直轧辊道保温装置的研制
2020-08-11郝德明刘黎黎
郝德明 刘黎黎


摘 要:根据河北邯郸某钢厂生产线布局及对钢坯温降的要求,研制直轧辊道保温装置,具有重量轻,保温效果好,易替换等特点,能有效保持钢坯在传送过程中的温度,减少钢坯在加热炉内加热的时间。
关键词:连铸坯;直轧辊道;保温装置
1概况:
邯郸某钢厂新建高线生产线,共四条生产线,其中1#2#线有直轧辊道,需将连铸坯从0m平面爬升输送至+5.8m的辊面进入加热炉,要求从炼钢交接点到加热炉悬臂辊入口处温降小于25度,以此设计研制直轧辊道的保温装置。
2.设计方案:
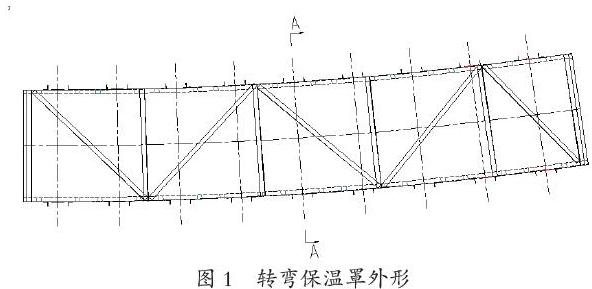
考虑到此直轧辊道由有弧度的转弯辊组成,在设计转弯辊道的保温罩时,按照直轧辊道的转弯半径进行外形设计布局,见图1。
此方案采用全保温方式进行钢坯保温,其中上保温采用钢结构内衬耐火纤维材料及不锈钢板网加强结构,详见图2,外层采用5mm厚不锈钢板,角钢焊接成整体框架,内衬耐火纤维材料采用硅酸铝材质,耐火度≥1280℃,优点是重量轻,保温厚度75-100mm,内侧用不锈钢板网加强结构,并用304的通长螺栓进行固定,防止耐火纤维材料松散。顶部共设有4个吊装点,便于施工及维护保养过程中保温罩的安装和拆卸。
上保温层的有效工作高度,一般按照安装后辊面到保温罩内部顶端为2倍的钢坯高度来设计,一是避免因保温罩过低导致弯曲钢坯在保温罩内卡滞,二是尽量减小保温罩的空间,防止热量过多散失。
下保温采用钢结构内衬浇注料方式,详见图3。选用6mm厚的不锈钢板焊接成外框,内部等间距焊接上锚固钩,保证浇筑后整体框架的稳定。浇注料选用轻型水泥浇注料,能够尽可能减少下保温层的重量,在起到保温作用的同时有效控制生产成本。下保温层根据辊道长度设计间隔相等的排渣口,便于氧化铁皮的排出清理。下保温层的存在能够有效减少钢坯与外界进行热交换。
安装后的整体形状见图4。整个设计的优点为重量轻,便于吊装,在保证保温效果的同时能降低保温装置对水泥基座产生的压力,延长整个机体的使用寿命。
3现场调试:
安装后进行现场调试,上保温层进行隔组安装。辊子的速度从0.15m/s开始调试运行,当弯曲度较大的钢坯(合格范围内)低速运行在保温层内不卡滞时,逐步增加辊子速度进行测试,隔组安装便于查看钢坯的卡滞情况,一旦发生卡滞现象,停机调整上保温层的安装高度,重新进行该速度的运行试验。当辊子速度从0.15m/s运行至5m/s均未发生钢坯卡滞后,安装上所有上保温层,重复上述操作,钢坯顺利进入加热炉内为合格。
4 运行效果:
经过调试确认,钢坯在辊道输送过程中无卡滞现象发生。经15天的试运行测试,从炼钢交接点到加热炉悬臂辊入口处温降控制在8℃~15℃,满足<25℃ 的要求。
5 结语
本文主要介绍了为河北邯郸某钢厂研制的直轧辊道保温装置,并介绍了设备的运行情况。本文中的直轧辊道保温装置,保温效果好,结构简单,重量较轻便于拆卸安装,能够满足生产过程中对于钢坯温降的要求。因此,本次研制任务圆满完成。
参考文献:
[1] 闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[2] 王跃进.机械原理[M].北京:北京大学出版社,2009.
[3] 王平,段巍.連铸坯热送保温罩的研制[J].武钢技术,2003,41(6):6-7,40.
作者简介:
郝德明(1975.11-)男,满族,籍贯:辽宁北镇,大学本科,工程师,主要从事冶金行业方面工作,研究方向:工业炉及其设备。
刘黎黎(1989.1-)女,汉族,籍贯:辽宁新民,大学本科,助理工程师,主要从事冶金行业方面工作,研究方向:工业炉及其设备。
