300×104 t/a重油催化裂化装置的MIP工艺技术改造
2020-08-20周亚堃刘彬马明亮
周亚堃 刘彬 马明亮
中国石油兰州石化分公司炼油厂催化二联合车间
2017年9月13日,国家发改委等15部委联合发布《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,“方案”要求到2020年,在全国范围内推广使用车用乙醇汽油。乙醇汽油政策实施后,兰州石化公司汽油池烯烃体积分数达到20.42%,无法满足车用乙醇汽油调合组分油国Ⅵ(B)标准的要求,必须采取降低烯烃含量的措施。
经过技术论证,决定于2019年大检修期间对300×104t/a重油催化裂化装置进行MIP(maximizing iso-paraffins)技术改造。
1 改造前存在的问题
装置改造前主要存在以下几方面的问题:
(1) 汽油中烯烃含量无法满足调合国Ⅵ(B)汽油指标。
(2) 催化剂剂耗偏高。
(3) 再生线路推动力存在瓶颈。
(4) 汽油辛烷值偏低。
2 MIP工艺原理和改造内容
2.1 工艺原理简介
提升管反应器采用中国石化石油化工科学研究院的MIP工艺[1-2],此工艺采用串联提升管反应器将催化裂化反应过程分为两个反应区,从而使一次反应和二次反应具有可控性和可选择性,即热原料与热催化剂在提升管底部接触,然后进入第一反应区,经高温和短时间接触后,进入第二反应区(扩径的提升管反应器),在较低的温度和较长的油气反应停留时间下继续反应,反应后的物流进入旋流式快速分离系统(VQS)分离油气和催化剂。第一反应区以一次裂化反应为主,采用较高的反应强度,即较高的反应温度和较大的剂油比,裂解较重的原料油并生成较多烯烃;第二反应区主要增加氢转移反应和异构化反应,抑制二次裂化反应,采用较低的反应温度和较长的反应停留时间。
2.2 主要改造内容
装置主要改造内容如下:
(1) 原提升管增加第二反应区,更新为一反和二反串联的反应器。
(2) 原料油喷嘴由BWJ-Ⅲ型喷嘴升级为 BWJ-Ⅳ 型喷嘴;原料喷嘴下移6.7 m;二反入口新增开工提升蒸汽喷嘴。
(3) 两台外取热器直径均由2 600 mm更新为3 300 mm,外取热器汽包直径由2 000 mm更新为2 400 mm。
(4) 增加MGD喷嘴至急冷油喷嘴跨线。
(5) 增加主风放空线。
(6) MGD汽油上喷嘴取消、急冷油与急冷水喷嘴合并、回炼油与回炼油浆喷嘴合并。
3 改造前后的比较
3.1 汽油中烯烃含量变化
由于增加了第二反应区,总反应时间有效延长,由2.93 s延长至7.05 s,氢转移反应加强,汽油中烯烃含量降低。改造前后反应时间计算见表1。
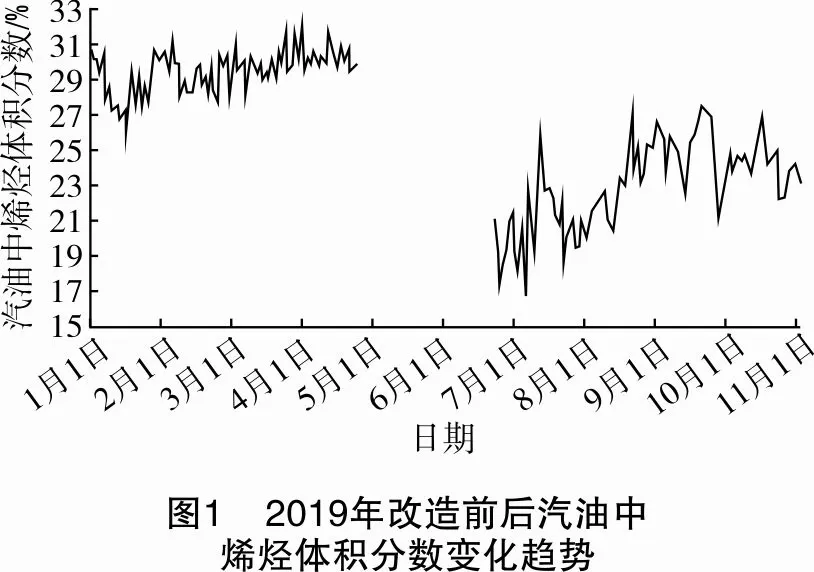
改造前后汽油中烯烃含量变化情况见图1。
2019年改造前汽油中烯烃体积分数均值为29.4%,MIP设计汽油中烯烃体积分数为24%。在实际生产中,可以通过调整操作和催化剂加注量,控制汽油中烯烃体积分数不大于20%。
MIP改造后汽油中烯烃体积分数均值为22.2%,较改造前下降了7.2%,兰州石化公司汽油池中烯烃体积分数由20.42%降至15.74%,达到国Ⅵ(B)汽油调合的要求。
通过氢转移指数衡量重催装置氢转移反应的强度[3],见式(1)。

表1 反应时间计算表项目一反直径/m二反直径/m一反长度/m二反长度/m预提升段气体合计/(kmol·h-1)MGD喷嘴气体合计/(kmol·h-1)雾化蒸汽量合计/(kmol·h-1)原料喷嘴气体合计/(kmol·h-1)一反线速/(m·s-1)二反线速/(m·s-1)一反停留时间/s二反停留时间/s总反应时间/s改造前1.647.91 048.8296.61 691.14 564.116.352.932.93改造后1.64.530.117.8848.6274.41 628.34 000.314.492.090.936.127.05
氢转移指数=(w(i-C4)+w(n-C4))/w(总C4=)
(1)
式中:w(i-C4)为液态烃中异丁烷质量分数,w(n-C4)为液态烃中正丁烷质量分数,w(总C4=)为液态烃中总丁烯质量分数,计算出改造前氢转移指数为0.95,改造后为1.19,说明氢转移反应增强25%以上。
3.2 汽油RON变化
由于增加了第二反应区,催化剂和油气在第二反应区温度较低,停留时间延长,异构化反应增强,而异构烷烃RON较高,异构化产物的增加造成汽油RON上升[4]。改造前后稳定汽油PONA分析结果见表2。
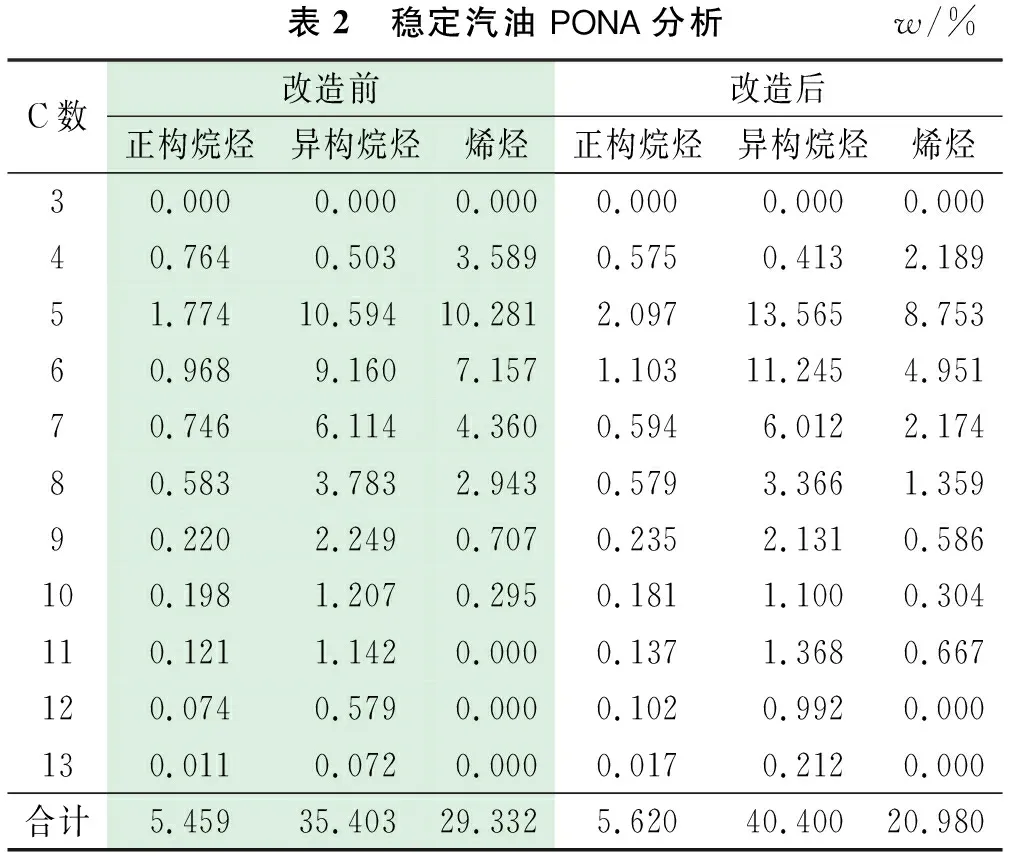
表2 稳定汽油PONA分析w/% C数改造前改造后正构烷烃异构烷烃烯烃正构烷烃异构烷烃烯烃30.000 0.000 0.000 0.000 0.000 0.00040.764 0.503 3.589 0.575 0.413 2.18951.774 10.594 10.281 2.097 13.565 8.75360.968 9.160 7.157 1.103 11.245 4.95170.746 6.114 4.360 0.594 6.012 2.17480.583 3.783 2.943 0.579 3.366 1.35990.220 2.249 0.707 0.235 2.131 0.586100.198 1.207 0.295 0.181 1.100 0.304110.121 1.142 0.000 0.137 1.368 0.667120.074 0.579 0.000 0.102 0.992 0.000130.011 0.072 0.000 0.017 0.212 0.000合计5.459 35.40329.332 5.62040.40020.980
由表2可以看出,稳定汽油中异构烷烃质量分数上升5%,烯烃质量分数下降8.35%,说明氢转移、异构化反应增强。

由图2可看出,改造后汽油RON明显上升,均值由89.7升至90.7,减少了汽油调合过程中高辛烷组分的用量,按照汽油收率49.6%,每1 t催化汽油RON每提高1个单位增效100元计算,改造后全年满负荷运行可提高经济效益14 880万元。
3.3 平衡剂性质变化
改造前使用降烯烃催化剂,该剂虽然初始活性较高,但在使用过程中需保持较高的平衡剂活性,才能达到降低汽油中烯烃含量的目的。改造前催化剂单耗达到1.46 kg/t。改造前后平衡剂性质变化情况见表3。
进行MIP改造后,由于MIP工艺保证了二反区氢转移反应和异构化反应[5],汽油烯烃含量大幅度降低,因此不需要维持高平衡剂活性来降低汽油烯烃,催化剂单耗大幅度下降,装置经济效益提升明显。新鲜催化剂单价1.65万元/t,改造后可节约催化剂费用3 019.5万元。
但由于剂耗下降,新鲜剂置换量减少,平衡剂中重金属含量有所上升,平均粒径有所下降,需注意防控。
3.4 蒸汽变化
(1) 外取热器扩能改造。由于MIP改造后反应热下降约30%,再生过剩热量增加,故在此次改造时对外取热器进行扩能,以保证热平衡控制。

表3 平衡剂性质变化情况项目w(Ni)/(μg·g-1)w(V)/(μg·g-1)比表面积/(m2·g-1)孔体积/(mL·g-1)初始活性(800 ℃,4 h)/%微活指数/%催化剂单耗/(kg·t-1)改造前3 2123 033143.50.188272.11.46改造后4 6123 543104.80.158063.90.85差值1 400510-38.7-0.03-2-8.2-0.61
改造后,反再系统操作弹性增大,改造前外取热器最大产汽量为75 t/h,改造后为100 t/h,取热能力提高30%以上,一方面可提升装置产汽量,另一方面可实现在极端工况下,将过剩热量全部取走,有效避免出现超温现象,使操作更加稳定。
(2) 原料喷嘴升级。此次改造中对原料喷嘴进行了升级,经调查研究后,最终选择升级为新型BWJ-Ⅳ型喷嘴。升级后原料雾化效果增强,且原有BWJ-Ⅲ型喷嘴雾化蒸汽与原料流量比例为6%~8%,更新后比例为4%~6%。目前,装置此部分雾化蒸汽用量降低2~4 t/h。
(3) 减少喷嘴雾化蒸汽。改造前,提升管自下至上共计7组喷嘴,其中部分喷嘴因技术落后、作用重复等问题,在此次改造中取消或合并,其中包括:MGD(maximizing gas and diesel)汽油上喷嘴取消、急冷油与急冷水喷嘴合并、回炼油与回炼油浆喷嘴合并。改造后各喷嘴雾化蒸汽总用量下降8.3 t/h,按照蒸汽价格135元/t计算,全年可增效981.6万元。改造前后反再系统蒸汽用量情况见表4。
3.5 化工C5优化加工
300×104t/a重油催化裂化装置长期加工化工C5加氢石油树脂装置的C5抽余油,其不饱和烃体积分数达到60%,无法进行成品油调合,因此,改造前一直进入装置提升管反应器底部MGD汽油回炼喷嘴进行加工,该部位反应温度670 ℃,热裂化反应占主导,大部分裂化为气体产品。

表4 反再系统蒸汽用量表质量流量/(t·h-1)项目提升管底部流化环蒸汽提升管底部预提升蒸汽MGD汽油雾化蒸汽原料雾化蒸汽合计回炼油喷嘴雾化蒸汽油浆喷嘴雾化蒸汽二反提升蒸汽急冷水雾化蒸汽急冷油喷嘴雾化蒸汽汽提蒸汽合计沉降器顶部放空吹扫蒸汽待生、再生斜管松动蒸汽合计改造前1.757.85.02431.401.20.8618.751.20.8265.78改造后2.34.61.52201.63.500.8619.101.20.8257.48差值0.55-3.2-3.5-2-30.23.5-1.200.3500-8.3
根据该物料性质,结合此次MIP改造,分析出最佳回炼注入点应为二反区入口,在此次改造期间增设了MGD回炼流程与急冷油流程跨线,实现了二反区入口注入,该部位温度为500~510 ℃,裂化程度下降,同时可保证充足的氢转移、异构化反应将不饱和烃转化。改造后C5抽余油中不饱和烃可保证有效转化,同时气体转化率由50%降至20%,汽油收率增加,干气收率降低,回炼方式更加灵活,可根据平衡要求进行调整。C5抽余油进不同喷嘴加工后的产品分布情况见表5。

表5 C5抽余油进不同喷嘴加工后的产品分布%注入位置干气收率液态烃收率汽油收率C5抽余油进MGD喷嘴16.6733.3350.00C5抽余油进急冷油喷嘴8.338.3383.33
根据标定结果,C5抽余油进急冷油喷嘴加工与进入MGD喷嘴加工相比,可增加效益1 400 万元/a(催化干气880 元/t、催化液态烃4 065 元/t、催化汽油4 123 元/t)。
3.6 再生线路推动力变化
在预提升段,催化剂通过斜管进入提升管底部的Y形区,流向发生急剧变化,存在返混与偏流,孔隙率与颗粒速度都不均匀,需要在预提升段进行整流,提升管长度一般要求2.5~6 m。
改造前,300×104t/a重油催化裂化装置再生滑阀压降保持在25~40 kPa(根据设计单位要求,再生滑阀压降需保持≥20 kPa,即达到安全状态),再生线路长期存在压降偏低、推动力不足的问题,制约剂油比控制。
结合装置原预提升段较长的特点,此次MIP改造后原料喷嘴下移6.7 m,提升管底部预提升段缩短7 m,此段压降下降34 kPa,提升管总压降下降30 kPa,再生滑阀压降提高至50~65 kPa。由于背压降低,再生线路推动力不足的瓶颈问题得到有效解决,剂油比最大可由8.0提高至8.5以上,装置生产方案调节更加灵活。
在一定工况下,提高剂油比有利于优化产品分布。改造前后主要操作参数变化情况见表6。

表6 主要操作参数变化情况阶段提升管出口温度/℃二再密相温度/℃一反出口温度/℃二反出口温度/℃再生滑阀开度/%剂油比掺炼比/%改造前505665~67550536.0~36.57.8~8.038.7改造后502660~66551550237.0~37.58.2~8.537.6差值-32-310.5-1.1
改造后可进一步提高剂油比,表6中剂油比由7.8~8.0提高至8.2~8.5,随着剂油比的提升,可适当降低第二再生器密相温度、提升管出口温度,减少热裂化,优化产品分布[6]。改造前后产品分布情况见表7。
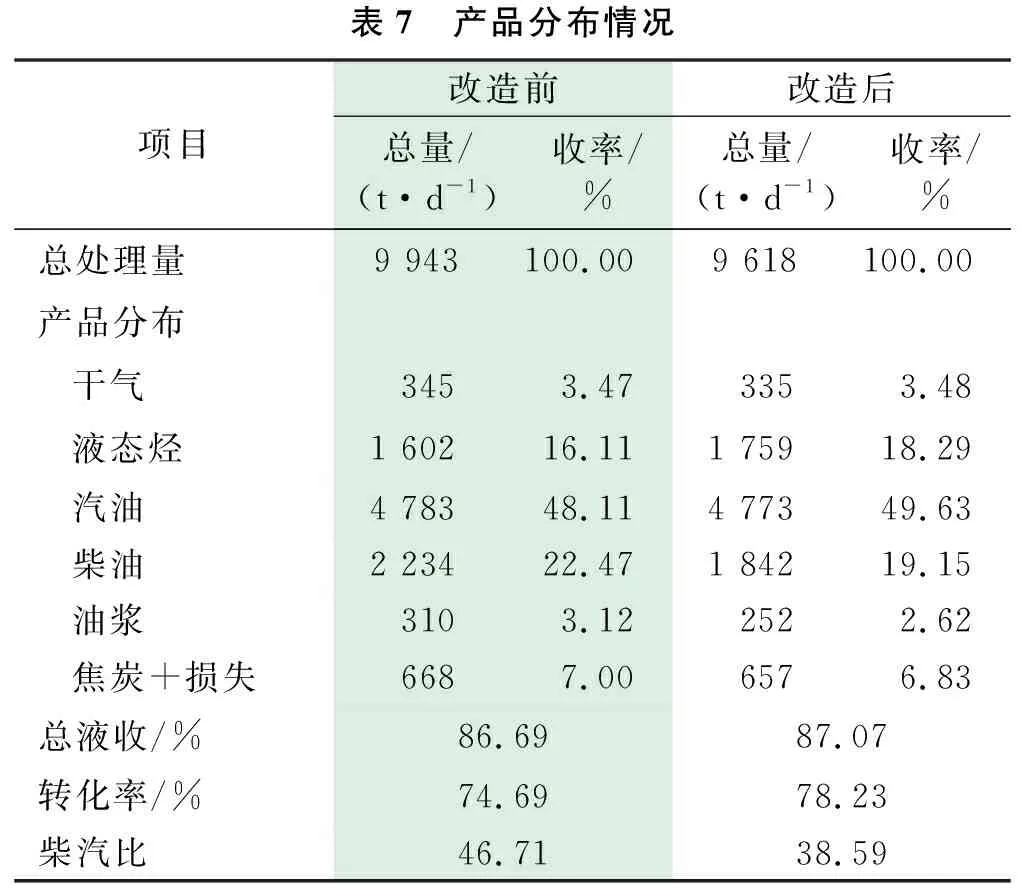
表7 产品分布情况项目改造前改造后总量/(t·d-1)收率/%总量/(t·d-1)收率/%总处理量9 943100.009 618100.00产品分布干气3453.473353.48液态烃1 60216.111 75918.29汽油4 78348.114 77349.63柴油2 23422.471 84219.15油浆3103.122522.62焦炭+损失6687.00 6576.83总液收/%86.6987.07转化率/%74.6978.23柴汽比46.71 38.59
由表7可知,提高剂油比后,参与反应的催化剂活性中心增多,反应深度提高。在生焦下降的情况下,转化率上升3.54%,总液收上升0.38%,柴汽比降低8.12%。
3.7 增加主风放空线
改造前,因主风机供风量调节幅度有限,在一定程度上对反再系统的操作弹性造成制约。因此,此次改造在反再系统主风总管上增加1条DN350 mm主风放空管线。
改造后,装置风量调节弹性增加,在不影响机组工况的前提下,反再系统可灵活调整主风量,保证主风机出口压力平稳控制。
主风机组切换或装置紧急降量过程中,改造前,需通过主风机调整静叶开度以同步调整主风量,过程中或多或少会造成反再系统的操作波动,甚至出现超温等问题。改造后,放空阀配合主风静叶调节反再系统主风用量,既简单灵活,又可保证过程平稳,可实现无扰动快速调节,装置操作弹性大大提高,操作难度也有效降低。改造前后主风量调节范围变化情况见表8。

表8 改造前后主风量调节范围变化项目1#主风机风量调节范围①/(m3·min-1)改造前5 700~6 300改造后5 000~6 300 注:①20 ℃,103.325 kPa。
4 结论
300×104t/a重油催化裂化装置自2019年6月21日MIP改造结束已运行5个月,主要运行结果如下:①装置运行平稳,汽油中烯烃体积分数降低7.2%,能够满足国Ⅵ(B)汽油调合的要求;②RON上升1个单位,均值达到90.7;③反再系统蒸汽消耗量降低8.3 t/h;④产品收率实现了优化;⑤操作弹性提高,操作难度降低;⑥装置经济效益大幅度提高。