应用六西格玛方法提升仪表板支架过程能力
2020-07-29赵仲前

【摘 要】仪表板支架是汽车的重要零部件,最终影响汽车成品质量。文章运用六西格玛方法,针对杂物盒异响问题,采用六西格玛DMAIC流程及多种质量工具进行分析,提升了仪表板支架关键产品特性的过程能力,有效降低了整车故障率。
【关键词】控制图;过程能力;仪表板支架;六西格玛;Minitab
【中图分类号】U468.21 【文献标识码】A 【文章编号】1674-0688(2020)06-0042-04
仪表板支架总成(英文简称CCB)是仪表板系统内部骨架,起到支撑仪表板系统,提供仪表板系统中各部件的安装支撑点,对增加整个车身的强度有一定的作用,是仪表板系统与白车身总成的连接骨架。
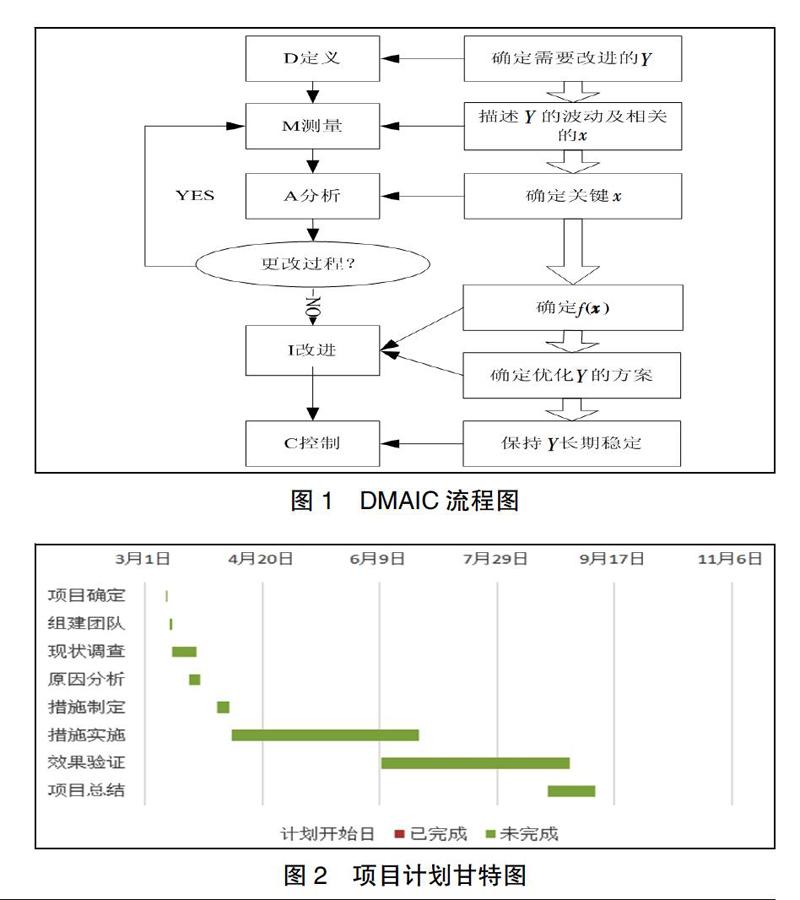
六西格玛于20世纪70年代在美国摩托罗拉公司(Motorola)当时的首席执行官鲍勃·高尔文的大力支持下,在其公司范围内得到了广泛施行和推广。随后,杰克·韦尔奇领导下的通用电气公司(General Electric Company)把这一高度有效的质量战略应用于该公司,变成管理哲学和实践。它通过系统地、集成地采用业务改进流程,实现无缺陷的过程设计(Design For Six Sigma,DFSS),并对现有过程进行过程界定(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control),簡称DMAIC流程,消除过程缺陷和无价值作业,从而提高质量和服务、降低成本、缩短运转周期,达到客户完全满意,增强企业竞争力[1]。
DMAIC流程模式从客户调查开始,了解顾客所关心的问题,从而确定所要研究的关键产品质量特性,即关键输出变量Y,并对其进行测量,以寻找改进空间,确定改进的质量目标,然后在整个过程中寻找影响关键产品质量特性的因素,即关键输入变量x。在此分析的基础上,建立Y与x的函数关系Y=f(x),通过改进x值以对Y进行优化,然后将此统计解决方案转化为现实方案[2]。DMAIC流程图如图1所示。
1 界定(Define)
1.1 问题描述
某车型项目开发过程中,仪表板支架相关的问题中杂物盒扭曲问题发生频次最高,故障比例为3.24%。如果不能及时解决该问题,车型量产后该问题将较大程度地影响总装车间FTQ(一次下线合格率)输出,并且可能造成每月30 min以上停线损失,因此急需组织调查分析原因并解决问题。
1.2 组建项目团队
组织成立由各区域有实际经验的工程师及供应商技术质量骨干参与问题解决小组,共13人。
1.3 建立项目推进计划及目标
团队通过沟通,制订本项目的实施计划,计划在6月份完成措施实施进入验证阶段,9月份进行项目总结,希望通过项目实施将故障比例控制0.3%以内。项目计划甘特图如图2所示。
2 测量(Measure)
2.1 测量系统分析
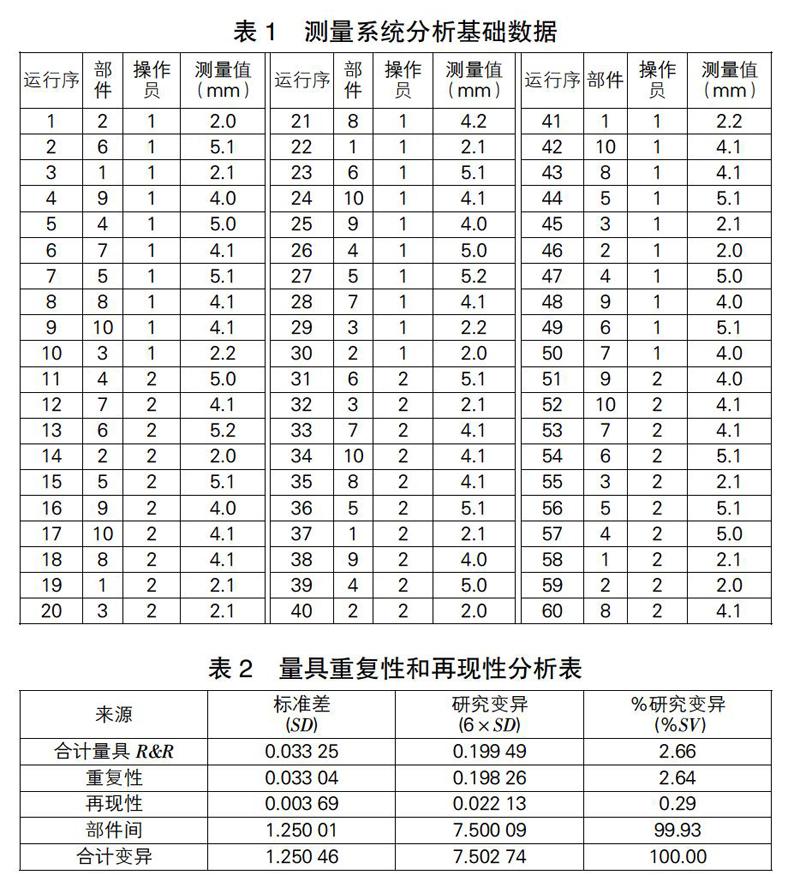
使用经过校正的间隙尺对仪表板支架在检具上进行测量,安排3个质检员对10个部件各测量3次,对测量系统的重复性和再现性进行分析。采集数据见表1。
使用Minitab17软件进行R&R分析,结果如3图所示,极差图中没有超限点,而均值图中有50%以上的点落在控制线以外,满足测量系统要求。由表2可知,实际%R&R=2.66%<10%时,测量系统可接受。
2.2 直接原因相关性分析
为验证直接原因是否正确,特对杂物盒两个安装支架的检具间隙值(X)与杂物盒装配后两段间隙差值(Y,差值越小说明杂物盒两端间隙越均匀,与本体干涉风险越小)进行相关性分析(见表3、图4)。
回归分析结果显示,杂物盒两个安装支架的检具间隙值(X)与杂物盒装配后两段间隙差值(Y)存在非常明显的正相关,相关系数是0.736 4。
回归方程如下:杂物盒左右间隙差值(Y)=-0.080 00+0.736 4×杂物盒左右安装支架间隙差值(X)。
2.3 现有产品过程能力分析及目标制定
考虑到在生产现场需要应用该过程控制图,所以优先选择灵敏度高但工作量适当的均值-极差控制图。选定焊接生产线每小时整点进行取样,每次取5个数据,连续取30组,结果见表4。
使用Minitab17软件进行分析,从图5来看,除了极差图第13组数据出界外,其他数据都是正常的,整体过程是基本稳定的。但是计算过程能力发现CPK=0.91,偏小。应通过分析原因及制定措施将CPK提升到1.33以上(如图6所示)。
3 分析(Analyse)
小组召开头脑风暴会,由于影响仪表板支架焊缝和尺寸的因素是互相关联的,故选择鱼骨图进行原因分析(如图7所示)。
4 改进(Improve)
针对问题原因,小组成员分工合作制定了针对性的措施(见表5)。
措施实施完成后,对改进后的产品过程能力进行分析。选定焊接生产线每小时整点进行取样,每次取5个数据,连续取30组,结果见表6。
使用Minitab17软件进行分析,从控制图来看,没有点数超出界外等异常,过程处于稳态。计算过程能力发现 CPK=0.1.41,满足设定的1.33的目标(如图8、图9所示)。
此阶段是避免突然回到旧的习惯和程序而进行的效果跟踪改进,验证其是否长期有效,巩固改进效果,完成新的过程的标准化、文件化。由以上改善效果制订标准方案,有效指导工序产出。
5 项目总结
通过运用六西格玛的理论知识,结合实际情况,逐步分析出影响问题的各个原因,并针对性地采取了解决措施,从4月份开始随着各项措施的实施,关键产品特性的过程能力逐步提高,装车故障数稳步下降,6月底所有措施实施完成后,7月份故障比例达到设定的故障率<0.3%的设定目标。
本次活动除了获得了一定的经济效益,也锻炼了团队处理问题和积极响应的能力,提高了团队成员的专业知识、个人能力和团队合作精神。
参 考 文 献
[1]马逢时,周暐,刘传冰.六西格玛管理统计指南MINT-
AB使用指导[M].第3版,北京:中国人民大学出版社,2018.
[2]刘宏全,凌云.应用SPC技术监控过程[J].电子质量,2010(1).
[3]吕臣明.基于六西格玛理论的汽车制造质量改进方法研究[D].长春:吉林大学,2013.
【作者简介】赵仲前,上汽通用五菱汽车股份有限公司青岛分公司采购及供应链管理科SQE工程师。
