刮板输送机电动机功率平衡控制的优化研究
2020-08-21王双虎
王双虎
(潞安集团余吾煤业有限责任公司, 山西 长治 046100)
引言
随着煤炭开采技术的不断提高,对刮板输送机的输送距离和煤炭运量的要求愈发苛刻。由于输送距离的增加和输送负载的不断变化,经常导致刮板输送机首尾处电机出现过载失衡,电机功率过载的情况发生,在折损电机使用寿命的同时严重影响煤炭开采挖掘效率。因此,本文从探索刮板输送机首尾电机功率平衡点出发,对其控制优化进行了深入研究。
1 刮板输送机负载相关参数的分析
1.1 负载阻力与电机转矩的关联分析
在传输煤炭时产生的阻力是刮板输送机电机驱动的负载来源,负载主要有以下四点:
1)重载运行阻力,传输零部件以及煤炭等货物的传动阻力;
2)空载运行阻力,传输零部件空载转回时的传动阻力;
3)刮板链下挠形成的弯曲阻力;
4)刮板链绕过驱动链轮所产生的弯曲阻力;其中,重载运行阻力与空载运行阻力的大小由输送机上煤炭负载的变化决定。
刮板链绕过驱动链轮所产生的弯曲阻力,该部分阻力包括了链轮驱动将输送刮板弯曲而产生的力等,计算非常复杂,通常情况下按照重载运行阻力和空载运行阻力叠加后的10%来估算,这意味着弯曲阻力可以由负载变化来决定[1]。
刮板链下挠形成的弯曲阻力是由于刮板链输送距离过长而导致输送板下挠而产生的。在刮板输送机工作状态时,水平弯曲力相较刮板链绕过驱动链轮所产生的弯曲阻力几乎相同。因此,可以将水平弯曲阻力也由负载而产生的运行阻力来描述。
综上所述得知:刮板输送机上产生的阻力均可由输送机上负载表示,输送机电动机的电磁转矩与负载的关系式如下:
式中:W为输送机工作时产生的阻力之和,N;TL为正常工况下负载的转矩,N·m;T为输送机两侧电机的电磁转矩,N·m;v为刮板链传动速度,m/s;ω为输送机首尾电机额定角速度,rad/s;ηc为传动效率。式中可以看出,刮板输送机两侧电动机的电磁转矩与输送机的阻力成正比,同时结合上述分析,刮板输送机的阻力变化均由输送负载决定,因此可以通过调整电磁转矩来应对输送机阻力的变化。
1.2 电机转矩与电流的关联分析
刮板输送机一般选型为三相异步电动机,根据该类型电动机的电动特性曲线可以看出,当电动机处于正常工作状态下,电机转差率会随着电动机转矩的变化而变化且趋势相同。由此可以确定,在两端电机的功率有着稳定的功率比时,刮板输送机电机电流也会随着电动机转矩的变化而变化且趋势相同[2]。
综合上述分析可以得出,刮板输送机上采煤负载阻力的变化情况可以由观察刮板输送机首尾两端的电动机的电流变化来判定。
2 首尾电机功率平衡控制原理
刮板输送机的驱动主要是由三台三相异步电动机组成,设计的刮板输送机的电机功率为正常工况下满负荷输送煤炭量的120%,且通常选用防爆型电机,两台在刮板输送机机头,一台在机尾。
功率平衡控制系统的原理是:通过检测电机电流的变化进而判断输送机负载阻力的变化,进而改变电动机的转速,使电机功率匹配不断变化的负载,控制刮板输送机三台电动机的电磁转矩,预防电机出现过载现象[3]。
刮板输送机三台电动机的机械特性是一致的,为简化设计计算,将刮板输送机机头部分的两台电动机等效成一台,其功率和额定转矩是原电机的两倍。
通过比较首尾处等效电动机的电流大小,判断刮板输送机各个电机的负载情况,机首的电动机电流为i1,通过机尾的电动机电流为i2,i1-i2=△i。若△i=0时,说明各处的电动机功率平衡,刮板输送机的负载在正常区间;若△i>0且△i电流与i2电流的比值大于1∶20时,即i2电流占比高于均值5%以上。可以判定机首处电机存在过载;由于转速和电机功率成正比,可增加机首处电机转速,加大对机首电机链轮的拖动力,从而平衡过载;当△i<0且△i电流与i1电流的比值大于1∶20时,即i1电流占比高于均值5%以上。可以判定机尾处电机存在过载。由于转速和电机功率成正比,可增加机尾处电机转速,加大对机尾电机链轮的拖动力,从而平衡过载[4-5]。具体控制原理如图1所示。

图1 功率平衡控制原理图
3 首尾电动机功率平衡控制系统的建立
根据上述平衡控制方案,针对常规刮板输送机设计了一套平衡控制系统,如图2所示。平衡控制系统有3部分组成:CAN总线传输刮板输送机电机数据;煤矿专用变频器转化电机电流、转速数据;PLC控制器控制判断电机功率平衡。
由于输送机首尾电机距离过远,常规线路连接可能会出现传输偏差或延迟,为保证通讯速率,系统采用CAN线与输送机首尾电机相连[6],用于实时传输刮板输送机电机电流数据。PLC编程控制器具备接收电流信号的接口,在收到首尾电机的电流数据后,通过功率平衡控制程序判断处理,传输给变频器调整电机转速的信号;变频器具备能够直接调整电磁转矩的功能,通过CAN总线分别控制调整刮板输送机头、机尾电动机电磁转矩,从而达到调整电机转速的作用。

图2 功率平衡控制系统组成
4 仿真分析
利用LMS AMEsim软件模拟建立刮板输送机控制系统,模拟某刮板输送机工作状态,该输送机机头电动机稳定状态转矩电流为180 A,机尾电动机稳定状态转矩电流为160 A。根据已知的电机分布情况,两台在刮板输送机机头,一台在机尾。通过第1.1节分析可知,刮板输送机头、尾部分电动机电磁转矩,负载转矩比例为9∶4。该刮板输送机电机工作时转速如图3所示,仿真分析检测平衡控制系统。

图3 机头机尾电动机的转速
图3中可知,在未进行平衡控制前,电动机之间的转矩比例并不平衡,机头处电机转速较机尾处电机偏低的原因是机头的负载较大。随着平衡策略控制调整,使得刮板输送机机头电动机转速在1 s时发生转速提升并在3 s时趋于稳定;机尾的电机转速在平衡策略控制调整后,机尾的转速相应降低,最后低于机头部分电动机转速,分担了负载阻力。
图4为刮板输送机机尾部分驱动侧链轮的负载转矩变化图,从图中可以看出,机尾部分驱动链轮的负载转矩变化与机尾转速变化成反向趋势,这说明了平衡控制系统通过调节电机转速,改变了负载不平衡的状况。
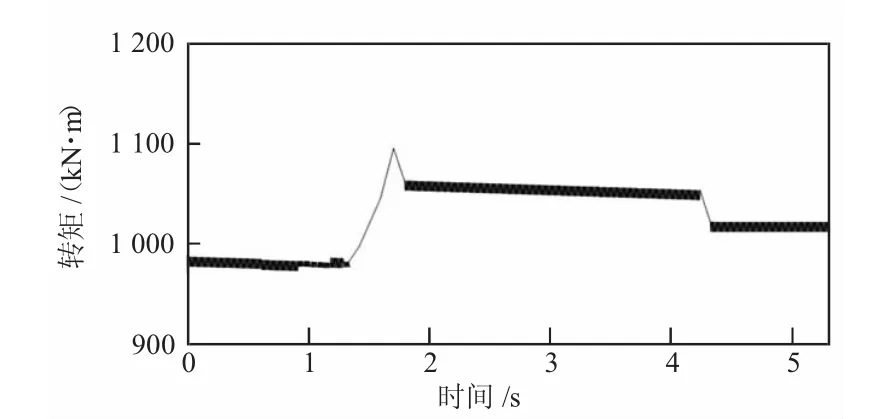
图4 机尾驱动链轮负载转矩
下页图5为刮板输送机机头与机尾部分链轮啮合点和分离点张力变化图,图中可以看出:随着平衡控制系统调整电机转速后,机头机尾部分的张力存在波动,波动幅值趋于稳定。说明平衡控制策略对整体系统的稳定性影响较小;机头部分链轮啮合点张力下降,机尾部分链轮啮合点张力上升。在计算后发现,头、尾部电动机的功率在调整后处于平衡状态。

图5 链条特殊点张力
5 结论
1)刮板输送机首尾电动机电动机是否存在过载可根据首尾电动机电流的大小来判断。当过载现象发生,PI控制器发送调节电磁转矩的信号到平衡控制系统中的矿用变频器,改变电动机电磁转矩;利用电动机负载转矩与电机转速的关系,通过改变电动机电磁转矩来调整电机转速。
2)设计的平衡控制系统通过LMS AMEsim软件模拟电动机过载情况,平衡控制系统在判定过载后进行自动调节。首尾电机的转速发生变化,机尾处电动机的电磁转矩升高,证明功率平衡系统有效地分担了过载电动机的负载;通过观察链条特殊点张力情况,发现该功率平衡控制系统调整负载后,系统具有较好的稳定性。