加氢精制腐蚀风险分析与控制措施
2020-09-02李健
李健
(中国石油天然气股份有限公司锦西石化分公司, 辽宁 葫芦岛 125001)
某石化公司加工的原油为大庆原油、辽河高酸原油为主,掺炼俄罗斯原油的多种含硫、高氯、高氮原油。一次、二次加工装置的设备腐蚀防护体系逐年加固[1]。100万吨/年汽、柴油加氢精制装置加工焦化汽、柴油和直馏柴油,采用冷高分流程,为加强装置腐蚀介质监控,结合加氢装置特有的腐蚀机理,开展了积极有效的腐蚀防护工作。
1 腐蚀控制措施
1.1 处理量控制
本装置加工负荷控制在设计能力的60%-110%范围内,有效地防止了加工负荷较低的情况下结盐点前移造成的腐蚀风险,以及加工负荷较高时结盐、冲刷腐蚀风险加剧的情况。
1.2 加工原料质量控制
结合装置实际情况,若进装置原料氮含量过高,可以适当降低焦化出装置柴油的加工比例;若混合原料氮超标时,可以考虑在焦化柴油沉降罐入口注水洗涤氮、沉降,降低10%左右的无机氮。
进装置混合原料的硫、氯、氮、水含量的分析项目及指标要求见表1。

表1 混合原料分析项目及指标要求
1.3 新氢与循环氢质量控制
加强新氢和循环氢中氯化氢含量分析监测,以及循环氢中硫化氢含量的分析监测;每次检测发现循环氢气脱后的硫化氢含量超过0.1%(V)或1390mg/m3时,适当提高高压换热器系统的注水量。新氢、循环氢中氯化氢、硫化氢的分析项目及指标要求见表2。

表2 新氢、循环氢分析项目及指标要求
1.4 高换系统结盐与腐蚀控制
1.4.1 温度控制
(1)Kp值和结盐温度
按照装置混合原料中总氯含量1µg/g、氮含量2600µg/g、硫含量1.4%和总氯含量1µg/g、氮含量1756µg/g、硫含量0.254%分别估算高换前Kp值和氯化铵结盐温度,并分别估算高压空冷前Kp值和硫氢化铵结盐温度[2],计算结果见表3。
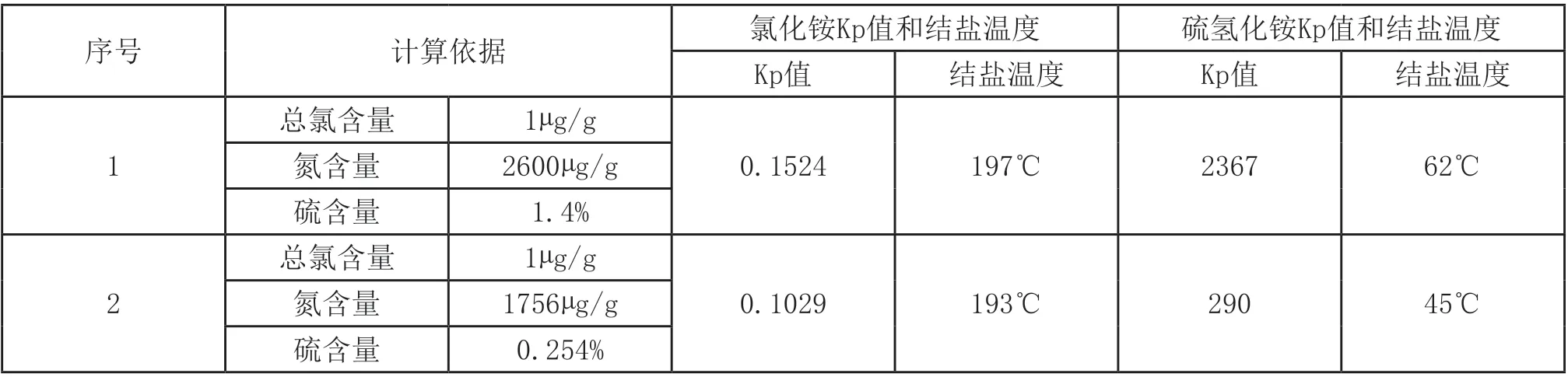
表3 氯化铵/硫氢化铵Kp值和结盐温度计算
(2)高压换热器物料侧出口温度控制
根据Kp值和结盐温度计算,控制生成油—反应产物换热器(E-2)反应物流出物料侧出口温度不低于211℃,冷混氢油—反应产物换热器(E-3)反应物流出物料侧出口温度不低于76℃。1.4.2 注水量控制与注水方式优化
(1)注水量控制
E-3出口温度降低为100℃以下时,E-3后(高压空冷前)的注水量至少应控制在3t/h(E-3之前注水量为11t/h的基础之上)。注水量根据装置的加工量变化,以及低压分离器(D-2)切水分析各项指标的达标情况进行适当调整[3](见表4)。
(2)注水方式优化
通过CFX流体模拟计算软件模拟图1的四种注水方式,得出结论:注水应选择注在立管上,且方式4采用喷嘴可以使水滴更好地分散,使两相混合均匀,效果最好[4]。
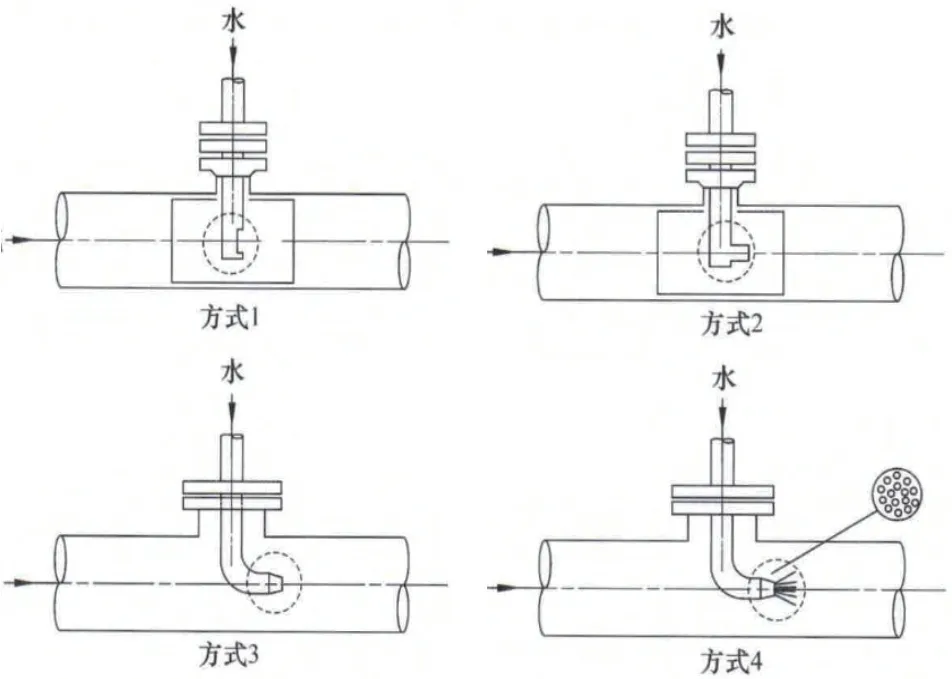
图1 四种注水方式示意图
1.4.3 低压分离器(D-2)和塔顶回流罐(D-4)切水控制
根据低压分离器(D-2)和塔顶回流罐(D-4)切水分析情况,进一步调整高换系统的注水量。切水分析项目及控制指标要求见表4。

表4 低压分离器(D-2)和塔顶回流罐(D-4)切水分析项目及控制指标
1.5 分馏塔顶低温部位腐蚀控制
1.5.1 塔顶露点温度控制
按目前装置低分油流量75t/h,其中带水1000ppm、分馏塔(C-1)塔顶汽油20t/h、富气500Nm3/h,核算分馏塔顶露点温度为29℃。为了控制塔顶内部腐蚀,控制分馏塔顶操作温度在露点温度至少14℃以上,即控制在43℃以上。
1.5.2 塔顶注剂控制
装置分馏塔顶馏出线注缓蚀剂,按1:8至1:12比例用除盐水进行稀释。
(1)缓蚀剂质量控制
避免使用含有无机氨的助剂,加强缓蚀剂入厂质量指标检验,并开展了缓蚀剂实验评价,考察了乳化性能、成膜性能、缓蚀性能、配伍性能等关键性指标,确保了缓蚀剂质量合格。
(2)注剂量调整
首先在做好高压换热器系统注水与切水控制的基础上,为减缓分馏塔顶结垢、防止空冷焊口应力腐蚀开裂,不断优化注剂方案努力控制pH在6.5-9.0范围内,初步按照注剂与除盐水1:16的方式配剂加注后,监测pH是否在6.5-9.0范围,如超出范围,再试验注剂与除盐水1:32的方式。
(3)注水点增设雾化喷头,保证注水冲洗效果。
1.6 脱硫塔顶低温部位腐蚀控制
装置脱硫塔( C - 3 ) 顶部材质为Q 2 3 5 A/0 C r 1 3,塔顶冷却器(E-8)材质为0Cr17Ni12Mo2,塔顶回流罐(D-21)材质为0Cr17Ni14Mo2,塔顶管线材质均为321,材质选择相对较高。脱硫塔顶设计温度为69℃,实际运行温度为40℃。
脱硫塔塔顶回流罐不做切水分析。加氢原料经反应系统、分馏塔系统后,已经去除了大部分氯、硫、氮等腐蚀性介质,主要是汽油组分,含水量低,塔顶低温系统主要存在一定的H2S-HCl-H2O腐蚀,由于腐蚀介质含量较低,对系统的腐蚀风险较低。
1.7 加热炉烟气露点腐蚀控制
通过燃料气硫化氢或烟气中SO3气体浓度含量估算烟气露点温度,并用烟气露点测试仪监测烟气露点温度,控制排烟温度在烟气露点温度8℃以上。
2 定点测厚重点部位
依据腐蚀原理并结合装置实际,确定反应加热炉(F-1)的冷路控制阀组、高换前后注水点、高压空冷出口线、循氢机出口线低点、含硫污水线、D-2至C-1线低点、C-1顶至分馏空冷以及C-1顶注水点后的弯头、三通等易冲刷腐蚀部位为本装置的重点测厚部位。
测厚过程中发现腐蚀速率在0.3~0.5mm/a或剩余寿命在1~1.5年之间时,每三个月测厚一次;在0.1~0.3mm/a或剩余寿命在1.5~2年之间时,每六个月测厚一次;小于0.1mm/a时,在每次停工检修时测厚一次;对腐蚀极为严重(腐蚀速率大于0.5mm/a)或剩余寿命小于1年的部位进行重点监控,增加测厚频次。
3 结论
通过对加氢装置含易腐蚀介质的部位进行全面的风险识别,结合定点测厚数据分析,将不可预知的腐蚀泄漏事故转变为既可预知、又可防控的腐蚀监测防护体系,有效提升了装置的腐蚀风险防控能力和安全系数。
◆参考文献
[1] 孙晓伟,吉宏. 柴油加氢装置的腐蚀与防护[J].当代化工,2010,39(4):406-408.
[2] 龙钰,张星,刘艳苹. 加氢装置反应流出物注水系统的设计[J].当代化工,2011,40(3):281-283.
[3] 刘新阳. 加氢反应流出物中铵盐腐蚀及预防[J].石油化工腐蚀与防护,2014,31(2):17-20.
[4] 蹇江海. 加氢装置中几种注水方式的对比分析[J].炼油技术与工程,2015,45(5):17-20.
[5] 刘家明. 石油化工设备设计手册[M].北京:中国石化出版社,2013.
[6] 史开洪. 加氢精制装置技术问答[M].北京:中国石化出版社,2007.
[7] 张柏林,王立兰,钱刚. 加氢精制装置常见腐蚀问题分析[J].化工科技,2010,18(4):35-37.
[8] 吴春源,焦永胜,边锋,等. 加氢精制装置设备的腐蚀与防护[J].石油化工安全环保技术,2002,18(1):40-42.
[9] 刘宏,黄季川. 180万吨/年汽油加氢精制装置设备的腐蚀与防护[J].化工管理,2017,(29):11.
[10] 刘双民. 加氢精制装置不锈钢设备的腐蚀开裂和预防[J].石油化工腐蚀与防护,2004,21(5):31-33.
[11] 刘金纯,赵延江. 加氢精制反应器的腐蚀与防护[J].当代化工,2010,39(5):532-534.
[12] 陈宏刚. 加氢精制装置湿硫化氢腐蚀与防护[J].石油化工腐蚀与防护,2009,26(4):19-21.
[13] 方向晨. 炼油工业技术知识丛书-加氢精制[M].北京:中国石化出版社,2006.
[14] 卢秋旭,贾桂秀,周岐雄. 加氢精制高压换热器压力降升高的原因及对策[J].炼油技术与工程,2010,40(7):12-14.
[15] 梁文萍,方艳臣. 加氢精制装置高压换热器泄漏原因分析[J].炼油技术与工程,2019,49(1):31-34.
