双丝三弧焊焊接工艺研究
2020-08-13马明豪张佳明王海东刘转超刘晓多
马明豪 张佳明 王海东 刘转超 刘晓多
摘 要:双丝三弧焊(Tri-Arc)技术是一种新型高效的电弧焊接方法,因双丝间有额外的M弧,降低了通过工件的电流,显著降低了焊缝的焊接热输入,提升力学性能,但存在飞溅较大且电弧稳定性差的情况,易产生焊接缺陷。本文通过试验优化设计焊接坡口、提高加工精度、优化工艺参数等过程,减少了焊接缺陷,提升了焊接质量,力学性能满足RCC-M 2007的要求。
关键词:双丝三弧焊 缺陷 工艺 RCC-M 2007
中图分类号:TG444 文献标识码:A 文章编号:1674-098X(2020)06(a)-0101-02
双丝三弧焊(Tri-Arc)技术是一种新型高效的电弧焊接方法,这种焊接技术能将高熔敷率和低热输入完美结合,它不但在两根焊丝与焊接工件间分别产生电弧[1-2],而且在两根焊丝之间也产生一个电弧,因此被称为双丝三弧焊。传统电弧焊随着电弧功率的增加焊接效率增加,焊接工件的热输入也增加;而Tri-Arc技术突破了传统电弧焊规律[3-4],电弧功率增大的同时焊接效率增加,但工件的热输入可以不增加甚至可以降低,电弧功率和焊接热输入不再是正比关系,在高效施工的同时保证了焊缝的强度和低温韧性[5]。但焊接过程中存在飞溅较大且焊接过程不稳定的情况,本文利用双丝三弧焊机进行对接焊,重点研究如何优化焊接工艺,减少焊接缺陷。
1 设备及材料信息
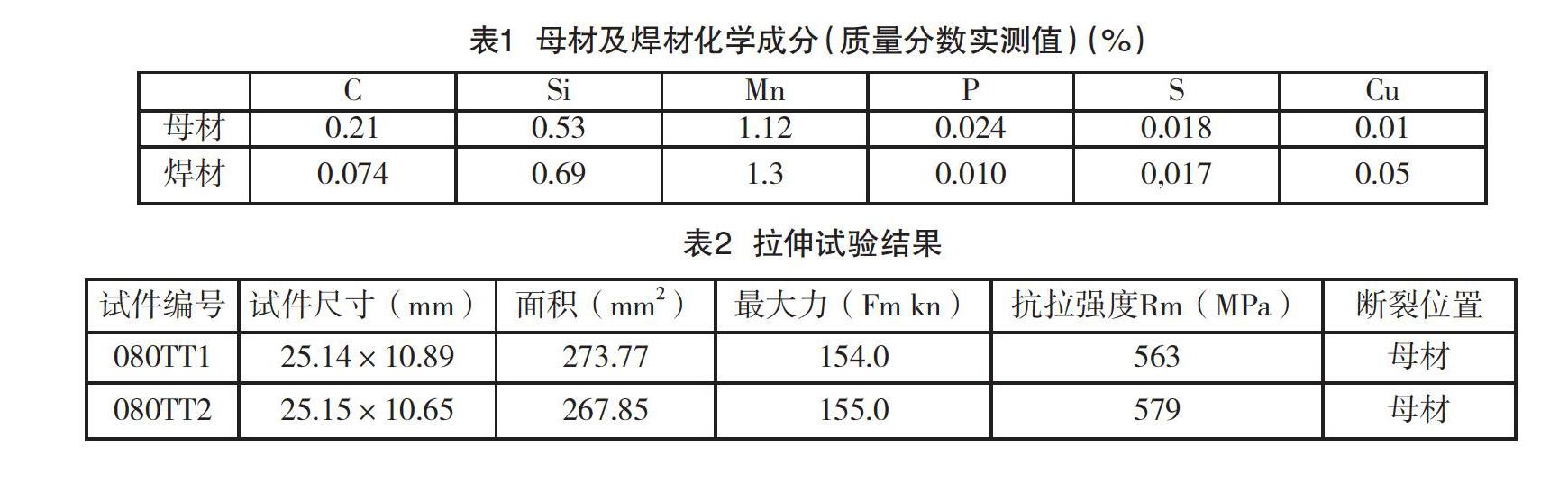
本文焊接电源采用深圳瑞凌公司出产的Tri-Arc 1200 焊接电源,Tri-ARC双丝三弧焊接采用全新的双丝电弧焊接方法,在焊接过程中,在L弧和R弧的基础上,引入第三电弧M弧,通过增加M弧的电流,可在相同的熔敷率条件下显著降低焊接热输入。设备原理如图1所示,图(a)中VPPS为可变极性电源,PPS1和PPS2为两直流脉冲电源,通过控制上述三电源的极性和脉冲相位关系,可以在焊丝E1与焊接工件之间建立第一电弧A1,在焊丝E2与焊接工件之间建立第二电弧A2,在焊丝E1与E2之间建立第三电弧M弧。
Tri—Arc双丝三弧焊接基本工作过程可以看作是两个相互对称的旁路电弧焊接过程的组合,这样组合即有旁路电弧焊接方法原有的高熔敷效率,降低热输入的特点,而且该组合还解决了旁路电弧稳定性差的问题(见图1)。
焊接母材选择S355J2,采购标准为EX100251990,规格为350mm×150mm×10mm;焊材选择ER70S-6,采购标准为AWS/A5.18,规格为Φ1.2mm;保护气为混合气20% CO2/80% Ar。按照RCC-M 2007 S Class 1 级别要求进行焊接工艺试驗。母材及焊材化学成分见表1。
2 工艺优化方案
2.1 焊接缺陷
由于双丝三弧焊飞溅较大且电弧稳定性差,给焊接工艺开发造成了极大的困难。试验过程中的焊接缺陷主要有:弧坑、烧穿、未焊透、夹渣。双丝间交替燃弧,双丝间还有M弧存在,尤其是在熄弧过程中,焊接电流骤降,M弧来不及反应,导致电弧不稳定,产生熄弧弧坑。烧穿、未焊透:双丝三弧焊接过程中,因M弧的存在,L、R弧焊接电流波动较大,波动值约为50A,导致焊缝击穿或未焊透。夹渣:双丝三弧焊缝,射线探伤最常见的缺陷之一。因双丝三弧焊电弧不稳定,飞溅较大,常出现夹渣缺陷。
2.2 解决措施
针对起弧熄弧过程M弧不稳定,易产生弧坑的现象,在焊道外增加引弧板和熄弧板,增强了焊接过程的稳定性。合理设计坡口形式,结合工艺开发经验设计了Y型坡口,钝边厚度为1.5mm,严格控制机加工精度,保障钝边加工质量,增强电弧容错率,有效降低了烧穿、未焊透缺陷的出现。层间对焊缝进行清洁,减少夹渣。
参数调节时,需要注意增加M弧后的影响,当仅增大M弧电流时,L弧的电流会减小,此时工件的热输入量会减小;当 M 弧电流降低时,L弧的电流会增大,工件的热输入量加大。工艺开发过程,保证L弧电流一定时,加大M弧电流的同时应该加大送丝速度。当出现未熔透时,可适当地调小M弧的电流来增大流经工件的实际电流值。若出现穿透现象,则可适当调大M弧的电流值来减小L弧及R弧的电流值,使得焊接工件的电流值变小。
2.3 工艺试验结果
将焊后试板进行破坏性试验,测定材料的抗拉强度,用以确定产品的伸长量、面积缩减量、拉伸强度等拉伸性能指标件表2。依据RCC-M 2007标准要求抗拉强度应大于470MPa,试验结果符合标准要求,且断裂位置均位于母材,表面焊缝区域抗拉强度较高。焊缝进行面弯、背弯试验,试件弯曲180°,经检测弯曲段未出现气孔、裂纹等缺陷,弯曲试验合格。
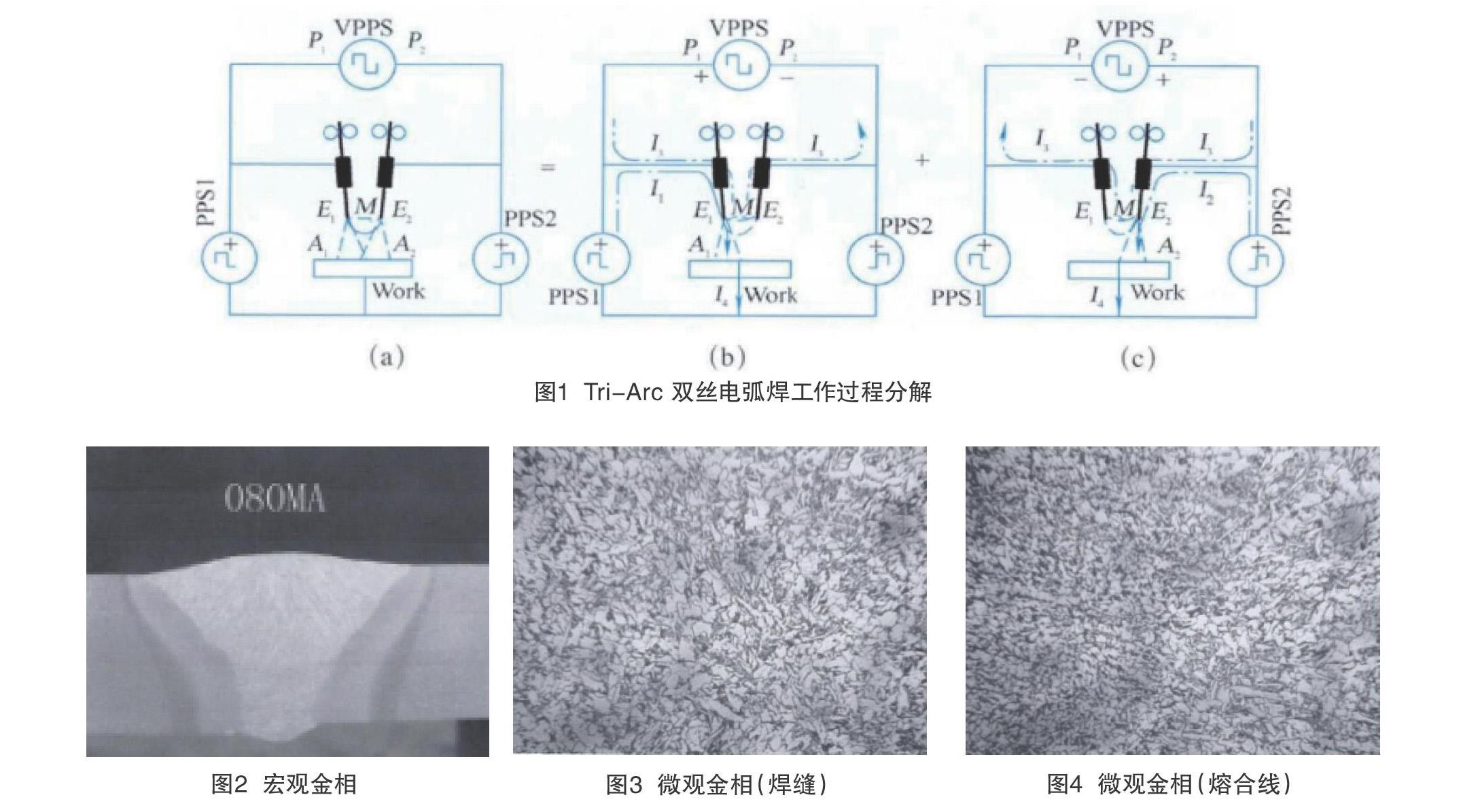
根据宏观金相可以看出,双丝三弧焊接试件所得焊缝显示融合良好,未发现有焊接缺陷存在。根据试验得微观金相照片对比常规二保焊焊缝发现,双丝三弧焊焊缝区域组织更加均匀,主要由铁素体组成,还存在少量珠光体,主要是由于M弧的存在,导致相同熔敷量热量降低,从而使金相组织更加细小均匀。
3 结语
本文通过使用深圳瑞凌的Tri-Arc 1200 自动焊机,实现了双丝三弧焊技术在核电行业的应用,通过试验证明针对S355J2这一材质,可使用双丝三弧这一新型焊接方法,使力学性能达到RCC-M 2007 Class 1级的标准,从而验证了双丝三弧这一焊接方法在工程实体应用的可行性。
参考文献
[1] 郑佳.双丝三弧焊熔滴过渡行为分析及焊缝成形机理研究[D].天津工业大学,2019.
[2] 郑佳,王天琪,侯仰强,等.双丝电弧焊技术的研究进展与应用[J].焊接,2018(54):15-20,65-66.
[3] 孙传阳.多电弧复合中厚板焊接工艺及组织性能研究[D].大连理工大学,2018.
