浅谈玻璃涂胶工作站的设计应用
2020-08-13赵贺宇宋凯旋
赵贺宇 宋凯旋
摘 要:某公司为了保证产品的一致性和工艺参数的稳定性,提高产品质量,提升生产效率,特引入机器人涂胶工作站。机器人涂胶工作站具有生产节拍快、工艺参数稳定、产品一致性好、生产柔性大等特点。
关键词:汽车玻璃;涂胶工作站;机器人;机械结构
中图分类号:U465.9 文献标识码:A 文章编号:1671-7988(2020)14-178-03
Abstract: In order to ensure the consistency of products and the stability of process parameters, improve the quality of products and improve the production efficiency, a company specially introduced a robot gluing workstation. The robot gluing workstation has the characteristics of fast production rhythm, stable process parameters, good product consistency and large production flexibility.
Keywords: Automotive glass; Gluing workstation; Robot; Mechanical structure
CLC NO.: U465.9 Document Code: A Article ID: 1671-7988(2020)14-178-03
1 机器人涂胶工作站的总体布局
某公司的驾驶室装配线为U型滑板线,驾驶室从A线到B线通过空中进行转接,为了减少外界因素对粘接胶的性能影响,将涂胶工作站布置在B线的起始位置。机器人涂胶工作站的平面布局图,本工作站分为2个部分,挡风玻璃输送线和侧、后窗滑台,前挡风玻璃输送线由玻璃上线底涂、底涂烘干、自动对中、自动翻转,玻璃采用竖向输送方式双皮带输送。侧、后窗玻璃滑台由底座、直线滑轨、气动滑动平台组成,滑动平台的移动由气缸驱动。
2 工艺参数及工艺流程
根据挡风玻璃技术要求,玻璃胶的截面形状为等腰三角形,宽度8-10mm,高度14-16mm;挡风玻璃规格型号有2种,最大尺寸2030X820mm;侧、后窗玻璃技术要求。玻璃胶的截面形状也为等腰三角形,宽度6-8mm,高度8-10mm,侧装玻璃规格型号有4种,最大尺寸625X447mm;后窗玻璃规格型号1种,尺寸755X435mm。
涂胶工作站工艺流程:人工在物料存放区利用玻璃上线辅助装置抓取玻璃并放置在一工位,在此人工完成玻璃清洗和底涂,二工位为底涂烘干,三工位用于挡风玻璃的自动对中,机器人按照预定的路径对玻璃进行涂胶作业,四工位为下件工位,自动翻转装置将玻璃从工位四翻转180°至玻璃取料位,由操作人员利用辅助机械臂抓取玻璃并进行装配。在完成三工位的玻璃涂胶作业后,侧、后窗滑台的玻璃已在工位等待,机器人通过玻璃放置位置的传感器进行自动识别玻璃型号,按照预定的路径对玻璃进行涂胶作业,作业完成后的玻璃通过滑台送出涂胶区域,人工通过手工吸盘进行玻璃的抓取并完成装配作业。
3 机器人
机器人是工作站的核心。由于前挡风玻璃都是空间曲面,而涂胶的胶型截面均为三角形。因此涂胶机器人需具有6个自由度, 如图2。ABB IRB6700-205机器人采用的新型交流伺服电机,具有结构紧凑、高输出、响应快、高可靠性等特点,具有了良好的运动空间和高的稳定性,以及可以适应各种涂胶工艺姿态的性能。同时,具有简洁的示教及编程特性。尤其具有较高的位置重复定位精度最高可达0.05mm,以及较高的轨迹重复精度达0.08mm,这样可以有效保证涂胶的精度及胶型精度。此机器人工作半径3200mm,最大承载150KG。通过在线示教,可对不同类型、不同规格尺寸的工件进行程序的编辑作业,由于使用传感器判别工件的规格型号,特别适用于多种型号工件的混线生产。
4 机械结构
机械结构主要包含自动皮带传送系统、上料旋转升降台、底涂烘干风幕、玻璃对中识别装置、升降台、翻转装置、侧窗滑台、清胶装置、底胶振动台、玻璃上料助力装置。其中特别增加底涂烘干风幕以保证技术要求和提高产品质量。
(1)玻璃自动输送系统采用同步带输送步进式线形式,由驱动装置、张紧装置、中间段等构成,输送速度由变频调速器控制,每个工位设有玻璃到位传感器,工位之间的等距输送由变频器控制,皮帶输送系统工位间距2600mm,由SEW的变频调速电机驱动,一次送四个工位,输送时运行平稳、无抖动、无爬行现象。速度范围15m/min~25m/min(可调),工位间输送时间约为8秒。
(2)上料旋转升降装置与对中装置配合使用。主要由转台、真空吸盘组件、升降装置、转台旋转到位识别装置、定位装置和底架构成。当转台上有玻璃时,真空吸盘自动把玻璃固定在旋转台上,可实现360度自由旋转,便于人工完成清理、涂底胶等工作。旋转升降装置通过转台旋转到位识别装置检测转台是否旋转到位。
(3)底涂烘干风幕主要由工业热风幕负责对玻璃底涂进行快速烘干,烘干时间设定为30s(可调)。由于北方天气冬季天气寒冷,底涂通过自干需要时间较长,影响生产节拍和胶体的粘接质量,因此特增加底涂烘干风幕从而保证了技术要求、提高生产效率及产品质量。
(4)玻璃对中识别装置主要由对中定位装置、升降架、到位开关、位移传感器、玻璃测量平台和真空吸盘组件构成。玻璃对中定位装置由工件对中机构、定位支柱及工件到位开关等构成,负责对工件进行精确定位,以弥补由于工件的尺寸误差对涂胶轨迹的影响,以利于机器人对工件的正确涂胶。对中装置采用的是小齿隙双齿条相对作用的玻璃对中装置。玻璃对中装置带有品种识别装置,通过位移传感器自动识别玻璃的品种。协调机器人执行不同的涂胶程序。玻璃对中装置的长度方向测量范围:700mm~2300mm,宽度测量范:400mm~1200mm,重复对中精≤0.2mm,胶型精度≤0.5mm,满足不同产品型号的尺寸需求和定位精度。
(5)升降装置主要由升降装置、定位装置和底架构成,只要此工位有玻璃,升降台就会自动升起,将玻璃举升脱离输送线,其目的是当涂胶工位没有玻璃时,输送线可以将一工位、二工位、三工位的玻璃直接送入涂胶工位,避免了由于四工位有玻璃而输送线不能运转的问题,从而减少停线提生产效率。旋转升降装置可以通过转台旋转到位识别装置,检测转台是否旋转到位。
(6)翻转装置由变频电机驱动,电机带有制动器,在发生异常情况时,翻转臂能在任意位置紧急停止,翻转位置和速度可以根据实际使用情况进行调节。翻转装置有自动翻转和手动翻转两种状态供切换。翻转装置采用四个真空吸盘吸附玻璃,实现顺利可靠的真空吸着并进行翻转。翻转装置设置玻璃占位检测,检测有玻璃时,系统限制装置不会反转。
(7)后、侧窗玻璃滑台由底座、直线滑轨、气动滑动平台组成,滑动平台的移动由气缸驱动;玻璃定位夹具置于滑动平台之上,主要由定位机构、工件检测装置构成。侧窗玻璃被放入定位夹具后,工件检测装置自动判别玻璃有无,确认玻璃已经到位后,滑动平台自动移至涂胶工位,机器人按相应轨迹进行自动涂胶。涂胶完毕后,滑动平台自动返回原位,工人利用手动吸盘取走玻璃。侧窗玻璃定位夹具根据玻璃尺寸,采用层级设计,通过传感器进行玻璃类型识别。
(8)清胶装置是机器人每次涂完胶后在这里完成对胶枪嘴的清理和设备自动排胶时的枪嘴清理;清胶装置设有专用油杯,每日工作完毕,枪嘴自动浸入专用油杯中隔絕空气,避免枪嘴的胶体凝固,清理频次及间隔时间可以根据胶的性能进行设定。
(9)底胶振动台由电机、减速机、摆杆机构、相关电气控制元件等构成,底涂液存放置于摇摆机的摇摆台上,通过电机转动驱动摆杆,达到摇动底涂液的作用。
(10)玻璃上料助力装置 采用气动平衡葫芦下挂气动吸盘夹具抓取玻璃。为了玻璃的移动和安装,方便操作,采用平衡器和滑轨吊架。气动平衡器选用英格索兰气动平衡器,型号为ZABW020120,持重90kg,吸盘夹具采用四个真空吸盘吸附玻璃,每个吸盘都由一个真空发生器组件独立控制,并附有真空检测传感器,可确保玻璃不至于因为某一气路发生故障而失去真空突然掉下。
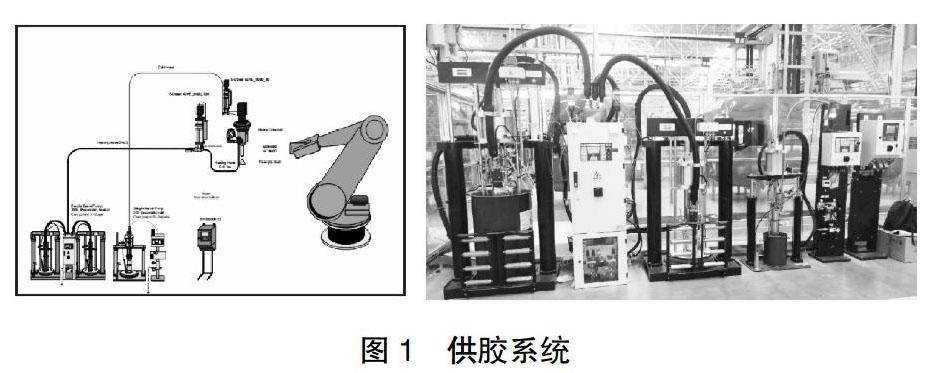
5 供胶系统
胶态采用目前性能优良的双组分整体固化聚氨酯胶(A/ B胶),兼容单组分湿气固化聚氨酯胶。针对聚氨酯胶的特点,A胶系统采(图1)用两台大截面的双柱塞式压胶泵,电控方式进行双泵间切换,能够避免胶体内产生气泡的质量缺陷,双立柱55加仑双桶泵机上下运行时均可以抽胶,压胶盘和胶管带有加热功能,更好地辅助柱塞泵进行充分地吸胶和泵胶,保证胶料压力稳定,并且减少了活塞的运行频率,延长密封圈的寿命,再有系统为双泵配置,一台工作时,另一台预热,双泵间可自行切换,以保证涂胶系统的正常工作。根据双组分聚氨酯胶的特性及胶的配比为10:1,因此B胶系统采用一台小截面的单柱塞式压胶泵(5加仑),压胶盘和胶管带均有加热功能,更好地辅助柱塞泵进行充分的吸胶和泵胶。
6 结论
本文对挡风玻璃和侧窗玻璃涂胶工作站的应用和原理进行了简述。随着现代化的发展,对汽车产业的质量提出更高的要求,因此自动化、现代化的机械装备会应用得越来越多。涂胶工作站在挡风玻璃涂胶中的应用,可以更加有效地控制汽车玻璃安装质量的稳定性、一致性,从而提供了汽车的可靠性、安全性及密封性。
参考文献
[1] 李天伟.汽车挡风玻璃机器人自动涂胶的设计[J].南京工程学院学报,2006,4(4).
[2] 诸静.机器人与控制技术[M].杭州:浙江大学出版社,1991.
[3] 刘益军.聚氨酯密封胶及其进展[J].聚氨酯工业,1997,12(2):6-10.
