现,到达韧脆转变温度点之后,冲击功值随温度的下降速度增加。
从图2 中还可以看出,在40℃、20℃,0℃,-20℃、-40℃五个温度点,Q420B 焊接接头的冲击功值的平均值都比其母材低,说明焊接会破坏高强钢的韧性。
4 高强钢焊接加工工艺研究
输电铁塔对塔材的焊接工艺要求很高,不仅需要焊材与母材具有相当的强度、韧性和塑性,还需要其焊后裂纹率低,不出现层状撕裂现象。通过对高强钢在输电线路工程中的应用情况进行调研,发现铁塔塔材的冷加工工艺,对于高强钢和普通钢区别不大,并且高强钢的剪切、制弯、火曲和打孔等主要加工工艺可以满足要求;但是在高强钢的焊接塔材过程中,避免冷裂纹和层状撕裂等现象的加工技术能力有所欠缺,所以高强钢的焊接加工工艺需进一步完善。
4.1 质量控制工艺
只有保证了焊接工艺的合理性和有效性,才能保证低合金高强钢焊接接头的良好焊接质量。在高强钢加工及焊接时,必须对每个工序做好记录,并且对每一道工序加强质量控制、焊接过程的管理和结果的检验。
4.2 焊后冷裂纹防止措施工艺
虽然高强钢有良好的力学性能,但是由于低合金高强钢的碳当量偏高,使其焊后冷裂纹、热裂倾向和再热裂纹出现概率增加。这种焊接劣化现象对高强钢在输电线路工程中的应用推广极为不利。
5 结论
根据输电线路工程中,铁塔的设计和实际生产情况,优化高强钢的焊接加工工艺,加强各工序的质量控制,来保证焊后冷裂纹防止措施工艺的实施,可以保障高强钢在铁塔应用中的可靠性和安全性。在工业制造中,自动化焊接技术可以降低劳动强度、提高焊接效率,在保证焊接质量的基础上,推广自动化焊接技术将成为制造工业现代化发展的必然趋势。
