往复杆输送线优化方案
2020-07-24许丽虹许振宏冯志鹏
许丽虹 许振宏 冯志鹏

摘 要:本文针对现有传统往复杆输送生产线存在输送时间长、输送精度低的问题,通过分析输送机构的工作原理及结构,提出三个优化方案来提升输送速度,并采用伺服改造提高输送精度。
关键词:往复杆输送;速度;伺服电机;增值时间;输送精度
传统往复杆输送线具有稳定性高,运行可靠,造价低廉,维修方便等特点而获得广泛应用。但传统往复杆输送线存在输送时间长,生产效率低的问题;同时传统往复输送线采用普通变频电机驱动,输送过程启动慢,需要通过检测开关检测加减速及到位,控制繁琐,加减速曲线不好,输送线精度差。
基于上述存在的问题,我们提出输送时间短、停止位精度高、控制简单的解决方案。方案对输送速度进行提升,同时将传统往复输送机构中的变频电机改为伺服电机驱动,重新设计伺服电机驱动单元,优化往复输送机构的控制系统,优化输送速度曲线。
1 往复杆输送线提速优化
往复杆输送线的工作原理是输送线整体抬升将工件抬离焊接夹具,输送线水平运行将工件输送至下一工位,输送线整体下降,同时将工件放置在焊接夹具上,输送线返回原工位[1]。现有往复杆输送线的结构模型如图1所示。
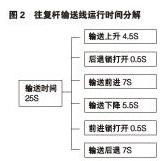
现有生产线运行节拍为40JPH,运行效率为90%,ATT时间为81S,往复输送线的输送时间为25S,其动作循环过程为:上升—后退锁打开—前进—下降—前进锁打开—后退,其运行时间分解如图2所示。
在生产节拍不变的情况下,往复输送线输送时间越长,生产线的增值时间越低,所以可以通过减少往复输送线的输送时间来提高生产线的增值时间。从往复杆输送线的时间分布来看,可以从输送上升、输送前进、输送下降、输送后退环节进行提速。
1.1 提高输送上升、下降速度的方法
现有往复输送线通过举升气缸和拉动气缸驱动其做上升运动,上升时间为4.5S;通过输送线自重和拉动气缸驱动其做下降运动,下降时间為5.5S。提高上升、下降速度的方法是改变现有的气路控制方式,其措施如下:
1)在输送线下降阶段,对举升气缸反向加气压;
2)通过改变驱动管道直径大小,将驱动管道直径由原先直径为50mm的管道改为直径为40mm的,以实现减少充气时间;
3)通过增加换向阀的数量来实现增大充气流量;
4)通过改变气缸型号,将目前使用的普通气缸改变为低摩擦力气缸。
通过以上改进措施,输送机构上升700mm需要的时间为4s,下降700mm需要的时间为4s。
1.2 提高前进、后退速度的方法
通过改变往复杆输送机构的输送电机输出转速比来提高输送线前进、后退的速度,减少输送时间。
往复杆输送机构现在使用的电机型号为R97DV160M4/BMG/HF,其电机功率为11KW,减速比为16.17,频率为50HZ,输出转速为91r/min,输出额定扭矩为1150M.m。根据现场实际情况,加速时间为1.5s,减速时间为1.2s,匀速时间为4.3s,整个水平输送时间为7s。
考虑便于做备件,减速机延用R97系列。初步选定的电机型号为R97DRE180M4BE20/HF/TF,其电机功率为15KW,减速比为12.39,输出转速为118 r/min,输出额定扭矩为1210N.m。齿轮分度圆半径为0.1m,电机与齿轮的传动比为1:1,工位节距为5.5m,输出的同步速度为1.23m/s,按照使用频率为45HZ计算,输送线台车滑板高速运行速度为1.11m/s,全程高速运行需要的时间为5s。加速时间t1为1s,加速距离为0.8m,减速时间为0.8s,减速距离为0.6m,则实际高速运行需要的时间为3.7s,整个前进输送时间为5.5s。
通过对现有往复杆输送线进行提速,其运行的时间可以减少至20s。
1.3 利用输送后退的时间进行焊接
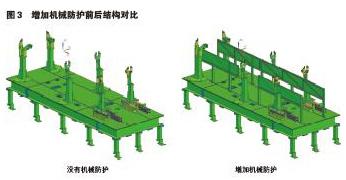
通过增加机械硬防护的方式,利用输送后退的时间进行焊接,可以提高增值时间。确保员工操作不与输送托架扫略区域发生干涉,同时屏蔽控制在该工位返程时间段的光栅检测,输送线后退时可以进行上部车身的焊接、装件及侧框推进等工作,如果在输送线后退时进行夹具关夹及用于工人操作,将会使输送线运行时间减少5.5s,从而使工人操作时间增加5.5s。增加机械防护前后的对比如图3所示。
2 伺服改造
通过采用带绝对值编码器的伺服电机做为输送机构前进后退的驱动力。电机控制方面,伺服电机可以实现无级调速,输送平稳性好,电机噪音小。加减速阶段不需要检测开关检测,控制简单,可保证高速运行的重复定位精度为±0.1 mm。机构的加减速曲线好,输送线受力均衡,降低了设备的故障率。其控制系统如图4所示。
在机械方面,取消到位锁紧机构、减速开关、到位缓冲限位机构,解决了输送台车滑板到位后反弹的问题。同时选用可以为伺服电动机等高速、高精度定位、超精密控制用途开发的金属板簧联轴器,在实现高刚性、高转矩、低惯量、高响应性的同时,还具有弯折方向、阶梯方向、轴向柔软的特性,完全没有背隙,扭转刚性极高,可进行准确的轴旋转和超精密控制。通过金属板簧联轴器连接伺服电机与输送齿轮,实现扭矩传递,同时联轴器起到缓冲、减震作用,拆装方便,提高维修效率。其结构如图5所示。
3 结束语
经过优化设计的往复杆输送线运行周期由原先25S减少至19s,同时充分利用了输送线返程5.5S来焊接,其增值时间增加了11.5S,输送重复定位精度达到±0.01mm。
参考文献:
[1]张志杰.车身车间摆杆式往复输送线的创新设计.制造工程设计,2006,1007-9467(2006)增刊-00106-02.
[2]王丽莉.往返输送重载伺服系统方案分析.汽车制造业,2016,第20期34-37.
