输送机跑偏原因分析及控制措施研究
2020-08-21王晓军
王晓军
(晋城煤业集团寺河矿, 山西 晋城 048200)
1 寺河矿53011巷概述
寺河矿53011巷,巷道长度为1 700 m,煤炭输送设备为DTL-1400型带式输送机。经过实际应用发现,输送机经常出现跑偏的现象主要表现为:皮带架磨损、输送带磨损、电机烧坏等等。为此,机电队针对施工情况制定了防跑偏措施。
2 跑偏原因分析
2.1 跑偏机理
由于带式输送带中心线必须和托辊之间保持平行,同时经过分析发现其在跑偏时存在跑紧不跑松的现象。通过分析输送带跑偏问题发现,当出现输送带与托辊中心线之间不平行以及两侧的张紧力不同时,往往出现跑偏问题。输送带在运输的过程中往往产生摩擦力,其中托辊轴线的方向要和摩擦力的方向保持垂直。假如带式输送机和托辊中心线之间存在一定的角度,那么这时将摩擦力划分为和输送带运动方向平行以及垂直两个分力。其中垂直方向的力是导致输送带跑偏的直接动力。假如托辊和皮带中心线之间存在一定的夹角时,那么将导致在每一个横截面上出现应力不等的力,最终导致输送带出现跑偏[1-3]。
2.2 影响因素
1)安装人员在安装的过程中并未按照工序安装零件,最终使得输送带与机头等中心线之间存在一定的夹角。
2)假如输送机驱动滚轴线与相应的输送带中心线之间不能垂直,那么这时驱动滚轴并不能和输送带之间产生持续的牵引力,从而导致输送带朝着张紧力比较大的方向跑偏。
3)对于输送带而言,其在生产的过程中存在较大的质量问题,因此安装人员在安装的过程中使输送带两侧弹性模量存在一定的差异。当弹性模量比较大时,那么输送带将会朝着张紧力较大的方向倾斜。
3 输送机防跑偏技术措施
3.1 立辊自纠偏
寺河矿机电队对事故现象进行分析,设计出一套V形托辊机。其主要包括三个托辊,同时将三个托辊设置成为V形,在V形托辊两侧设置两个立辊。在安装时,首先需要把V形托辊设置在支架上面,与此同时,需要把托辊的旋转轴插入对应的底座内部,从而能够给输送带提供动力。当输送带出现跑偏的现象时,将会在托辊两侧形成不相等的应力。与此同时将导致托辊也出现偏移,此刻偏移之后的托辊与输送带两者的中心线保持平行,输送带将会向着跑偏的反方向移动,从而能够起到纠偏的效果。假如输送带偏移量比较多,那么输送带和立辊接触,其纠偏原理同上。在对53011巷道输送带优化设计之后,在实践中发现其能够有效地防止出现跑偏现象,同时不需要设置其他的纠偏设备即可实现纠偏效果,可是由于长时间的使用将会严重导致托辊出现磨损的现象。
3.2 外力驱动托辊纠偏
在工程实践中发现,轻微的跑偏对输送带影响比较小,假如经常对输送带进行校正,那么将大大延长输送带的使用年限。由此可以看出,在安装纠偏设备之后,通常在V形托辊组两侧设置传感器,与此同时可以在托辊支架底部设置点驱动装置。假如输送带跑偏量大于设定值时,传感器给驱动装置发送指令,这时驱动装置能够实现自动纠偏的效果。
3.3 滚筒调整纠偏
假如输送带处于跑偏状态,那么相关工作人员可以借助调节驱动滚筒的平行度来调整输送带的中心线方向。一般可以通过调整驱动丝杠实现对滚筒轴承座的调整,从而能够有效优化输送带抗跑偏的能力。
3.4 安装防跑偏装置
图1表示53011巷带式输送机安装防跑偏装置,其包括如下单元:第一,距离传感器;第二,控制系统;第三,液压系统;第四,推移油缸;第五,可调滚筒。在滚筒两侧分别设置一套距离传感器。假如皮带的偏移量大于设定值后,那么这时传感器会将信息传输给控制单元,在控制系统内经过计算将给液压控制单元输送相应的指令,同时液压控制系统会接通各阀组,使得滚筒运转相应的角度,从而达到纠偏的目的。
4 实践效果
2019年4月份,寺河矿对53011巷道DTL-1400型带式输送机采取了相应的防跑偏技术措施,经过长达半年的实践发现,优化后的跑偏装置仅仅出现一次跑偏现象,由此可以看出其能有效防止输送带跑偏,从而能够极大地降低工人的劳动强度,提高输送机的使用寿命。
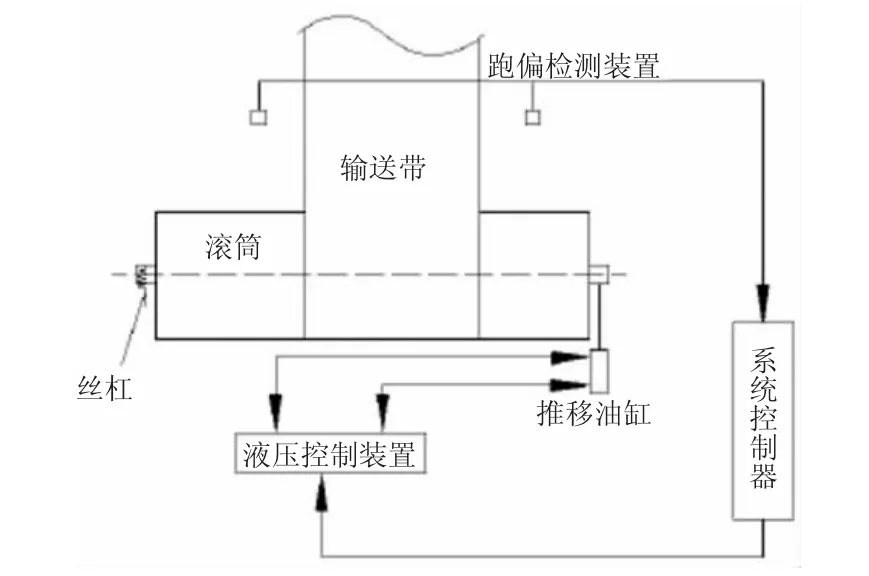
图1 带式输送机防跑偏装置结构示意图