防止超超临界机组锅炉受热面高温腐蚀试验情况
2020-08-07吴开念
吴开念
(国家电投集团贵州金元绥阳产业有限公司,贵州绥阳 563305)
1 概述
某发电厂准备建设两台1000MW 超超临界火力发电机组,由于设计煤种平均硫份在3.8%以上,按照常规设计,初蒸汽参数只能按照570℃进行设计,这势必会严重影响机组的经济性,通过与设计院及有关专家开展技术论证,如果需要设计为超超临界机组,必须采取措施将煤质硫份降低至1.5%,否则会导致锅炉受热面出现严重的高温硫腐蚀。为此,筹备处寻找有资质的单位开展燃煤洗选可行性报告编制,通过对提供的煤质进行试验,结论为目前国内普遍采用的原煤洗选技术,最多可以将试验煤样的硫份降低至2.0%,仍然不能满足设计超超临界机组的要求。因此,在燃煤洗选的基础上,筹备处决定对锅炉受热面采取高温喷涂方式进行防护,通过大量调研,当时国内火力发电大容量高参数锅炉采用喷涂防磨的业绩较多,类似工程采用高温腐蚀防护的业绩较少,没有成功的经验,于是在调研的基础上,委托西安热工研究院对本工程燃用煤质做防腐论证试验并编制了试验报告,聘请国内材料研究比较权威的专家、设计院相关专家、部分高温喷涂厂家对报告进行评审,评审结论为:采用超音速火焰喷涂技术制备的Ni-Cr 金属陶瓷涂层对燃用含硫量约2%~4%的发电厂超超临界锅炉高温受热面进行高温腐蚀预防护的方案是可行的。但该报告毕竟只是实验室做出的结果,为了进一步验证该结论,筹备处制定了开展现场模拟试验的方案。
2 试验方案
试片准备:委托西安热工研究院根据报告选用的工艺和材料,提供了10 件试样,其中片状试样8 件,基材为碳钢;管状试样2 件,基材为低合金耐热钢。喷涂涂层材质Ni-Cr 陶瓷合金,涂层厚度0.4~0.5mm。试样类型如下:
(1)片状 3 片,尺寸 45×60×5mm,未喷涂。
(2)片状 5 片,尺寸 45×60×5.5mm,已喷涂。
(3)管状 1 件,尺寸 φ62×100mm,未喷涂。
(4)管状 1 件,尺寸 φ62×200mm,已喷涂。
现场模拟试验条件:在筹备处收集大量资料和调研中了解到,由于水冷壁、过热器、再热器等受热面管壁在运行中积结的复合硫酸盐,在高温下(550~710℃)下形成液态复合硫酸盐对管壁金属具有腐蚀作用,特别是在650~700℃时最为严重,该温度范围正好是超超临界机组正常运行时的管壁温度。通过实地调研省内某火力电厂的1 号机组,容量为200MW,锅炉由东方锅炉厂制造。燃用煤质硫份2.6%,灰分42.28%,挥发分16.52%。查历史烟气温度区域范围,200MW 负荷时高再凝渣管处烟气温度650~690℃;160MW 负荷高再凝渣管处烟气温度 550~609℃;150MW 负荷高再凝渣管处烟气温度570~600℃。平均80%以上负荷高再凝渣管处烟气温度能够达到600~700℃。所以该火力发电厂高温再热器出口凝渣管处符合试片试验环境,决定将试片安装在A 侧高再出口凝渣管处。
试验时间:一年。
3 试验情况
3.1 试验挂片安装在试验锅炉的试验绝对时间
试片于2010 年11 月利用该电厂1 号炉大修期间挂设在锅炉高温再热器(凝渣管)处,自2010 年12 月25 日大修后投运到2012 年2 月3 日停机,已经运行13 个月时间(在这期间,该厂1号机组运行125d 后,于2011 年5 月1 日停机,对试片情况做个一次检查),这段时间内除机组各种原因停运以外,机组负荷均在105MW 以上运行。2011 年全年1 号炉连续运行时间为7462h,从该厂1 号炉起停时间记录表1 可以看出,在2011 年1号炉共有45d 时间停机未运行,除掉这些停机时间,加上2010 年12 月25 日至12 月31 日的运行时间和2011 年1 月份的运行时间,试片在炉内的实际运行时间已经超过8000h,如表1 所示。
3.2 试验锅炉的烟温曲线图
机组负荷为200MW 左右时,高温再热器后的烟气温度700℃以上,机组负荷为150MW 左右时,高温再热器后的烟气温度在650℃左右,机组负荷为105MW 左右时,高温再热器后的烟气温度在580℃以上。从该厂运行人员了解到,该厂2010 年大修后,全年1 号炉在150MW 以上负荷占较大比例,最低运行负荷在105MW。由此可以判断,试片在该厂1 号炉内650℃以上烟气温度的运行时间占较大比例,符合当初安装条件要求在600~700℃的烟气温度范围。

表1 1 号炉起停时间记录
3.3 试片炉内抗氧化腐蚀情况
通过炉内观察,未经喷涂的试片出现严重的氧化皮剥落现象,试片表面发生严重的腐蚀。经过喷涂的试片涂层基本完好,除其中一块出现一点点脱皮以外(稍后分析),大部分涂层基本上未出现起皮、脱落现象。因长时间在炉内高温环境下,这次检查发现试片发生迎烟气方向弯曲现象,但弯曲的试片涂层完好,未因弯曲变形而出现涂层脱落,这也证明涂层材质在这一段时间内起到保护母材的良好效果。
在这次检查中发现有一个试片上边缘出现一点点脱皮现象,但试片其他位置涂层完好。
经过比较,这一位置出现脱皮的原因是该试片上边缘在制作涂层时的夹持位置涂层薄弱,在长时间的高温烟气环境中,母材受到氧化、腐蚀等,使涂层起皮向外膨胀。
现将试片运行前后的对比照列于下面,见下组图1、2 所示,可以看出,试片经过8000h 运行后,涂层基本上依然完好,起到保护母材的良好效果,未经喷涂的试片在经过4 个月的运行时间就出现表面脱层、氧化、腐蚀的现象,证明在含硫分较高的高温烟气环境中,受热面管除选择耐高温腐蚀较好的材料外,对受热面管外壁做防磨防腐喷涂处理是非常必要的。
组图1 试片一,未经喷涂涂层的原始安装图片。
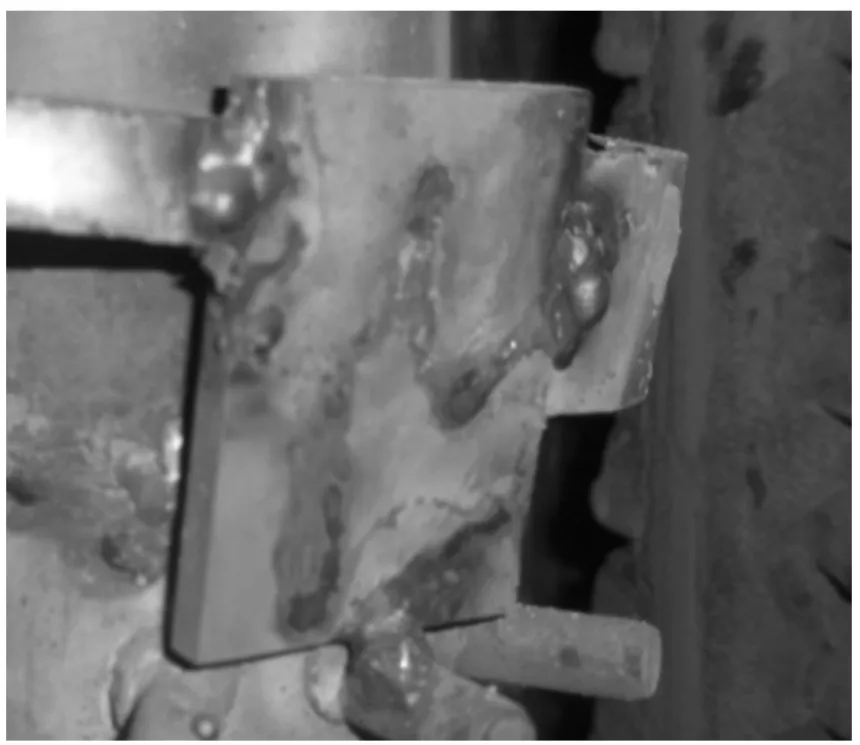
同一试片运行13 个月后图片。
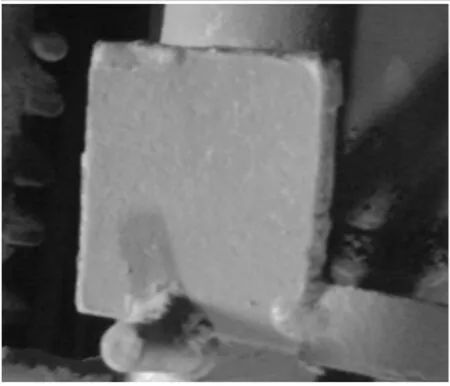
组图2 试片二,经喷涂涂层的原始安装图片。

同一试片运行13 个月后的图片。

4 结论
未经喷涂的试片在4 个月后(约2800h)就出现高温氧化、腐蚀、起皮现象,基材在长时间的高温烟气环境中已经出现的严重的损伤。经完整喷涂的试片在相似环境通过8000h 运行后,涂层依然完好,未出现磨损、腐蚀、氧化、起皮现象,起到保护母材的良好效果。因此,采用超音速火焰喷涂技术制备的Ni-Cr 金属陶瓷涂层对燃用含硫量较高的火力发电厂超超临界锅炉高温受热面进行高温腐蚀能起到较好的防护作用。
