ZCX3型全钢载重子午线轮胎三鼓一次法成型机主供料架改造
2020-07-28余品松王儒术
陈 伟,赵 林,余品松,王儒术
(贵州轮胎股份有限公司,贵州 贵阳 550008)
我公司使用的ZCX3型全钢载重子午线轮胎三鼓一次法成型机(简称成型机)整体运行基本稳定,在电气方面的故障率很低,但在机械方面的用料和设计强度上都有明显不足,成型机主机供料架上层复合件模板主动辊辊筒轴在设备运行过程中易出现断裂情况。该故障具有突发性且频发,一般驱动辊筒轴使用寿命为6个月左右,存在很大的安全隐患。出现该故障后抢修过程耗时较长,修复一次最少需要5人耗时3 h,维修难度和强度大,严重影响生产效率。为了进一步提升设备的稳定性,对该成型机的主机供料架上层复合件模板进行了改造[1-4],现简介如下。
1 主机供料架简介
三鼓成型机主机供料架前段主要由上、下层供料架驱动气缸,上、下层供料架驱动辊筒,扶梯,供料架前段驱动电动机和输送带组成。
主机供料架受力分析如图1所示。上层复合件模板升降过程中气缸与水平线的角度(α)分别为36°和15°。

图1 主机供料架受力分析
在复合件模板上升的过程中气缸对驱动辊筒轴的力是Fs>Fh,Fs随α增大而增大,到最高位置达到一个峰值;模板在下降过程中气缸对驱动辊筒轴的力是Fh>Fs,Fh随α减小而增大,最低位置时驱动辊筒轴受力达到一个峰值。该成型机按班产96条轮胎、每天3班计算,驱动辊筒轴每天反复拉伸576次,如果不减小复合件模板对驱动辊筒轴的拉伸力,辊筒轴的使用寿命将大大缩短。
驱动辊筒轴的受力分布如图2所示。
从图2可以看出,驱动辊筒轴的受力分布是不均匀的,端部位置受力较大,主要是电动机的旋转扭力、重力、气缸水平方向的拉伸力和传送带的张力,且存在应力集中点[图2(b)]。

图2 驱动辊筒轴受力分布
因为驱动辊筒轴端部的应力集中明显,所以需尽量避免应力集中,其中安装位置表面处理、表面光洁度、安装位置的尺寸、虚焊、拖焊和倒角角度等是主要因素,因此对驱动辊筒轴进行改造和重新设计。
2 改造方案
主要改造措施如下。
(1)根据扭转强度校验公式[1]可知,安装位置轴截面直径越大,切应力越小,因此在不改变驱动辊筒轴长度的条件下加大其易断裂处(图2所示的应力集中点)的直径。
经过可行性分析后,将辊筒轴安装位置的直径由40 mm增大至50 mm,由此可提高辊筒轴的强度,从而延长其使用寿命。新设计辊筒轴如图3所示。

图3 新设计辊筒轴
(2)将原气缸安装座位置向下移动200 mm,并将下降位的气缸与水平面夹角由15°增大为53°,辊筒轴下降位所受水平方向力减小,同时上升过程中受力得到有效提升。改造后主机供料结构如图4所示。
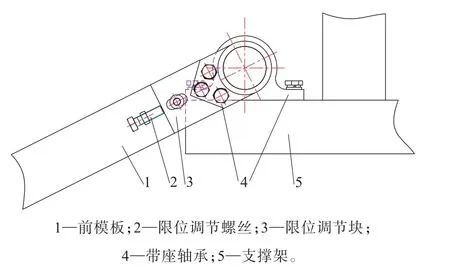
图4 改造后主机供料结构示意
3 改造效果
3.1 运行情况
改造后,ZCX3型全钢载重子午线轮胎三鼓一次法成型机主供料架一直稳定运行,未出现任何故障。驱动辊筒轴的使用寿命比改造前明显延长。
3.2 成本核算
改造前辊筒轴断裂周期为6个月,该故障对早班的影响时间为3 h,对夜班的影响时间为5 h,按平均时间4 h计算;辊筒轴外修一次需6 000元,按一年外修2次计算;对生产效益的影响按每台设备每小时生产12条轮胎、每条轮胎市场价值1 200元、现场有4台相同型号设备计算,此种设备一年给公司造成的损失为:2×4×6 000+2×4×12×4×1 200=508 800(元),人力成本还未核算其中。
4 结语
改造后成型机主机供料架运行稳定,故障率和安全隐患大幅减小,生产效率得到有效提升。
