宏程序数控编程在中小机加工企业的应用研究
2020-08-18王建军武秋俊张倩涵王晋涛
杨 锋,王建军,武秋俊,张倩涵,王晋涛
(河北机电职业技术学院,河北 邢台 054000)
数控宏程序是带宏变量的数控程序,宏程序不仅可以用在数控编程加工,如加工形状类似,大小不同;形状相同,位置不同以及特殊公式曲线的图形;还可以用在自动化控制方面,如机械手换刀、在线测量等,因此在中小企业应用范围较广。
1 镗刀换刀问题提出
一些中小企业使用使用的加工中心,多采用盘式刀库,由于加工中心刀库电机功率和刀位尺寸的影响,对刀具的直径和重量都有限制,但是实际数控加工时,为提高加工效率和加工精度,总会选择大直径和长度镗刀刀具,这些刀具找出标准刀库要求,因此刀具只能手工更换,这样不经济也不安全。
2 镗刀换刀的解决方案
通过在加工中心工作台上安装镗刀刀架,设计镗刀刀架的宏程序控制,实现镗刀的自动换刀,以提高生产效率和设备自动化程度。
考虑到机床工作台尺寸、机床工作行程和箱体加工工艺要求,设计可安装两个镗刀刀座的镗刀刀架、刀座装有开口卡簧以实现自动换刀。刀架安装在机床工作的左上角,编制控制宏程序前要调试两个镗刀刀座的机械坐标位置。在自动换刀时,采用M06 和G65 两种代码实现。一种是加工中心换刀库刀,指令M06Tk(k 为刀号);另一种是加工中心换镗刀刀架刀,若主轴上有刀库刀,先使用M06 把主轴刀还刀刀库,再调用宏程序功能换刀。
3 镗刀换刀的工作过程
镗刀换刀取刀和还刀两个环节,取刀就是把镗刀从镗刀刀架取到主轴上,取刀前保证主轴无任何刀具、还有取那一把镗刀(通过宏程序调用变量)给定。具体工作过程是Z 轴回到换刀原点、主轴准停完成后,移动到镗刀刀座圆心坐标正上方400mm,Z轴移动刀柄合适位置,主轴松刀,主轴继续缓慢下移,与刀柄配合完好,等待2 秒,主轴紧刀,抓取镗刀沿Y 轴负方向移动适当距离脱离镗刀刀架,回到换刀点,取刀结束。还刀是把镗刀从主轴还回镗刀刀架,沿取刀过程逆序完成。
4 宏程序控制基础
4.1 宏变量
宏变量就是带有#后面跟1~4 为数字的变量号,例 #20,#500 等,FANUC 宏变量分为空变量、局部变量、公共变量和系统变量如表1、系统变量分为保持性公共变量和模态变量等,变量分配见表1。
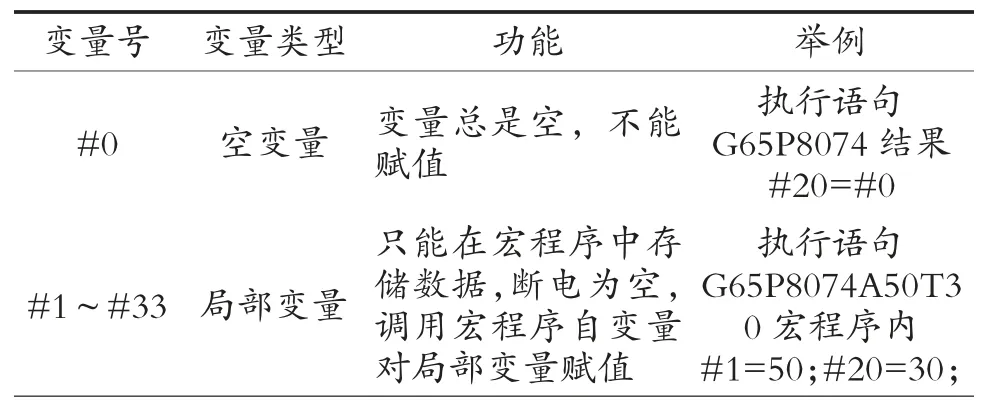
表1 Fanuc 宏变量表
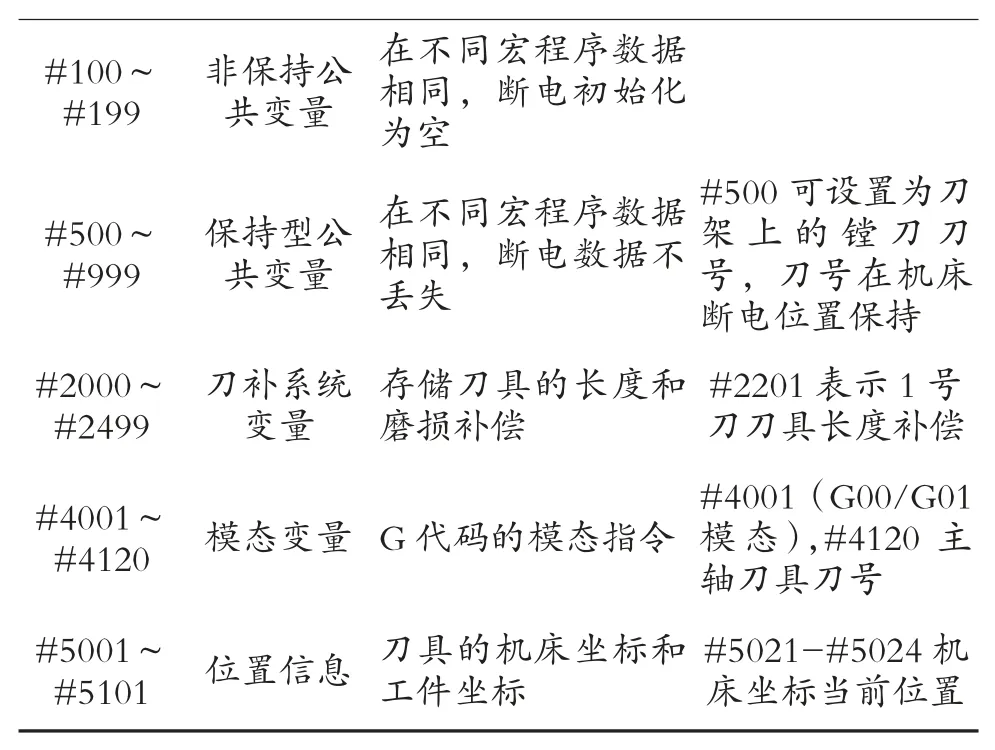
#100~#199非保持公共变量在不同宏程序数据相同,断电初始化为空#500 可设置为刀架上的镗刀刀号,刀号在机床断电位置保持#2000~#2499#500~#999保持型公共变量在不同宏程序数据相同,断电数据不丢失刀补系统变量存储刀具的长度和磨损补偿#2201 表示 1 号刀刀具长度补偿#4001~#4120模态变量G 代码的模态指令#4001(G00/G01模态),#4120 主轴刀具刀号#5001~#5101 位置信息#5021-#5024 机床坐标当前位置刀具的机床坐标和工件坐标
4.2 相关指令
(1)宏调用指令格式G65 Pm Ln〈自变量赋值〉,m 表示程序名,n 表示调用次数,自变量赋值见表2,G65 按照表2 的规定,将自变量的实际数值调到相应的程序体中。例:G65P8004T81 就是调用O8004 子程序,在O8004 子程序内部#20=81。
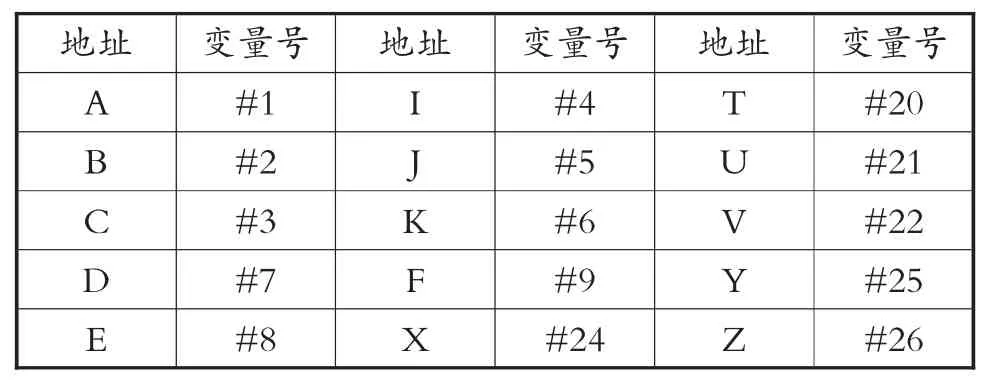
表2 自变量赋值表
(2)G53 指令格式(G90)G53X_Y_Z_;功能:将主轴移动到镗刀刀架已调试好的换刀位置(机床坐标系的XYZ 位置)。
(3)#3000 报警屏幕上显示报警号和报警信息,报警号为#3000 的值加上3000例:#3000=3(Tool Number error),报警触发后屏幕显示3003Tool Number error
5 程序编写
宏程序设计分为4 个程序,一个主程序O8004,其他3 个子程序嵌套在主程序里,分别还刀子程序O8005、取刀子程序O8006 和刀架刀座圆心坐标子程序O8007。调用方式取1 号镗刀G65P8004T81,取2 号镗刀G65P8004T82,还刀不取刀G65P8004。
5.1 主程序O8004
(1)模态保护和恢复。
#2=#4001(模态点定位还是直线插补G00/G01)
#3=#4003 (模态绝对坐标还是增量坐标G90/G91)
#4=#4109(进给速度)
G#2#3F#4;(恢复模态)
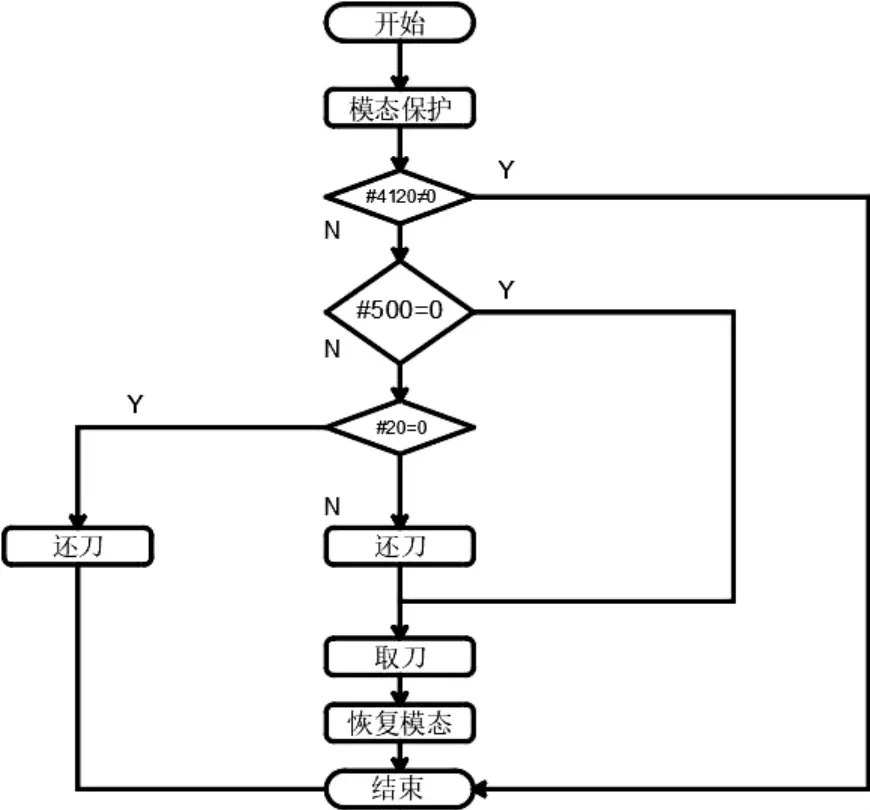
(2)标志位 #500,#4120 和 #20 的含义。
#4120≠0?(表示主轴上有刀库刀),条件成立,主轴上有刀库换镗刀,报错结束。
#500=0?(主轴上没有刀架的镗刀),条件成立,主轴没有镗刀,不用还刀直接取刀。
#20=#0?宏调用指令是G65P8004,则#20=#0;主轴的镗刀还回镗刀刀架后不取刀;指令G65P8004T81,则 #20=81,根据 #500 的值确定是否还刀,还刀结束后取1 号镗刀;G65P8004T82,则#20=82,根据#500 的值确定是否还刀,还刀结束后取2 号镗刀。
(3)主程序流程图。
5.2 子程序
(1)还刀子程序O8005。还刀前若#500=81,调用O8007 的1 号镗刀坐标系还刀,若#500=82,调用O8007 的2 号镗刀坐标系还刀,还刀完成后#500=0。
(2)取刀子程序 O8006。G65P8004T81 取 1 号镗刀,完成后#500=81,G65P8004T82 取2 号镗刀,完成后#500=82,G65P8004 只还刀。
(3)镗刀刀座坐标子程序。
O8005(BIG TOOL ATC POSITION DATA)
(T81<-->T82)
IF[#20EQ101]GOTO[101]
IF[#20EQ102]GOTO[102]
GOTO1000
N81(1 号镗刀刀座 XYZ 机床坐标值)
#24=-300.243
#25=-700.236
#26=-1433.134
#7=0.0(Z 轴避让值)
#8=112.(Y 轴避让值)
GOTO100
N82(1 号镗刀刀座XYZ 机床坐标值)
……
N100M99
N1000#3000=3(Tool Number Error)
6 结 语
镗刀刀架的宏程序在机床测试完成后,缩短了单件加工时间,使企业利润增加,并降低了工人劳动强度;由此得出,宏程序在解决企业数控加工、提高机床自动化程度有着不可替代的作用。