真空袋热压法在碳纤维复合材料假脚上的应用
2020-08-25孙祁施望喜张一弛
孙祁 施望喜 张一弛
摘 要:碳纤维复合材料假脚的真空袋热压法成型工艺是将含有树脂的碳纤维预浸布按照特定的方向和顺序铺于模具上,放进热压罐后,在一定的温度、压力条件下,抽真空使其固化成型。传统的真空袋热压法只能使与模具相接触的产品表面质量较好,通过在最外层网纹预浸布上铺带孔的贴有真空袋薄膜的薄铝板,不仅可以提高未与模具相接触面的表面质量,还可以提高产品的力学性能。
关键词:碳纤维;复合材料;假脚;真空袋热压法
中图分类号:TB33文献标识码:A文章編号:1003-5168(2020)19-0040-03
Abstract: The vacuum bag hot-pressing forming process of carbon fiber composite material prosthetic foot is to lay the carbon fiber prepreg containing resin on the mold in a specific direction and order, put it into the autoclave, under certain temperature and pressure conditions, vacuum to solidify it. The traditional vacuum bag hot-pressing method can only make the surface quality of the product contacting with the mold better. By laying a thin aluminum plate with a vacuum bag film on the outermost mesh prepreg, it can not only improve the surface quality of the product that is not in contact with the mold, but also improve the mechanical properties of the product.
Keywords: carbon fiber;composite material;prosthetic foot;vacuum bag hot- pressing method
碳纤维增强复合材料是以碳纤维或石墨纤维或其制品为增强体的聚合物复合材料[1],与其他材料相比,碳纤维复合材料具有质量轻、比模量高、强度高、热稳定性好等优异特点,因此被广泛应用于汽车、医疗、航空航天和能源产业等领域[2]。
20世纪90年代以后,假肢技术朝着更精密、更舒适和更符合个人要求的高技术方向发展[3]。从人体动力学观点上看,对于患者装配的假脚,从后跟着地到前掌蹬离时,需要具备储能和释放能量的作用,让患者运动时减少体力消耗,达到省力的作用。传统聚氨酯类假脚的放/储能比一般在50%左右;而采用高弹性和高强度的碳纤维复合材料制造的假脚,其放/储能比可达95%以上[4],这让患者在行走时更为省力,同时由于其质量更轻,因此,碳纤维复合材料在假脚上的应用越来越频繁。
碳纤维复合材料的成型方法主要有模压法、手糊层压法、真空袋热压法、缠绕成型法和挤拉成型法等[5]。本文主要讲述的是真空袋热压法成型工艺在碳纤维复合材料假脚生产过程中的应用和改进。
1 碳纤维增强复合材料假脚的真空袋热压罐成型工艺流程
1.1 碳纤维预浸布裁剪
按照设计的假脚外形尺寸设计好所需的碳纤维预浸布的大小和数量,对碳纤维预浸布进行裁剪,裁剪时要特别注意纤维的方向,确保偏差不能大于1°。
1.2 铺层
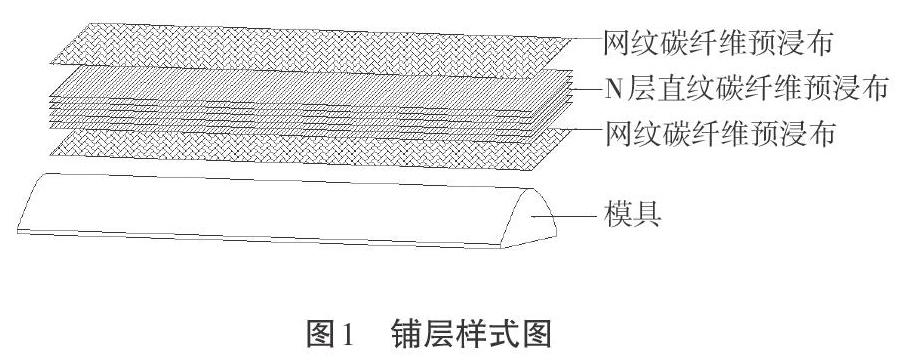
在将要铺碳纤维预浸布的模具上涂脱模剂,以便产品成型以后可以光滑完整地从模具上取下。然后将裁剪好的碳纤维预浸布在合适的室温和环境中按照一定的顺序和方向进行铺层。第一层和最后一层采用网纹碳纤维预浸布,在固化成型后既可以起到美化产品的作用,又可以增加产品的强度;中间层采用直纹碳纤维预浸布,纤维轴向要与假脚产品前进方向一致。碳纤维复合材料假脚通常由两块固化成型后的脚板装配而成,本工艺选取其中上脚板模具的铺层样式,如图1所示。铺层时每一层都要用橡胶棒或者刮板将碳纤维预浸布展开刮平,确保层与层之间不得有气泡或者褶皱等缺陷。
1.3 抽真空预压实
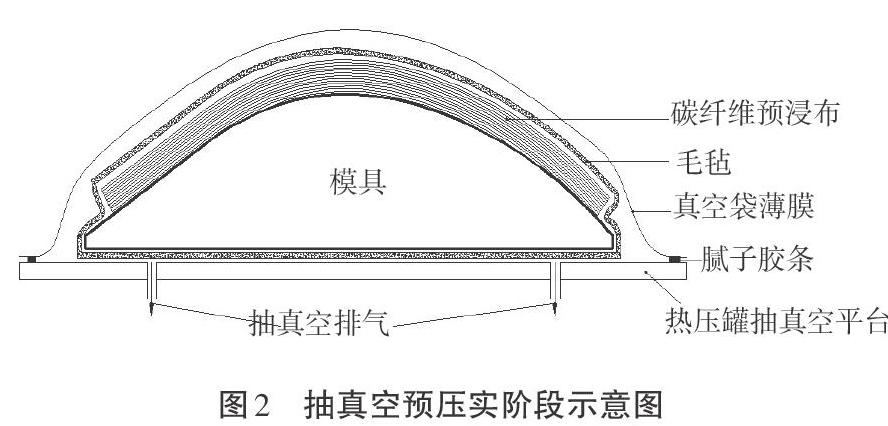
用毛毡包裹铺有碳纤维预浸布的模具,使其在固化过程中能吸附排出来多余的树脂,然后转运到热压罐内抽真空的平台上,再将真空袋薄膜用腻子胶条将四周密封好,进行抽真空预压实,检查真空袋是否漏气。图2是抽真空预压实阶段示意图。
1.4 热压罐固化成型
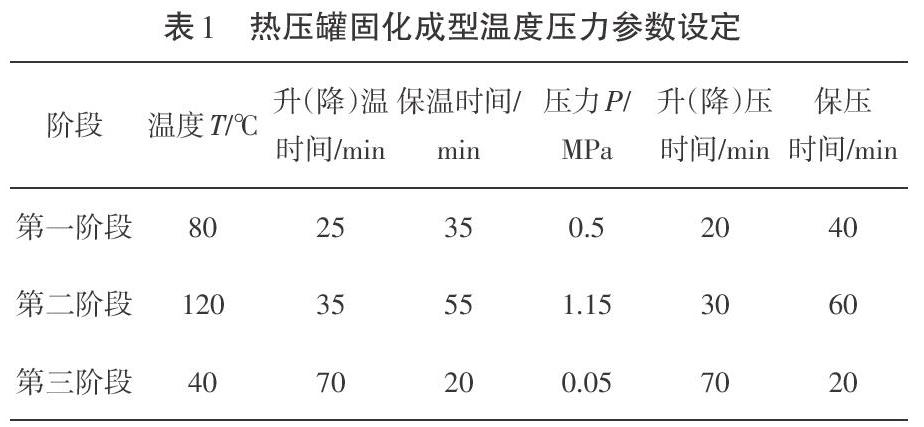
正式开机之前,逐一检查各相关设备,确保各设备运行正常、安全;然后按照阶段性的温度、压力条件,对碳纤维预浸布进行固化成型。本工艺设定三个阶段的温度、力条件数值,具体如表1所示,温度压力曲线如图3所示。待全部阶段完成并停机后,从模具上取下固化成型的产品。至此,碳纤维假脚的真空袋热压工艺流程就全部完成。后续再对固化成型的碳纤维板进行其他加工处理和装配,就可以得到碳纤维复合材料假脚成品。
2 真空袋热压法成型工艺改进
通过将碳纤维预浸布铺在表面光滑的模具上,利用真空袋热压法工艺,在高温高压的条件下,得到的产品只能确保和模具相接触的面的表面质量高,但另一面始终达不到较好的表面质量精度,存在不平整、不光滑的情况,这和传统的真空袋热压法工艺特点相吻合。传统的真空袋热压法工艺被用于汽车等领域时,只需要确保产品的外表面质量,对于内表面,可以适当降低表面质量。
但是,对于碳纤维复合材料假脚来说,患者在使用过程中,不仅要突出其功能性,还要突出产品的美观性,而且碳纤维复合材料假脚没有内外表面之分,因此,都需要达到较高的表面质量。由此,需要对传统的真空袋热压法工艺进行改进,使固化成型后的产品的表面质量能达到要求。
2.1 真空袋热压法成型工艺改进方法
在铺层阶段,最后一层网纹碳纤维预浸布铺完后,将贴有真空袋薄膜的0.3 mm铝板用胶带固定在碳纤维预浸布上,且贴有真空袋薄膜的一面与碳纤维预浸布接触,如图4所示。需要注意的是,必须事先在贴有真空袋薄膜的铝板上间隔一定的距离均匀打Φ2.5 mm孔。由于在碳纤维复合材料固化成型后,与贴有真空袋薄膜的铝板接触的一面在打孔位置有凹凸不平等缺陷,因此加工得到的碳纤维假脚需要位于两列孔之间,并且根据模具一次成型后需要加工得到的碳纤维假脚数量确定打孔的间距。本工艺一副模具可加工7只碳纤维假脚,如图5所示。这种方法利用0.3 mm铝板是因为其易弯曲,和碳纤维预浸布贴合较好,易打孔,而且有一定强度,能使碳纤维预浸布固化成型时承受压力更均衡。真空袋薄膜的光滑度可以确保产品未与模具接触的面也能得到较好的表面质量,而且,通过打孔能促进碳纤维预浸布的树脂有效排除,进一步提高了表面质量和碳纤维复合材料性能。
2.2 改进前后产品表面质量与性能对比测试
在相同的温度、压力条件下,在相同的模具上分别采用传统真空袋热压罐工艺即没有带真空袋薄膜的薄铝板、改进后贴有真空袋薄膜的薄铝板但不打孔以及改进后贴有真空袋薄膜的薄铝板并打孔的三组对照试验S1、S2、S3,每组分别制备两次样品,在固化成型后对这三组试验得到的样品的表面质量和性能进行对比。
2.2.1 用直接称重法测样品树脂含量。在固化成型前称量好样品的重量[W1],然后在不同的工艺条件下称量固化成型后对应样品的重量[W2],并事先查阅所用的碳纤维预浸布的树脂含量H,由此即可计算得出固化成型后所含的树脂的含量计算公式见式(1)。对于碳纤维复合板材,当树脂含量为23%~30.6%时,其各项力学性能指标均佳[6]。
[树脂含量=1-W1W21-H×100%] (1)
2.2.2 测样品的树脂含量,拉伸和弯曲强度。参照《纤维增强塑料拉伸性能试验方法》(GB/T 1447—2005),采用Ⅰ型试样型式制样,使用万能材料试验机测试样品的拉伸强度;参照《定向纤维增强聚合物基复合材料弯曲性能试验方法》(GB/T 3356—2014)制样,使用万能材料试验机测试样品的弯曲强度。
三组试样按照上述方法测得的结果如表2所示。
分别比较S1、S2、S3三组试样的表面质量,可以看出S1组试样表面不平整,也不光滑;S2组试样表面光滑度较好,但是不平整;S3组试样表面平整度和光滑度都较好。
2.3 结论
在铺完碳纤维预浸布后,再将贴有真空袋薄膜的薄铝板铺在上面,在一定温度压力条件下固化成型,可以提高产品的性能,使其具有更好的拉伸和弯曲强度,这对碳纤维复合材料假脚的储能效果也较为有利,并且还能提升产品表面的光滑度。
在贴有真空袋薄膜的薄鋁板上打孔,能使碳纤维复合材料假脚的树脂含量更合理,且进一步提高了固化成型后产品的性能。
参考文献:
[1]丁国华.碳纤维增强复合材料储能小腿假肢的最新进展[J].中国组织工程研究,2013(47):8228-8234.
[2]李阳阳,乔月月,樊小华,等.微波诱导碳纤维表面氧化处理的研究[J].塑料工业,2016(8):71-75,70.
[3]崔海坡,周海风,程恩清.碳纤维复合材料特性及在假肢领域的应用[J].中国组织工程研究与临床康复,2009(25):4913-4915.
[4]金德闻,张济川.康复工程学的研究与发展[J].现代康复,2000(5):643-646.
[5]方立.连续纤维增强热塑性复合材料制备及其性能的研究[D].上海:华东理工大学,2012.
[6]刘国权,杨大峰,梅树清.防弹用纤维复合材料最佳树脂含量研究[J].玻璃钢/复合材料,2001(2):13-15.
