游乐设施检验用超声探伤仪的期间核查方法
2020-07-30陈滢锜
陈滢锜
摘 要:本文根据目前超声探伤仪的使用和管理情况,通过对超声探伤系统产品标准、超声探伤检测标准和CNAS要求的分析,对超声探伤仪的期间核查进行了分类,并给出了每类超声探伤仪期间核查的参数和方法。
关键词:游乐设施;超声探伤仪;期间核查
中图分类号:O213.1文献标识码:A文章编号:1003-5168(2020)16-0051-05
Abstract: According to the use and management of the ultrasonic flaw detector, this paper analyzed the CNAS requirements and the standards of the products and the products system. In this paper the author classified the periodic inspection of the ultrasonic flaw detector, and gave the parameters and methods of the intermediate inspection for each type of the ultrasonic flaw detector.
Keywords: amusement facilities;the ultrasonic flaw detector;intermediate inspection
超声探伤是目前广泛使用的无损检测方法之一。超声探伤仪主要由同步、扫描、发射、接收放大及显示部分组成,与超声探头配套,广泛用于锅炉、压力容器、航空航天、船舶建造、铁路桥梁、机械部件等非破坏性检测,在游乐设施检验中也广泛用于导轨等钢结构焊接缺陷、损伤等的检测。一般情况下,超声波探伤仪需要进行周期性检定或校准,以查明该设备是否达到足够的精度要求,从而保证所用仪器处于合格状态。本文讨论了适用于游乐设施检验用超声探伤仪(以下简称“超声探伤仪”)的期间核查方法,并给出了详细过程。
1 超声探伤仪期间核查的分类
期间核查是设备在相邻两次设备校准之间,按照规定要求验证仪器设备的功能或技术性能能否持续满足检验检测方法要求而进行的操作。利用期间核查可以及时发现检验用仪器设备校准状态的变化,保持对仪器设备技术特性及性能的信心,必要时及时采取纠正措施,有效地控制仪器设备保持在规定的要求之内,从而确保检验结果的准确可靠。
按照《测量设备期间核查的方法指南》(CNAS-GL042)[1]中设备功能或技术特性的不同要求可将设备分为3类。其中,A类设备指检验检测方法对其有量值要求、需要检定校准的设备。该类设备的验证采用检定校准的方式,主要是核查设备的技术指标是否符合检验检测方法要求,使用者也可在相邻两次检定校准之间对设备进行期间核查。B类设备指检验检测方法对其有量值要求、无须校准(通过核查即可判定设备与方法要求的符合性),计量特性影响测量结果准确性的设备。该类设备采用核查的方式进行验证,核查其计量特性是否符合方法要求,期間核查方法与设备投入使用前的核查方法相同,是在使用过程中对设备进行的再核查。C类设备指检验检测方法对其无量值要求(无法校准),功能的正常性影响测量结果有效性的设备。此类设备的验证也采用核查的方式,核查设备的功能是否符合方法要求,期间核查方法与设备投入使用前的核查方法相同,是在使用过程中对设备进行的再核查。
超声探伤仪一般按仪器部分(发射部分、接收部分)、探头部分、组合设备三部分给出技术指标要求。《无损检测 超声检测设备的性能与检验 第1部分:仪器》(GBT 27664.1—2011)[2]、《无损检测 超声检测设备的性能与检验 第2部分:探头》(GBT 27664.2—2011)[3]、《无损检测 超声检测设备的性能与检验 第3部分 组合设备》(GBT 27664.3—2012)[4]、《无损检测A型脉冲反射式超声检测系统工作性能测试方法》(JBT 9214—2010)[5]、《A型脉冲反射式超声探伤仪 通用技术条件》(JB/T 10061—1999)[6]、《超声探伤用探头 性能测试方法》(JB/T 10062—1999)[7]等标准都对超声探伤仪给出了技术指标的量值要求。因此,目前企业和部门在用的超声波探伤仪大部分都按周期进行了检定或校准,这部分探伤仪的期间核查应该按A类设备进行管理;还有一部分用于游乐设施检验的探伤仪没有进行周期检定校准,使用者采用核查的方式,核查设备的计量特性是否符合方法要求,这类设备的期间核查可以按B类设备管理。
2 按A类设备管理的超声探伤仪的期间核查
按A类管理的探伤仪,其周期检定已按有关要求进行了检定或校准,其技术参数主要包括水平线性误差、衰减器技术要求、垂直线性误差、动态范围、电噪声电平、最大使用灵敏度、探伤灵敏度余量、扫描范围分辨力等。
2018年发布的《检测和校准实验室能力认可准则在无损检测领域的应用说明》(CNAS-CL01-A006)[8]中要求超声波探伤仪每年应按照国家检定规程的要求进行检定。采用标准试块期间核查超声波探伤仪的水平线性、垂直线性,核查周期为3个月。
水平线性是指超声探伤仪对距离不同的反射体所产生的一系列回波信号的显示距离与反射体距离之间能按比例方式显示的能力,其直接影响探伤时对缺陷的定位误差,检定规程中用水平线性误差来表示。垂直线性是指超声探伤仪的接收信号与荧光屏所显示的反射波幅度之间能按比例方式显示的能力,反映的是超声探伤仪对缺陷大小的定量精度,检定规程中用垂直线性误差来表示。鉴于这两个指标的重要性,把其作为期间核查的技术指标是合理的。下面给出A类管理设备期间核查的过程。
2.1 核查对象
超声探伤仪。
2.2 核查标准
超声探伤仪的水平线性的期间核查,可以使用材质均匀,具有良好的声学性能,不易变形和被腐蚀,平行度和光洁度符合要求的试块,一般选用CSK-1A试块或DB-PZ20试块,也可使用BH-50标准回波探头或使用符合要求的稳定的留存试样。
2.3 核查的环境条件要求
温度:(20±3);℃。相对湿度:30%~80%;静压:97~103 kPa,可修正。
2.4 核查点及项目
水平线性误差、垂直线性误差的核查。
2.5 核查间隔
一般为3个月,或超声探伤仪的检验数据出现可疑时,或超声探伤仪调修后。
2.6 核查程序
选定核查标准试块,将一个经校准合格的直探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。将探头通过耦合剂耦合在试块上,在探头上施加一定的压力,保持稳定的回波显示。
BH-50探头称为标准回波探头,探头外壳用铝合金压铸而成,相当于一个直探头下面加一个50 mm的无缺陷试块。使用BH-50标准回波探头时,直接将BH-50连接到探伤仪输入端。
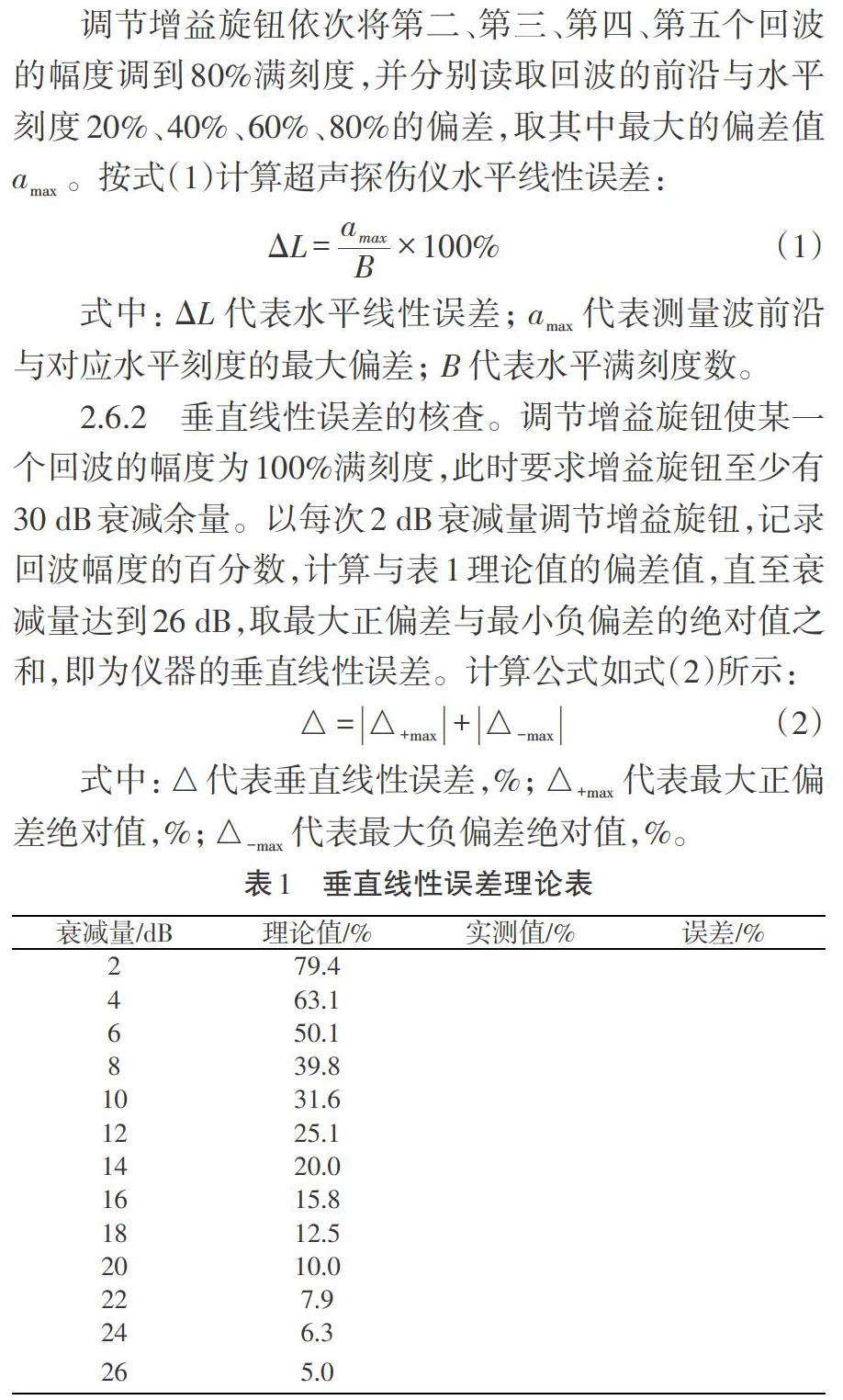
2.6.1 水平线性误差的核查。调节被检超声探伤仪的移位旋钮,使屏幕上显示6个回波。调节增益旋钮使第一个回波的幅度为80%满刻度,调节位移和扫描微调旋钮使第一个波的前沿对准水平刻度“0”;调节增益旋钮使第六个回波B6的幅度为80%满刻度,调节位移和扫描微调旋钮使第六个波的前沿对准水平满刻度“100%”。
2.7 核查结果判定及处理
期间核查结果应以检定校准方法的要求为判据,水平线性误差不大于2%则符合要求,垂直线性误差不大于6%,则符合要求。
核查结果符合要求时,设备可继续使用;水平线性误差或垂直线性误差接近最大允许误差时,应该采取缩短核查周期等有效措施以规避风险。若核查结果不满足要求,应停止使用并分析原因,追溯之前报告有效性可能受到的影响,并进一步采取相应措施验证设备的技术性能。
3 按B类设备管理的超声探伤仪的期间核查
对于按B类设备管理的超声探伤仪,由于仪器一般没有经过校准,只是在使用前按探伤检测标准要求进行了检查,所以按《测量设备期间核查的方法指南》(CNAS-GL042)的规定,其期间检查需要进行再检查。对于无损检测,不同行业采用不同的标准。这些标准中给出的超声探伤仪的性能要求、检查项目和周期也不尽相同,所以其期间核查也应随之有所调整。
下面以《起重机械无损检测 钢焊缝超声检测》(JB/T 10559—2006)[9]为例说明其期间检查的过程和方法
3.1 核查对象
超声探伤仪。
3.2 核查标准
CSK-1B试块要符合相应的要求。
3.3 核查的环境条件要求
温度:(20±3) ℃;相对湿度:30%~80%;静压:97~103 kPa,可修正。
3.4 核查点及项目
①水平线性误差不大于1%,垂直线性误差不大于5%;②衰减器技術要求衰减器总衰减量应不小于80 dB;③衰减器衰减误差:在超声探伤仪规定的工作频率范围内,衰减器每12 dB的误差不超过±1 dB;④探伤灵敏度余量不小于10 dB;⑤探头折射角不大于2°,前沿距离不大于25 mm;⑥直探头远场分辨力不小于30 dB,斜探头远场分辨力不小于6 dB[10]。
3.5 核查间隔
一般为3个月,或对超声探伤仪的计量性能有所怀疑时。
3.6 核查程序
3.6.1 水平线性误差。水平线性误差的核查按2.6.1进行。
3.6.2 垂直线性误差。垂直线性误差的核查按2.6.2进行。
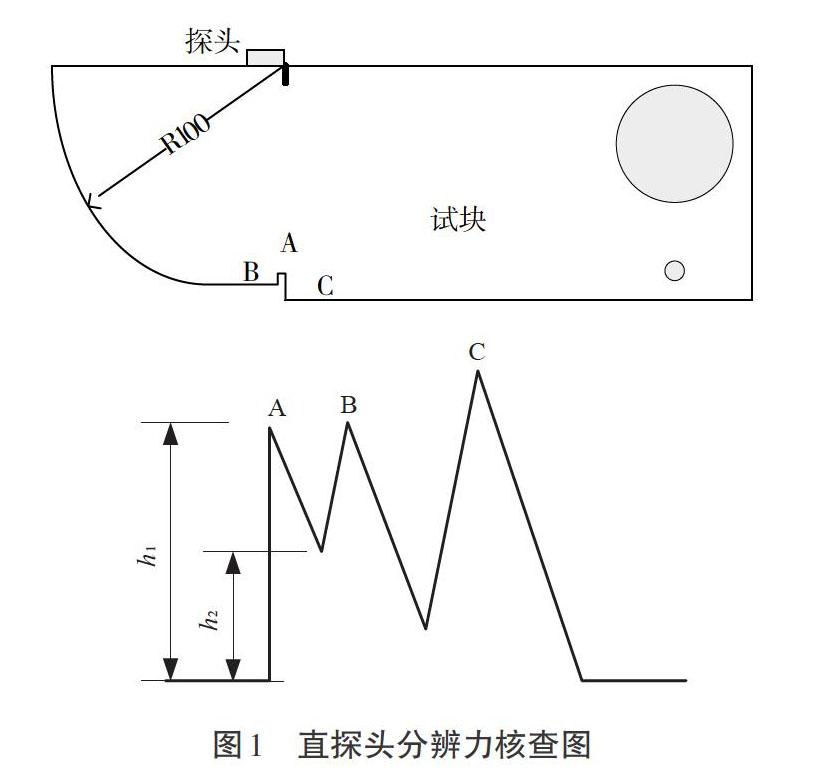
3.6.3 直探头分辨力的核查。如图1所示位置,选定核查标准CSK-1B型试块,将一个经校准合格的直探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。将探头通过耦合剂耦合在试块上,在探头上施加一定的压力,保持稳定的回波显示。调整超声探伤仪的增益旋钮并左右移动探头,使来自标准试块的A、B两个面的回波幅度相等并约为30%满刻[h1],A、B两波峰间的波谷幅度为[h2],调节增益旋钮,使[h2]升到[h1]的幅度,此时所改变的增益量即为以dB值表示的超声探伤仪的分辨力。
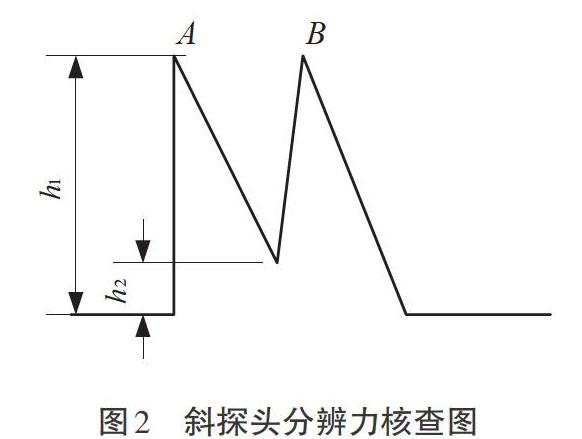
3.6.4 斜探头分辨力的核查。选定核查标准CSK-1B型试块,将一个经校准合格的斜探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。将探头通过耦合剂耦合在试块上,在探头上施加一定的压力,保持稳定的回波显示。调节增益旋钮、左右移动探头,使来自标准试块的[Φ]50 mm和[Φ]44 mm两孔的回波A、B高度相等,并约为30%满刻[h1],A、B两波峰间的波谷幅度为[h2]。具体如图2所示,调节增益旋钮,使[h2]升到[h1]的幅度,此时所改变的增益量即为以dB值表示的超声探伤仪斜探头的分辨力。
3.6.6 斜探头入射点的核查。选定核查标准CSK-1B型试块,将一个经校准合格的斜探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。将探头通过耦合剂耦合在试块上,在探头上施加一定的压力,保持稳定的回波显示。如图3所示的位置,左右移动探头,并使探头声束轴线与试块侧面保持平行,找出[R100]曲面回波的幅度最大点,此时试块上[R100]圆心标记线所对应的探头位置即探头的入射点。
3.6.7 斜探头折射角的核查。选定核查标准CSK-1B型试块,将一个经校准合格的斜探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。根据斜探头折射角的不同标称值,把探头耦合在试块的不同位置。当折射角为34°~66°时,探头放在图4的位置,左右移动探头,并使探头声束轴线与试块侧面保持平行,找出50 mm孔的回波幅度最大点,此时探头入射点在试块侧面上所对应的角度刻度值,即为斜探头的折射角[β]。
当探头折射角标称值为60°~75°时,探头放在图5的位置,使用50 mm孔的回波进行测定;当探头折射角标称值为74°~80°时,探头放在图6的位置,使用Φ1.5 mm孔的回波进行测定。
3.6.8 斜探头[K]值的核查。选定核查标准CSK-1B型试块,将一个经校准合格的斜探头连接到被核查的超声探伤仪,关闭超声探伤仪的抑制,调节衰减器等其他功能至适当值。根据斜探头[K]值的不同标称值,把探头耦合在试块的不同位置。当[K]值为1.0~1.5时,探头放在图4的位置,左右移动探头,并使探头声束轴线与试块侧面保持平行,找出50 mm孔的回波幅度最大点,探头入射点在试块侧面所对应的刻度值即为斜探头的[K]值。当[K]值为2.0~3.0时,探头放在图5的位置,使用Φ50 mm孔的回波进行测定。
3.7 核查结果判定及处理
期间核查结果应以检测标准方法的要求为判据,若水平线性误差不大于1%,垂直线性误差不大于5%,探伤灵敏度余量不小于10 dB,探头折射角不大于2°,前沿距离不大于25 mm,直探头远场分辨力不小于30 dB,斜探头远场分辨力不小于6 dB,则核查结果符合要求,否则不满足要求[11-12]。
核查结果符合要求时,设备可继续使用;水平线性误差或垂直线性误差接近最大允许误差时,应该采取缩短核查周期等有效措施以规避风险;若核查结果不满足要求,应停止使用并分析原因,追溯之前报告有效性可能受到的影响,并进一步采取相应措施验证设备的技术性能。
4 结论
期间核查的方法和核查间隔的选择,原则上基于风险管理和经济效益进行综合考虑。超声探伤系统产品标准、不同行业的无损检测标准、CNAS等管理标准都对无损检测核查参数及间隔作了要求和说明,但各类标准要求不尽相同。为了保证该设备达到足够的精度要求,保证所用仪器处于合格状态,建议脉冲反射式超声波探伤仪每1年进行一次检定(或内部校准),保证设备的技术特性准确,标准试块应具有有效的合格证书。机构应按照使用的无损检测标准,每3个月使用试块、选取标准中全部参数,对超声波探伤仪、探头、组合設备的参数进行期间核查。
参考文献:
[1]测量设备期间核查方法指南:CNAS-GL042[S].北京:中国标准出版社,2019.
[2]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.无损检测 超声检测设备的性能与检验 第1部分:仪器:GB/T 27664.1—2011[S].北京:中国标准出版社,2011.
[3]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.无损检测 超声检测设备的性能与检验 第2部分:探头:GB/T 27664.2—2011[S].北京:中国标准出版社,2011.
[4]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.无损检测 超声检测设备的性能与检验 第3部分:组合设备:GB/T 27664.3—2012[S].北京:中国标准出版社,2012.
[5]中华人民共和国工业和信息化部.无损检测 A型脉冲反射式超声检测系统工作性能测试方法:JB/T 9214—2010[S].北京:机械工业出版社,2010.
[6]国家机械工业局.A型脉冲反射式超声波探伤仪 通用技术条件:JB/T 10061—1999[S].北京:机械工业出版社,1999.
[7]中华人民共和国国家发展和改革委员会.起重机械无损检测 钢焊缝超声检测:JB/T 10559—2006[S].北京:机械工业出版社,2006.
[8]检测和校准实验室能力认可准则在无损检测领域的应用说明:CNAS-CL01-A006[S].北京:中国标准出版社,2018.
[9]中华人民共和国机械工业部.超声探伤用探头 性能测试方法:JB/T 10062—1999[S].北京:机械工业出版社,1999.
[10]国家质量监督检验检疫总局.超声探伤仪:JJG 746—2004[S].北京:中国计量出版社,2004.
[11]胡畅,朱长春,吴亚男,等.实验室期间核查流程与方法探讨[J].计量技术,2019(11):73-76.
[12]何志斌.超声波探伤仪的现场应用[J].中国计量,2015(7):118-119.
