钢制扬克缸在新月型卫生纸机中的应用及其干燥能力的计算
2020-07-18施伟嘉金顺重机江苏有限公司
施伟嘉 金顺重机(江苏)有限公司
1.铸铁烘缸与钢制烘缸的性能差别
传统的扬克缸采用铸铁材料生产,材料牌号为HT300或者ASME-CLASS 60,缸体具有高强度、高导热性、高耐磨性的特性。目前高速卫生纸机所用的铸铁扬克缸的最大直径为5,486mm,缸体厚度通常约为60~90mm。
钢制扬克缸采用中低温压力容器用碳钢板Q345-GB/713或者ASME SA516Gr70,根据直径与幅宽通过单片或两片钢板卷板后经特殊焊接工艺焊接而成。钢板的抗拉强度和抗剪切性能均好于铸铁(见表1),目前投入使用的钢制扬克缸最大直径已经达到6,705mm,幅宽可达5,600mm[1],最高运行车速已达2,000m/min[2]。
钢制缸的表面需进行喷涂高硬度的金属涂层。缸面硬度可达HRC>55。通常涂层的厚度为0.4~0.85mm,喷镀层的寿命一般为5~8年,之后需要再进行喷镀处理。

表1 铸铁与压力容器钢板的数据对比
2.钢制扬克缸的一般参数
新月型卫生纸机纸页出压榨辊的干度约为36%~39%(仅配备真空托辊的情况下),其余约60%左右的水分的蒸发是由纸机烘干部的扬克缸(Yankee Dryer)和气罩(Hood)完成的。此外,扬克缸还起到压榨的配对辊的作用,并且卫生纸的干法起皱也是在扬克缸上完成的。因此,选择了正确的扬克缸,纸机的运行就成功了一半。
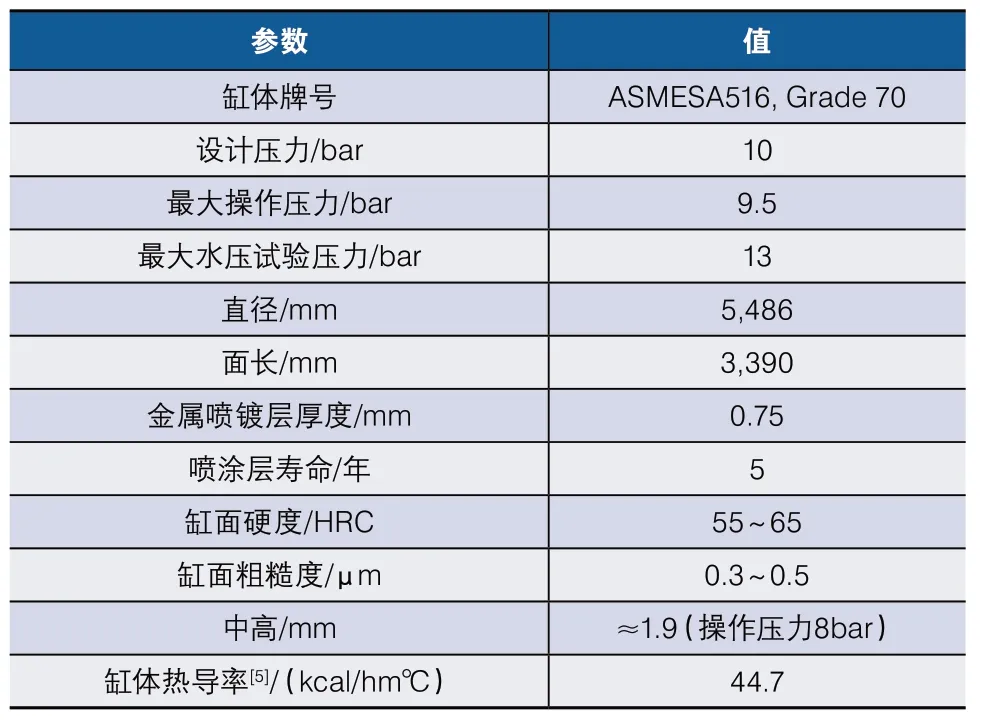
表2 2850mm、1800m/min卫生纸机用钢制扬克缸的一般参数[5]
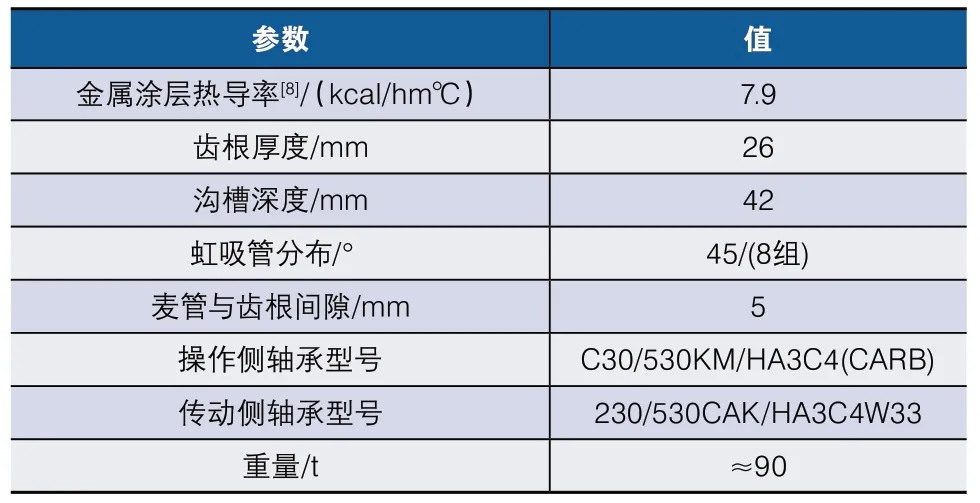
续表
3.钢制扬克缸干燥原理与基础数据
卫生纸在干燥部烘干所需要的热能主要通过热传导、热辐射、热对流的方式传递到纸页上,从而实现水分的蒸发。湿纸页与扬克缸接触后,便开始热传导过程,同时伴随有热辐射的过程,缸体的温度主要与缸内的蒸汽压力有关。当贴附在扬克缸表面的纸页进入热风气罩区域时,便开始了热对流方式为主的烘干过程。所以扬克缸干燥能力的计算同时需考虑气罩(Hood)的作用[6]。

表3 扬克缸内的蒸汽压力对应的蒸汽温度[7]
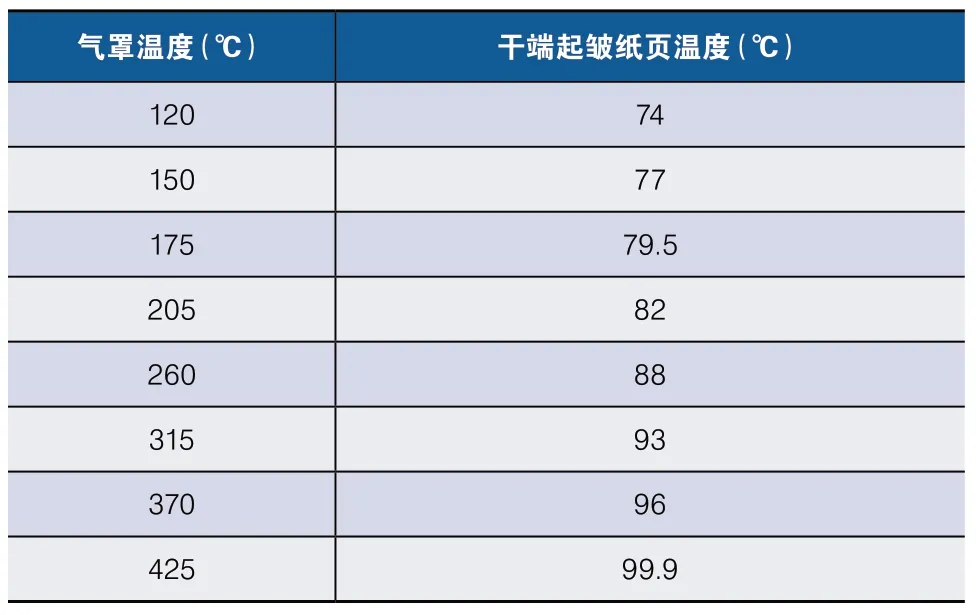
表4 气罩温度与缸面纸页温度的关系[8]
4.案例分析及干燥能力计算
案例:现有幅宽2,850mm卫生纸机,要求运行车速1,800m/min,成纸定量14g/m2,起皱率20%,扬克缸直径5,486mm,蒸汽主管压力10bars,缸内蒸汽压力8bar(表压),使用热泵及蒸汽气罩,气罩热风温度约170℃,气罩包覆角230°。
设定进扬克缸前的干燥度为38%,出扬克缸的干燥度为95%,计算此扬克缸干燥能力能否满足车速要求?
分析:
a)首先需计算出干燥区域单位面积的总蒸发率=扬克缸的蒸发率+气罩蒸发率。气罩的蒸发率只与包角度及蒸汽压力有关,与材料本身影响不大。而扬克缸的蒸发率与蒸汽压力,材料因素,缸壳厚度,喷涂因素等有关,所以需先取得缸壳总的热传导系数再加以计算。

U=缸壳总导热系数[8]
hSH=缸壳到纸页导热系数(没有前段烘缸的情况下使用7325kcal/m2h℃)[8]
hC=蒸汽到缸壳的导热系数(沟纹缸壳:1,342kcal/(m2h℃)[8]
X1=缸壳厚度,在沟纹缸壳中则选用齿根厚度:26mm(见表3)
X2=扬克缸表面喷涂厚度:0.75mm(见表3)
K1=缸壳的热导率(锅炉钢:44.7kcal/mh℃)[5]
K2=缸面喷涂层的热导率:8.9kcal/mh℃。[8]
b)再计算出标准质量(1kg)水蒸发所需要的热能。
h1=hfg+CW(T2-T1)=599.45kcal/kgH2O
蒸发1kg的水所需要的热量。
其中:
hfg=(焓值),标准大气压下水的汽化潜热,在海拔900m以下:539.45kcal/kgH2O。
CW=水的比热:1.0kcal/kg℃
T2=大气压中的水沸点温度:100℃
T1=纸页贴上扬克缸前的温度:40℃
c)再来计算扬克缸表面温度与纸页温度差所对应带走的水量,从而计算出扬克缸的蒸发率。这里我们用到了之前计算的缸壳总的传导系数及标准质量(1kg)水蒸发所需要的热能的数据。

其中:
TST=扬克缸内的饱和蒸汽温度:175.3℃(表压8bar饱和蒸汽温度值,见表5)
TSH=平均扬克缸表面的纸页温度:79.5℃(见表6)
h1=蒸发1kg的水所需要的热量599.45kcal/kgH2O。
d)继续计算气罩中热空气与纸页温度差所带走的对应水量(本案例使用蒸汽气罩不考虑热辐射的做功),从而计算出气罩的蒸发率。

其中:
TA=气罩热空气的温度:170℃(扬克缸使用8bar蒸汽时,常用气罩温度数据)
h3=气罩热空气的导热率约:63.6kcal/(mh℃)[8]
e)再换算成单位面积的气罩蒸发率

其中:
Air Cap Wrap°(气罩包角):230°
SF(气罩计算安全系数):0.9
f)最后是干燥区域总的单位面积蒸发率
ETotal=EYD+EAC2=108.73kgH2O/hm2[8]
g)最终使用质量平衡来计算出此扬克缸及气罩的蒸发能力组合下所能达到的工作车速。

理论干燥产能所对应的工作车速[8]。
其中:
E=总蒸发量:108.73kgH2O/hm2
D=扬克缸直径:5,486 mm
B.W.=扬克缸上纸页定量:11.2g/m2(14g/m2,20%起皱率)
M=干燥区域蒸发系数:(95%/38%)-1=1.5
EFF=运行效率:95%
h)所以,在此条件下干燥能力的计算结果1,860m/min能满足纸机1,800m/min速度下的正常运行。
5.蒸发率与扬克缸的关系
可以发现,扬克缸的直径在整个干燥能力的计算中并没有体现,只是最后计算纸机操作速度能力时有所提及。这说明扬克缸的直径对纸页水分的单位蒸发率的影响不大。但是,总蒸发量的提升是取决于更大的缸径,更大角度与面积的纸页包覆,及更多的气罩覆盖。从而最终增加了总的蒸发量。所以扬克缸直径的变化与车速有着密切的关联,纸机车速越快,则需要直径越大的扬克缸来满足总蒸发量的要求。结合生产选型经验与案例计算,我们可以发现表5中的车速与缸径数据的关系。

表5 卫生纸机车速与推荐扬克缸直径的关系[4]
通过气罩与烘缸蒸发率的对比分析,我们发现气罩起的干燥作用有限,绝大部分均由扬克缸完成。但吹风气罩又影响到卫生纸松厚度的特性。所以,在有某种限制条件下,可以尽量选择大尺寸的扬克缸以达到最佳的蒸发效率。而蒸汽气罩的热风来源大部分是扬克缸排出的冷凝水的二次闪蒸及尾气回收,但各厂条件不一,有的小厂配备燃煤/燃气锅炉,蒸汽成本高、而大厂配备电厂抽背机组,蒸汽的回用效率更高。烘缸的选型也需要根据实际情况来定。
如何取得更好的机台能源效率,在扬克缸选型初期根据目标客户的实际情况就需要多加考虑。
