选煤厂装车站液压管路改造与质量控制对策
2020-07-29李雅卓

【摘 要】煤炭的转运水平是煤炭工业现代化的重要标志,快速定量装车系统装车速度快、效率高、工人劳动强度低,极大地提高各装车站的煤炭转运水平。而液压控制系统则是快速定量装车系统的关键部分。中煤平朔安家岭装车站快速定量装车系统的液压管路自建矿以来一直使用,液压管路老化严重,改造难度大。文章介绍了安家岭装车站管路改造工艺和操作措施,保证在不影响装车站正常工作的前提下成功完成液压系统管路改造,保证液压系统的可靠性,以供参考。
【关键词】快速定量装车系统;液压系统;管路改造
【中图分类号】U294.88;TD94【文献标识码】A 【文章编号】1674-0688(2020)06-0116-02
0 引言
煤炭的转运水平是煤炭工业现代化的重要标志。快速定量装车系统因装车速度快、效率高、工人劳动强度低、经济效益高而被各大煤矿装车站采用。液压系统是快速定量装车系统的关键部分,定量仓、缓冲仓等所有闸门的控制完全由装车站的液压系统控制驱动。中煤平朔安家岭装车站快速定量装车系统的液压管路自建矿以来一直使用,年限长达30年之久,管道老化严重,为保证系统的可靠性和正常生产,需要对该装车站液压系统管路进行改造。
此次装车站液压系统管路改造难度大,主要原因有3个:①液压系统工作压力大,设计压力为4 000 psi,故对管道材料、接头密封及焊接质量要求高;②装车站为连续作业制,除没有计划、检修等原因,其他时间均为正常使用,所以改造时间不连续,每次改造时间短;③系统洁净度要求高,一旦管路内出现粉尘颗粒,不仅可能会造成泵阀损坏,而且会引起装车站停机事件,后果严重。
1 管路改造方案
针对该装车站的具体情况,制定2套改造方案。
1.1 方案一:更换所有原管路
此方案所有管路尺寸和走向与原设计保持一致,备好各种材料后,等待装车站两次作业的空当时间,逐根更换,直到更换完所有管路为止。
但该方案两次作业空档时间内更换的管路有限,更换过程势必会有液压油漏出,造成液压油浪费和环境污染。逐根换完后不能对接头处打压测试,换完一旦有泄漏将影响正常运行,虽然可以马上确定问题为新安装的管路,但更换时间过于紧凑,维护时间加长会影响生产进度。另外,每次改造只能等待装车站不作业的时间,造成整个改造周期长、耗费大量人力和时间。原管路有些地方跨越两层楼,或是在角落狭缝处,更换难度大。此外,逐根更换要求每根新管子切割好的长度误差小,否则会造成安装困难,现场调整长度费时费工,如果新管长度或者折弯角度误差大,则影响与阀组的连接。施工现场如图1所示。
1.2 方案二:保留原液压系统,新增一套管路
保留原液压系统,新增一套管路与原管路基本并行,个别难以施工的地方另行规划路径。虽然系统管路老化严重,维护频率高,但还能继续工作,故在管路改造完成前,仍可继续使用原液压系统,待新管路铺设完成后,将原液压管路作为备用管路保留。
此次改造只更换管路,泵、蓄能器、阀及油缸等并不更换,故方案二若要实现原液压系统备用,就必须在泵、蓄能器及油缸的进出口处增加三通及若干阀,以保证在不更换和新增泵及油缸等元件的情况下,实现液压管路一备一用。
方案二首先对每根不锈钢管清洁打压,保证原料符合系统要求,然后焊接各管路,形成组件,再对组件清洁打压,保证焊缝质量符合系统要求,最后将各个组件通过接头的螺纹连接起来,再清洁打压,保证接头处符合系统要求。此方案工人可以集中施工,效率更高,不需等待装车站工作空档,可独立在原系统外完成。最后才等待装车工作空档,在泵、蓄能器或油缸的进出油口处增加三通和球阀,将之前集成的管路通过球阀连上三通的一个口即可。
总的来说,第二种改造方案的跨越周期较短,对现场安装的要求比第一种方案要低,实施成本和系统风险均比第一种改造方案低。故最终决定采用第二种方案。
2 质量控制方案
要保证系统可靠性就必须保证钢管、焊缝、接头处均满足使用压力和清洁度要求,故需要从以下2个方面控制质量。
2.1 选材及预处理
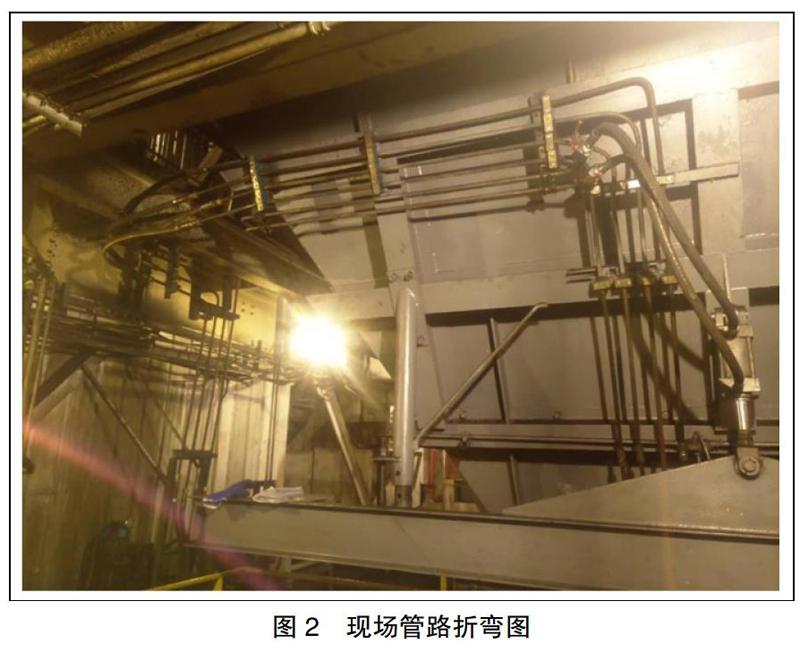
该装车站原液压管路是无缝焊管,经多年使用其外部腐蚀严重,此次管路改造将管路全部换成不锈钢管。管材出厂必须有符合规定的合格证明,出厂前必须逐根打压试验,保证钢管承压满足装车站系统要求;打压后逐根清洗脱脂,用砂轮切割机切割成需要的长度,砂轮片必须是专用的,不得用来切割其他材质的管子;管子两端开“V”形坡口,清理坡口处后密封两端口待用;管路拐弯处不适合折弯的地方采用软管螺纹连接,其他拐弯处最好采用折弯方式(如图2所示),尽量减少焊接数量,有折弯的管子要打压试验。
2.2 焊接及安装过程质量管理
装车站现场管路接头大多用螺纹连接其他地方焊接;焊接采用手工钨极氩弧焊,电极材料选用铈钨极,焊接前检查清洁度,焊后立即去除渣皮、飞溅物,将焊缝表面清理干净。
首先在洁净的地方将切好待用的钢管两头焊上不锈钢接头,对焊缝处理整洁后对该组件打压试验,保证焊缝满足使用要求后,封堵住两端待用。之后送往装车站现场集中施工,管路拐弯处增加管夹固定,将各段组件螺纹连接后整体清洁打压,保证接头处密封可靠性及系统清洁度。然后等待装车工作空档,在泵、蓄能器或油缸的进出油口处增加三通和球阀,将调试清洁的新增管路接上即可。
整个安装过程不能用碳钢工具直接敲击不锈钢管道,可使用不锈钢或铝合金榔头,尽量减少敲击次数。
3 结语
综上所述,选择合理的改造方案,从原材料选择、预处理工艺和焊接过程来把控改造质量,可提高液压系统不锈钢管路焊接一次合格率,保证装车站液压系统的可靠性。
参 考 文 献
[1]陈峰,姚保林,关先锋,等.国际标准在不锈钢管路焊接中的應用[J].电焊机,2016,46(6):122-124.
[2]姜学栋.石油化工管道焊接工艺与质量控制对策探究[J].南方农机,2019,50(21):283,287.
[3]杨忠坤,王婷婷,闫立新,等.提高高水头抽蓄电站不锈钢管路焊接一次合格率[J].工程技术研究,2019,4(20):21-22.
[4]许建军.选煤厂定量装车站液压系统优化设计及改造[J].内燃机与配件,2019(21):65-67.
[5]张一凡.不锈钢管道焊接充氩保护[J].热力发电,2008
(1):118-120,124.
[6]李亚江,王娟.焊接质量控制与检验[M].北京:化学工业出版社,2010.
【作者简介】李雅卓,男,山西大同人,中煤平朔集团洗选中心机修班组长,研究方向:液压管路改造。
