客车玻璃胶开裂漏水工艺性分析
2020-08-13李渤江
李渤江


摘 要:文章对客车玻璃胶开裂漏水的原因进行系统分析,通过对材料的选取、玻璃安装工艺的优化、在前期的防护措施、中期的打胶工艺及后期的填缝工艺等多方面措施并举,从而实现客车玻璃胶密封性能提升,防止密封胶开裂。
关键词:玻璃;填缝胶;开裂;防护;工艺
中图分类号:U466 文献标识码:A 文章編号:1671-7988(2020)14-149-03
Abstract: This paper makes a systematic analysis of the causes of the cracking and leakage of the bus glass glue, through the selection of materials, the optimization of the glass installation process, the protective measures in the early stage, the gluing process in the middle stage and the caulking process in the later stage So as to improve the sealing performance of the bus glass glue and prevent the sealant from cracking.
Keywords: glass; joint sealant; cracking; protection; process
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)14-149-03
前言
在客车生产制造过程中玻璃安装工序极为重要,当前玻璃的固定方式绝大多数为粘接胶粘接固定,玻璃与车身蒙皮及玻璃与玻璃缝隙之间能否良好的密封性是衡量整车密封性的关键。目前客车市场多有反馈玻璃填缝胶开裂的现象,大多客车运营了1-2年后玻璃胶就发生开裂现象,从而产生漏水,严重影响客户对产品的满意度,现通过对玻璃性能管控、玻璃填缝胶品选取、玻璃安装工艺优化等多方面管控,提升整车玻璃胶密封性能防止开裂[1]。
1 客车玻璃胶开裂漏水原因分析
1.1 粘接基面
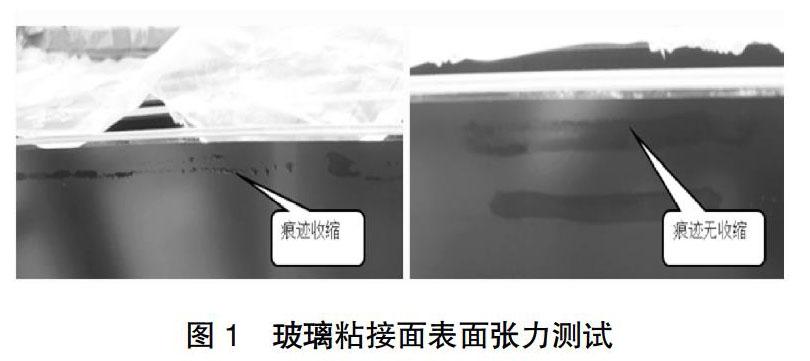
38号达因笔能准确地测试出粘接面表面张力是否达到合理的要求,让实验者能清楚了解基面是否适合于玻璃粘接,进而能有效地控制质量及减少因材料不达标所造成的工序延误。在测试中通过刷上约100mm长的墨条,并观察其墨条边在2秒钟内是否发生收缩并形成墨滴,如果表面张力良好时,在粘接基面上墨条的痕迹无明显变化;如果表面张力较低(或表面含有硅油时)时, 墨条在粘接基面上的痕迹会发生收缩现象[2]。
1.2 玻璃粘接基面测试
在玻璃的制作工艺过程中有一道除硅油工序,而前档玻璃为夹胶玻璃,硅油含量最高(硅油的存在会降低玻璃集体的表面能,表面能降低会导致粘接性降低,从而可能会使粘接面开裂),在出厂时如果未除尽,将直接影响玻璃的粘接性能。
通过对部分玻璃厂家供货来的前档玻璃、侧挡玻璃、门玻璃分别进行测试,如图1所示,从测试结果看出:大多数前档玻璃粘接基面(玻璃边缘12mm范围内)有明显的痕迹收缩现象,侧挡玻璃及门玻璃上的痕迹无收缩现象。
1.3 窗框骨架、档条粘接基面测试
通过用38号达因笔测试了前档玻璃、侧挡玻璃、门玻璃的骨架粘接面的粘接性能,如图2所示,可以从测试结果看出:前档玻璃骨架档条上喷有面漆,测试痕迹发生收缩,侧挡玻璃骨架主要是电泳漆,测试痕迹无变化,门骨架上的有面漆的部位测试痕迹发生收缩,无面漆部位测试痕迹无变化。从上面测试说明面漆对玻璃胶的粘接力是有一定影响的。
从以上分析得出结论:电泳漆的粘接性能最好,夹胶玻璃硅油需除尽。
2 玻璃填缝胶品品质
玻璃填缝胶品由各个胶品厂家提供的不同价位产品,客车厂家在考虑成本的同时选取性价比较优的产品应用在客车玻璃安装上。
在2016年3月、2017年7月、2019年1月分别制作了按整车车身1:1比例的双面玻璃样架,用于验证目前三家主流胶品厂家提供的不同玻璃胶品是否存在开裂隐患。
通过前期的测试,针对存在开裂隐患的胶品已被更新替换,其他客车厂家可自行选择性价比较优的胶品。
3 玻璃安装工艺
玻璃安装工艺主要步骤为:粘接基面的预处理(擦拭清洗剂、底涂)——窗框骨架上打闭环玻璃粘接胶——玻璃安装
玻璃安装关键管控点主要为以下三点:
(1)擦拭清洗剂,清洗剂的功效是保证玻璃胶的粘接基面的干净无杂质,如未擦拭将直接影响玻璃胶的粘接力。
(2)擦拭底涂,底涂的功效是增加胶本身的粘接力,使胶能更快的与粘接物发生反应增强粘接强度,如未擦拭底涂会加快后期玻璃胶与粘接基面分离。
(3)打闭环玻璃胶,闭环玻璃胶保证玻璃与窗框完全粘接,如未打闭环玻璃胶会导致玻璃与窗框之间有孔洞产生漏水隐患。
在日常的装配过程中如果未能执行到位及时管控,后期就会造成玻璃胶开裂漏水隐患。
4 玻璃安装工艺优化
4.1 前期防护措施
(1)下电泳后粘接面清洁干净:如果窗框档条等骨架粘接基面未在电泳后采用高温胶带防护再喷漆,会影响玻璃胶与骨架、窗框档条的粘接性能。
要求车身骨架玻璃粘接基面在涂装车间对窗框档条及立柱的进行胶带纸遮蔽防护,待总装上线时再行撕除,如图4所示。
(2)清洗剂、底涂干燥时间:清洗剂、底涂如果未晾嗮充分,会影响玻璃胶品与粘接基面粘接性能。
要求窗框粘接基面预处理及玻璃粘接基面预处理作业均提前至少1小时,有效保障清洗剂及底涂晾干时间充分。
4.2 玻璃打胶工艺
(1)侧窗上沿档条处打胶密封:窗框档条为点焊焊接,存在缝隙,如未打玻璃胶会导致窗框档条焊点处因存在缝隙产生漏水隐患。
要求窗框上打胶时需在窗框档条焊点部位打胶全覆盖无遗漏。
(2)玻璃内侧密封:玻璃内侧如未打胶形成U型密封,会导致冷凝水堆积对骨架产生锈蚀。
要求玻璃内侧需打胶形成U型密封,玻璃内侧与矩形管接缝处若有余胶溢出,则使用刮胶刀将溢出的玻璃胶刮平,若两端有空洞则需打胶补平,需形成U形密封。有效防止冷凝水产生腐蚀车身骨架。如图5所示。
4.3 玻璃填缝工艺
玻璃棱缝刷底涂:玻璃侧立面未刷底涂,影响填缝胶与玻璃之间的粘接性能。
要求玻璃预处理时,玻璃的粘接面及玻璃棱缝均完全擦拭清洗剂底涂无遗漏。
5 结论
通过对粘接基面的防护、窗框档条及玻璃的预处理到位的保障,玻璃打胶密封措施的提升,通过一系列的对玻璃安装工艺的优化,可有效避免后期市场反馈的玻璃胶开裂现象的发生。
参考文献
[1] 曾国富.单组分聚胺脂玻璃胶在客车车窗玻璃安装上的运用.[J]机电工程技术.2010,(3),94-96+120.
[2] 王庆国.达因笔测试表面张力的方法.[J]塑料包装.2008,(5),49-50.
