茶叶揉捻机传动箱拆装与维修
2020-08-07王强陈玉平
王强 陈玉平

摘 要:茶叶揉捻机由于揉桶的偏心旋转,驱动轴受力不均衡,传动齿轮和轴承在工作中存在不均匀磨损和冲击问题,传动箱在使用中易出现振动、噪音较大等故障现象。本文展示了常见的双臂式茶叶揉捻机传动箱的结构,介绍了传动箱的拆卸和装配流程,以及传动箱常见故障的排除方法和步骤。
关键词:茶叶揉捻机;传动箱;传动轴;故障;维修
一、茶叶揉捻机传动箱结构和工作原理
茶叶揉捻机是用来完成茶叶生产中揉捻作业的加工机械,其工序有两个目的:一是将杀青叶卷紧条索,利于干燥成形;二是适度破碎叶细胞组织,挤出部分茶汁,使干茶容易冲泡。
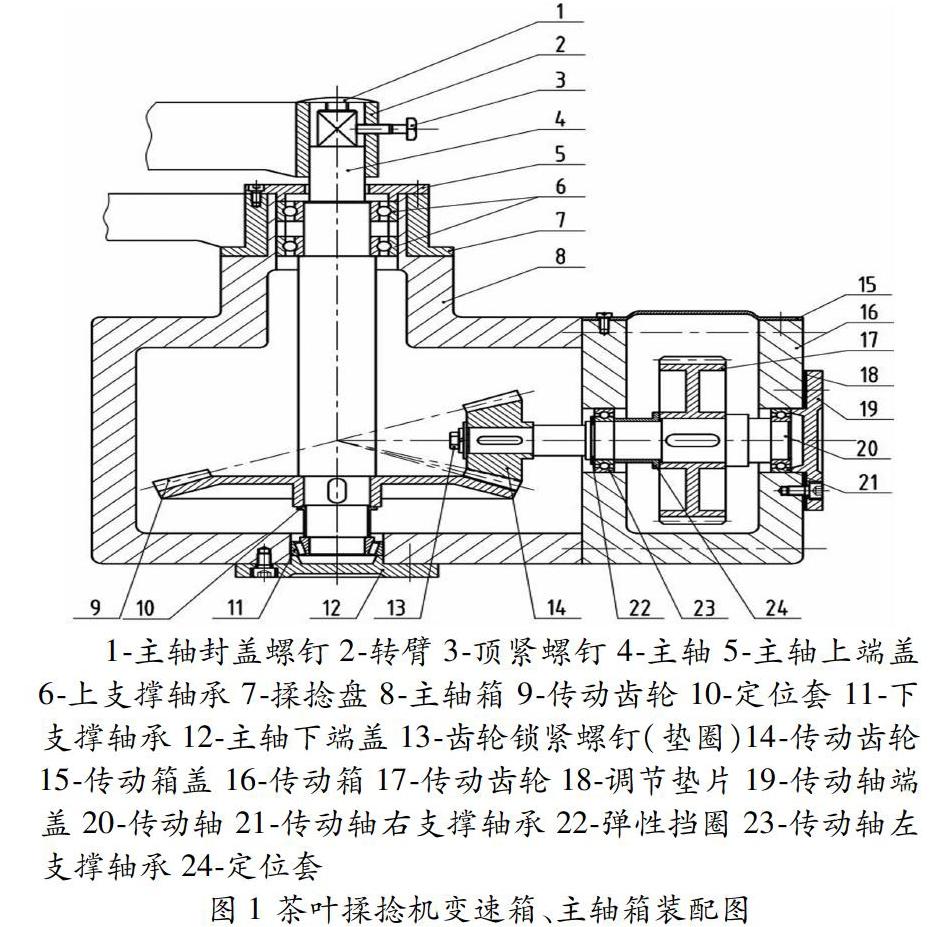
揉捻机大多采用两级减速来获得揉捻机的揉捻旋速,一级减速采用圆柱齿轮传动减速,二级减速采用锥齿轮传动减速,图1所示为茶叶揉捻机变速箱、主轴箱装配图。经过一级圆柱齿轮减速之后,电机的动力传递到传动轴20,然后通过齿轮14将动力传递到齿轮9,从而带动主轴4运动,最后通过转臂2带动揉捻桶转动实现揉捻运动。
揉捻机在运行过程中由于揉捻桶是偏心旋转,因此对主轴会产生较大的径向作用力,这将导致主轴上支撑轴承6磨损加剧。当轴承磨损量达到一定程度时,主轴的旋转会产生较大的径向跳动,甚至噪声和振动。下面讲述怎样拆卸主轴箱和变速箱,以更换主轴轴承。
二、茶叶揉捻机传动箱的拆装与维修
(一)主轴箱轴承的更换
(1)断开电源,并悬挂“设备检修,禁止合闸”的警示牌。
(2)取下电机的皮带轮罩子,调节驱动电机位置,将电机皮带松弛,取下皮带。
(3)卸下主轴箱的放油螺钉,将润滑油放尽。
(4)卸下变速箱与主轴箱的连接螺钉,将整个变速箱16从主轴箱上取下放在维修平台上。
(5)卸下主轴封盖螺钉1,松开顶紧螺钉3,将揉捻桶转臂2卸下。
(6)将主轴箱8与基座的连接螺栓卸下,将整个主轴箱部件卸下放在维修平台上。
(7)卸下主轴上端盖5及其密封圈。
(8)卸下主轴下端盖12及其密封圈。
(9)用铜棒敲击主轴4上部,使主轴向下端移动,直到下支撑轴承11露出主轴箱下端面,取下轴承11的外圈,用轴承拉马拆下其内圈,并取下定位套10。
(10)用铜棒敲击主轴4下部,将主轴连同上支撑轴承6一起取下。
(11)用轴承拉马拆下上支撑轴承6。
(12)将主轴箱8中的锥齿轮9取出。
(13)清洗各零件。
(14)检查各零件的是否损坏,特别是齿轮轮齿表面是否有剧烈磨损、变形和裂纹。
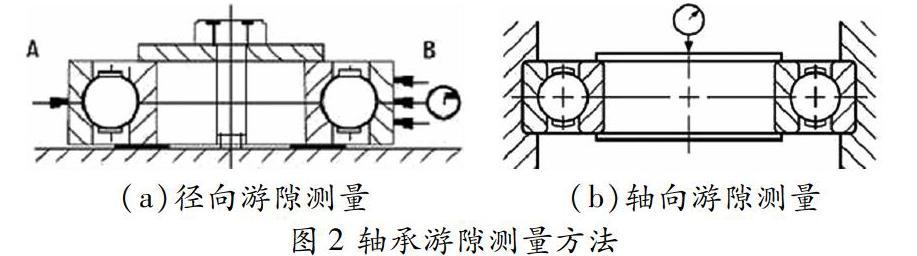
检查轴承内外圈及滚动体是否损坏,轴承游隙是否符合要求。径向游隙的测量方法如图2(a)所示:用螺钉和压板将轴承内圈固定,内圈下放置薄垫圈,保证外圈可以自由转动。将百分表触头轻触在B点,使指针预压一圈左右,并将刻度归零。然后用力推A处,记下百分表的读数。依次转动外圈90°,共记录4次数据,最后求得其平均数。轴向游隙的测量方法如图2(b)所示,将轴承外圈固定,在内圈上穿入芯轴,将百分表触头轻触芯轴端面上,刻度归零。然后用手向上推动芯轴,记下百分表的读数。用同样的方法得到相隔90°的4个位置的读数,并求其平均数。
轴承的游隙大小可以查阅设备说明书和相关国家标准,对于分离型轴承来讲,其游隙可以调节。但是对于图1所示的上支撑深沟球轴承6来讲,若其游隙超标,则应更换。
下面是主轴箱的装配过程:
(1)从主轴箱上部插入主轴4,同时从主轴箱侧部放入齿轮9及其传动键,并将齿轮9套入到主轴上。
(2)将主轴4下端伸出主轴箱下孔,装入定位套10,用铜棒将轴承11的内圈装入轴肩位置。
(3)向上提起主轴4,铜棒装上轴承11的外圈,用螺钉装上轴承盖板12及其密封圈。
(4)用铜棒从主轴上端装入轴承6及其隔套。
(5)将主轴箱装入到基座上,套上揉捻盘7。
(6)安装上轴承盖5及其密封圈。
(7)套上转臂2,安装顶紧螺钉3和主轴封盖螺钉1。
(8)安装传动箱16,注意传动箱和主轴箱的定位销安装准确,否则锥齿轮将啮合不准确。
(9)安装电机驱动皮带,并将驱动皮带张紧,安装皮带轮罩。
(10)安装主轴箱放油螺钉,根据产品说明书加注规定牌号、规定量的润滑油。
检查零件是否遗漏,安装位置是否正确,安装是否紧固可靠。用扳手转动主轴,看各传动件是否能灵活转动,有无卡阻。经检查无误后,接通电源,开机空载运行,观察主轴振动、噪声是否得到改善。如有问题,立即停机检查,排除故障。
(二)锥齿轮齿侧间隙的调整
如果设备在开机和停机时,发现变速箱内有较大的冲击声和振动,那么有可能时齿轮14和齿轮9之间的啮合间隙过大了。因为锥齿轮传动往往为传动比较大的减速传动,这就意味着小锥齿轮的运转负荷较大,磨损比大齿轮更加剧烈。如果齿轮长期处于此种工况下运行,将导致齿轮轮齿变形,甚至断裂。下面讲述怎样测量和调节锥齿轮啮合间隙。
常用的检查锥齿轮啮合间隙的方法是压铅丝法,如图3所示。所用的铅丝不能太大或太小,最好使用的铅丝直径为间隙的1.5~2倍。铅丝应当柔软并经过热处理。一般是将铅丝加热到140℃,然后放入水中淬火,铅丝即变柔软。用压铅丝法是在小齿轮上置放两段以上的铅丝。铅丝的端部大致上应放齐,使得它们同时进入啮合和自啮合中脱离。放好铅丝后均匀地转动齿轮,铅丝被齿轮的啮合受到碾压,铅丝应被压扁。铅丝的压痕厚度,最厚的应是齿頂处,而厚度小的是齿的工作一侧,厚度较大的是齿的非工作一侧,两侧厚度相加是齿啮合的侧间隙。
测量铅丝压痕的厚度,可用千分尺或测量精度在0.02毫米以内的游标卡尺。测量时,应该在压出的铅条中央处测量。如果齿轮装配得准确,则从长度上量得的几段铅丝压痕厚度都一样。如果其数值不一致,则可能传动中心线有偏差,需要进行调整。
圆柱齿轮啮合侧间隙如右表所示。
圆锥齿轮的侧间隙表
圆锥齿轮 锥距mm<5050~8080~120120~200200~320320~500500~800800~1250最小间隙 mm
Dc85100130170210260340420
De170210260340420530680850
测量出锥齿轮齿侧间隙后,根据下式计算出齿轮的轴向调整量。
x=δ/(2sinαsin)
式中:δ测量出的齿侧间隙;
α齿形角;
Φ节锥角。
然后就可以进行齿侧间隙的调节工作了。如图1所示,取下传动箱轴承盖19和调节垫片18。若垫片由多片叠加而成,可根据计算出的轴向调整量减少垫片。如果垫片19为单片,则可以将其放在磨床上,适量修磨,或更换符合厚度要求的垫片。
垫片调节好后,装上轴承盖,用扳手转动主轴,观察主轴转动是否灵活有卡阻。若转动较卡阻则为齿侧间隙过小,导致齿轮啮合力增大。这时需要重新修配垫片,直到设备的运行条件达到要求。
三、总结
茶叶生产机械的维护、故障诊断与维修一直是茶叶生产企业的薄弱环节。本文尝试介绍了茶叶加工机械中重要的设备——茶叶揉捻机的传动结构和传动原理,分析了传动系统的工作原理以及产生故障的原因。并根据机修钳工的操作规范,对传动箱和传动轴的拆卸和安装流程做了详细介绍,同时也提出了常见故障的排除方法,有助于茶叶生产企业快速、及时地识别设备故障、排除故障,保证生产设备的稳定运行。
参考文献:
[1]邵鑫.茶叶机械[M].北京:中国农业出版社,2011.
[2]方辉遂,陈家贵,华铁民.茶叶机械基础[M].北京:农业出版社,1980.
[3]刘治伟.装配钳工工艺学[M].北京:机械工业出版社,2009.
[4]JB/T 98142007茶叶揉捻机[S].
作者简介:王强(1982—),男,汉族,湖北恩施人,硕士研究生,讲师,研究方向:机电设备故障诊断与维修。
