AZ31B镁合金钻削加工实验研究
2020-08-11唐联耀李小庆
唐联耀 李小庆

摘要:镁合金因其固有的物理特性而广泛使用。目前镁合金产品对质量的要求越来越高,传统的机械加工方法很难达到要求。本文采用超声振动钻削镁合金材料,研究进给量、转速、振幅对孔的表面粗糙度的影响,得出超声振动钻削镁合金较为合理的切削参数,对研究镁合金的孔加工具有非常重要的意义。
关键词:超声振动钻削;镁合金;切削参数
1. 前言
镁合金具有比强度高,比刚度高密度小、重量轻、比强度高、导热性好、切削性能好、减震、吸震性能好,电磁遮蔽性好、可回收性高,较高的尺寸稳定性等特点[1]。由于镁元素极为活泼,镁合金的熔点很低(651℃),普通切削产生的温度高达 500 ~ 600℃,高温的碎屑和粉尘与冷却液中的油剂混合,很容易引起燃烧。另外,加工中极易产生电化腐蚀,镁合金的线膨胀系数比钢和铸铁大,切削热、温差等因素都会直接影响镁合金零件的精度。因此,镁合金的加工技术还不成熟和完善,机械加工难度较大[2]。本文采用超声振动钻削AZ31B鎂合金,研究进给量、转速、振幅对孔的表面粗糙度的影响,得出超声振动钻削镁合金较为合理的切削参数。
2. 实验安排
本项目试件材料为AZ31B镁合金,试件25X 300X100 mm,实验设备为高速精密超声波打孔机、刀具为硬质合金麻花钻,检测设备为德国Mahr公司生产的,型号为MarSurf M300的表面粗糙度测量仪。采用单因素试验方案研究振幅、转速、每齿进给量对孔粗糙度的影响。孔的深度为25mm,因素水平见表1。
3. 实验结果
根据实验方案,采用单因素实验方法,共计钻孔12次,分别用表面粗糙度仪测量得到12组数据如表2。表面粗糙度值得单位是um。
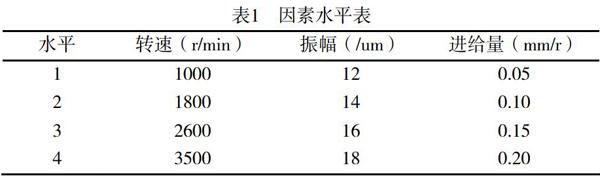
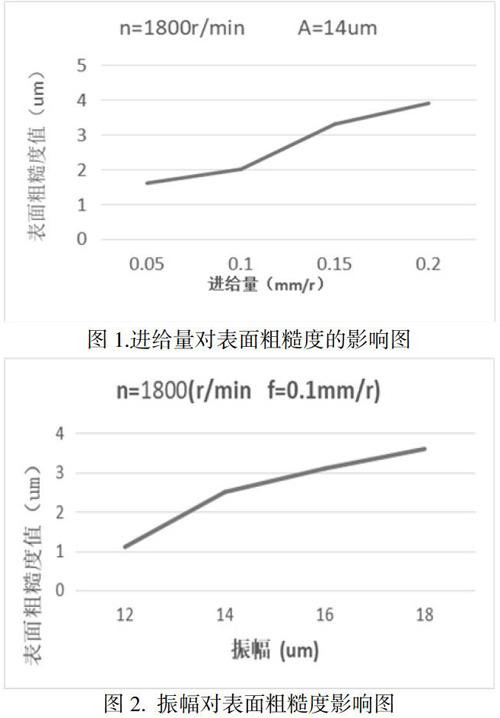
根据实验结果表2,可以分析得出本实验在转速1800r/min,振幅14um时研究进给量对表面粗糙度的影响,结果趋势图如图1所示,结果表明随着进给量对增大,表面粗糙度值越大,当进给量达到0.2mm/r时,表面粗糙度值达到3.9um;在转速1800r/min,进给量0.10mm/r时研究振幅对表面粗糙度的影响,结果趋势图如图2所示,结果表明随着振幅的增大,表面粗糙度值越大,当振幅为18um时,表面粗糙度值达到3.6um。
在振幅14um,进给量0.10mm/r时研究转速对表面粗糙度的影响,结果趋势图如图3所示,随着转速的增大表面粗糙度值越来越小,表面质量越来越好,当转速达到3500r/min时,表面粗糙度值仅有1.8um,这主要是因为随着转速的提高,进入到高速切削加工范畴,速度较高的情况下,随着速度继续增大,切削温度会变得很高,使得切削层金属处于微熔状态,摩察角变小,切屑惯性力增大;切削变形减小,剪切角增大,剪切力明显减小。但剪切力减小的程度大于切屑惯性力的增大程度,因此,总的切削力是减小的,从而表面质量变好。
4. 实验结论
通过对AZ31B镁合金钻削实验研究分析,AZ31B镁合金钻削加工时,表面质量随着切削速度增大而变好,随着进给量增大而变差,随着振幅增大而变差。因而在钻削镁合金AZ31B时,应该选择合理的切削参数,以确保孔的加工质量。
参考文献
[1] 丁文江.镁合金科学与技术[M].北京:科学出版社,2007:365-371.
[2] 刘胤. AZ91 D镁合金加工工艺的应用研究[J].工具技术,2012(46):38-44
