烧成窑炉、干燥窑走砖的影响因素分析
2020-09-02程建马梦兰
程建 马梦兰

摘 要:随着建陶行业产品不断更新变化,对窑炉设备的要求也愈来愈高。本文从干燥窑、烧成窑炉两方面对走砖的影响因素进行分析,并对影响走砖稳定的窑炉技改提出了相应建议,以期与广大生产技术人员探讨,促进陶瓷烧成窑炉、干燥窑走砖稳定。
关键词:烧成窑炉;干燥窑;传动走砖;影响因素
1 前 言
近年来,随着陶瓷大板的流行,瓷砖规格越做越大,其对生产设备也提出了更高的要求。尤其是起着关键作用的窑炉,必须要重新投资或技改,窑炉的长度和窑炉内宽在不断地加长与加宽,对窑炉传动走砖的要求也愈来愈高。
而目前陶瓷行业的部分窑炉、干燥窑都是在21世纪前十年投入生产的,窑炉、干燥窯传动配件也相对老旧,直接影响了窑炉、干燥窑走砖的稳定性。因此,本文从干燥窑、窑炉两方面对走砖影响因素进行分析。
2 干燥窑走砖影响因素分析
干燥窑传动走砖要好,需从以下几个因素考虑:
2.1 干燥窑铁棒对走砖的影响
以目前行业上常见的双层干燥窑为例,一般内宽3500 mm左右,走3片800 mm×800 mm或4片600mm×600 mm规格的瓷砖。干燥窑投产前需做2步工作:①对铁棒进行校直。目的是保证砖坯运行过程中,铁棒不甩动,进而保证走砖的平稳及避免砖坯相撞;②对铁棒表面进行打磨。打磨的作用是清理铁棒上的棒钉,棒钉的存在会影响干燥砖坯的正常运行,存在发生裂砖的风险。
目前行业上的瓷砖越做越大,越做越厚,对干燥铁棒厚度要求也更大。常规产品干燥铁棒厚度在3.8 mm左右,而生产厚砖则需加厚到4.2 mm,以满足干燥窑平稳走砖。
2.2 传动设备对走砖的影响
传动安装完成后,需对干燥窑整体传动水平进行调整,以保证传动在一个水平面上平稳运行,特别是要检查每节箱体连接处的传动水平,避免因传动高低落差而造成干燥机械裂砖。部分场地因干燥窑基础下沉,需每年对干燥传动水平进行调整,保证干燥窑走砖的平稳及减少机械裂砖。
2.3 干燥框架对走砖的影响
干燥框架对角线长度不一致,会导致干燥走砖往一边走,存在砖坯相撞及触碰干燥边缘的风险,因此干燥框架制作过程中,需严格保证框架对角线的误差在相对范围之内;另外生产多年的干燥窑,因热应力或干燥基础的变化,也会造成干燥框架对角线不一致,影响干燥走砖。
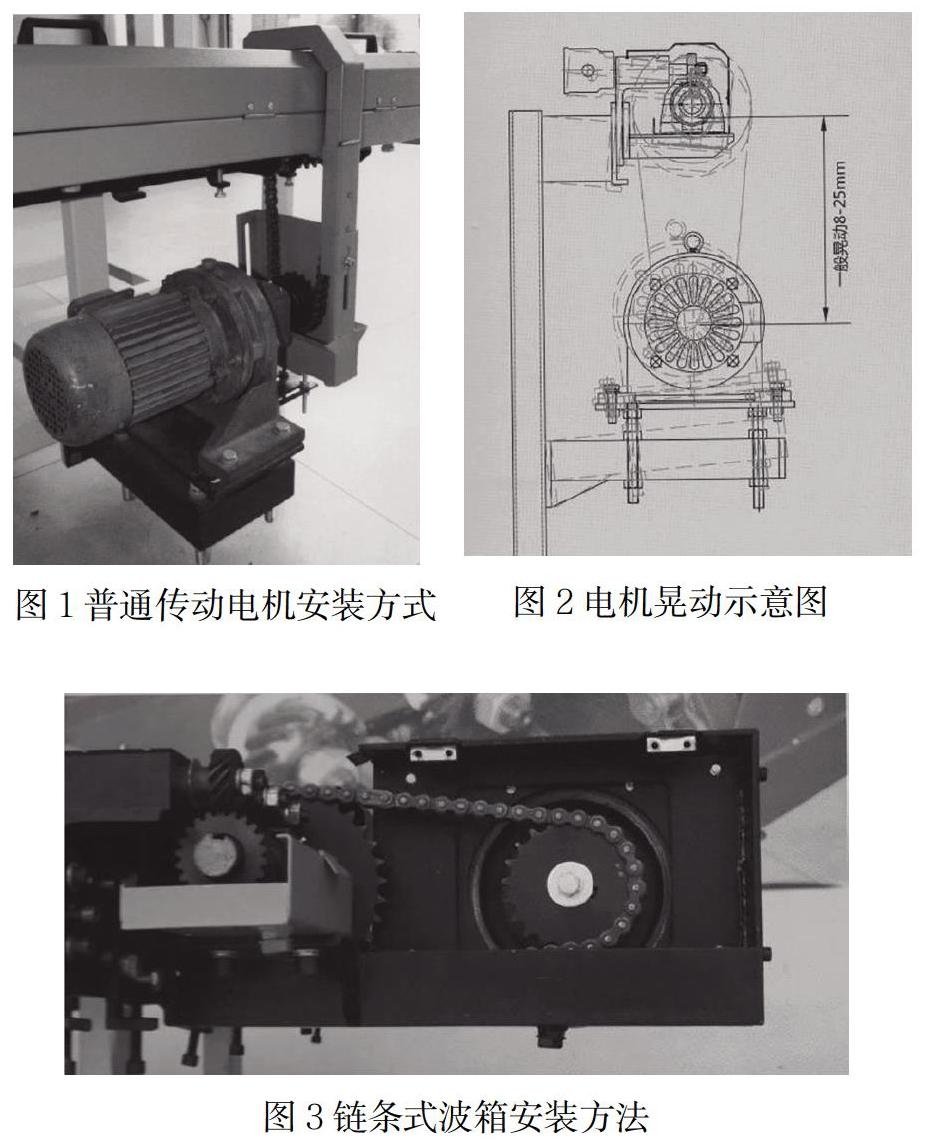
2.4 传动电机安装方式对走砖的影响
普通传动电机采用如图1所示的安装方式,它在电机启动时会产生如图2所示的晃动,造成砖坯有裂砖隐患和主动边走得快的问题。而采用如图3所示的链条式波箱安装方法,因主动、被动链轮都在一个波箱上,从而抵消电机启动时的抵抗力,使得启动平稳,避免因电机启动时发生晃动对砖坯造成损害。
3 烧成窑炉走砖影响因素分析
烧成窑炉传动走砖要好,需从以下几个因素考虑:
3.1 陶瓷辊棒对走砖的影响
陶瓷辊棒的直线度、同轴度精密度越高,对窑炉走砖效果也越好;烧成温度越高、内宽越大、产品越厚的窑炉,对陶瓷辊棒的要求也就越高;根据不同产品类型及规格,一般选用不同规格、不同厚度的辊棒。当窑炉产量比较大时,烧成产品所携带的热量较高,急冷后的普通瓷棒有变形的风险,间接导致走砖变差,所以急冷后到出窑全部使用齿轮棒(花纹棒),有利于控制走砖的稳定;当窑炉生产20mm~30 mm厚的产品时,同等瓷棒所承受的重力比之前要大2~3倍,因此要求瓷棒的刚性要比较高,笔者建议排烟段及前温段使用金刚GF95系列辊棒,中温及高温区使用GF98系列辊棒,急冷区使用SK95及VJ95系列辊棒,缓冷及出窑使用齿轮棒。
3.2 孔砖对走砖的影响
陶瓷厂每年经过大改或窑墙维修后,都需要对孔砖进行校正,点火前进行冷调一次,确定孔砖不会磨棒;升温到正常生产过程中需要一直跟进,防止孔砖磨棒从而导致跳棒,影响窑炉走砖。
3.3 传动加工件精度对走砖的影响
一般来说,传动件精密度越高,窑炉走砖效果越好。主要考虑如下几个因素:
(1)各传动主轴的光洁度、直线度和同轴度;
(2)各斜齿轮和差速齿轮自身的齿距,以及相互间的啮合度;
(3)各辊棒套筒(俗称“手榴弹”)的套筒内径,套筒中心线与套轴轴芯中心线是否在同一直线上;
(4)套筒与辊棒间隙;
(5)从动边支承板的加工精度;
(6)端口卡槽与辊棒套筒上卡簧的咬合度;
(7)传动铝座形式。目前市场上存在多联铝座和单联铝座,多联铝座对传动调整走砖存在较大的难度,现在新做的及改造的窑炉基本上都采用单联铝座形式。
3.4 传动电机安装方式对走砖的影响
传动电机安装方式对窑炉走砖的影响与上文分析的“传动电机安装方式对干燥窑走砖的影响”一致。另外,目前高品质产品及大规格产品大多使用如图4所示高精密传动,使用齿轮箱传动电机,这种传动及电机安装形式,具有传输平稳、无需链条作为传输介质等优点。
3.5 传动水平对窑炉走砖的影响
陶瓷厂进行年底维修工作或传动及窑墙等改造时,都需对传动水平进行调整,而在传动打水平之前,还有几个前提步骤需要完成。
(1)检查窑体框架。一般窑炉都是控制微正压的压力气氛,如果部分窑炉保温材料烧坏,漏火严重,会直接烧窑体框架,造成框架变形,此处传动水平也会不平;
(2)检查窑炉基脚盒。许多厂方窑炉管理人员不注重基脚盒问题,使之生锈及灰尘堆积严重(如图5所示),影响基脚正常滑动,导致窑炉框架不能随升降温正常位移,结果会导致基脚螺杆变形、耐火材料裂开、高低箱框架连接处箱体拉开等情况,直接影响窑炉传动走砖情况。因此笔者公司在做改造时都会建议清理窑炉基脚。
(3)检查框架水平。如果窑炉基础不结实,基本每年都会下沉一段距离,导致窑炉框架水平不齐,容易造成耐火材料断裂及走砖差的情况发生。因此基础差的窑炉建议每年都需把框架整体抬高(如图6所示),保证整体水平一致。
4 结 论
笔者通过不断走访陶瓷厂,和厂方窑炉管理人员沟通,分析了烧成窑炉、干燥窑走砖的影响因素。综上所述,影响窑炉走砖稳定的因素众多,但主要集中在辊棒、传动设备、电机、窑炉框架等方面,现实生产中需根据实际情况进行调整。
