尼龙66浸胶帘子布表面胶斑的影响因素探讨
2020-07-17刘晓光
仵 晓,刘晓光
(平顶山神马帘子布发展有限公司,河南 平顶山 467200)
尼龙66浸胶帘子布是轮胎的重要骨架材料,在轮胎中主要起承受载荷和保持尺寸稳定性的作用。尼龙66浸胶帘子布和橡胶之间的粘合性能是轮胎保持良好使用性能和较长使用寿命的重要条件。在尼龙66浸胶帘子布生产过程中,产生并附着于浸胶帘子布表面的胶斑不仅影响生产效率(胶斑过多时需停车清扫、返卷修复),还影响浸胶帘子布局部与橡胶的粘合性能。
随着轮胎市场的发展,轮胎企业要求使用的尼龙66浸胶帘子布具有高压延粘合性能[1]、低捻度[2]、大卷装等特性,这些特性要求造成浸胶帘子布生产过程中更容易产生胶斑,而轮胎企业则要求使用的浸胶帘子布表面胶斑应较少。因此,在尼龙66浸胶帘子布生产过程中,现有的胶斑控制方法需要进一步改善,以适应市场的发展。影响尼龙66浸胶帘子布表面胶斑的因素较多,已报道的有关控制胶斑的方法多为工艺调整,包括使用酚醛预聚树脂替代间苯二酚和部分甲醛、使用氨水替代氢氧化钠作催化剂、增加夏季配方中的氨水量、控制浸胶液的最终温度在32~35 ℃、在保障附胶量的条件下降低浸胶液的浓度、干燥区喷嘴喷出的风速不低于15 m/s、增大干燥区的排风量、循环风回风口温度高于125 ℃、控制附胶量在3.5%~6.0%等[3-7]。
尼龙66浸胶帘子布的生产通常使用一浴浸胶机,主要生产工艺流程为浸胶液调配、白坯帘子布的浸胶、干燥、拉伸、热定型、冷却、卷绕[8]。胶斑主要在浸胶和干燥工序产生。作者以使用一浴浸胶机生产1 400 dtex/2 V1尼龙66浸胶帘子布为例,讨论了挤压辊空气弹簧压强、无挤压辊的浸胶区结构、刮布线数量、单/双面吸嘴对胶斑形成的影响,并提出了改进措施。
1 试验
1.1 主要原料
1 400 dtex/2 V1尼龙66白坯布:平顶山神马帘子布发展有限公司产;天然胶乳:质量分数60%,海南天然橡胶产业集团股份有限公司产;丁吡胶乳:牌号VP-15,质量分数40%,江苏亚泰化工有限公司产;间苯二酚:纯度100%,浙江鸿盛化工有限公司产;甲醛:质量分数37%,湖北金源化工股份有限公司产;氢氧化钠:新疆天业(集团)有限公司产;氨水:质量分数20%,叶县源润氨水试剂加工厂产;低纯水:平顶山神马帘子布发展有限公司产;H抽出测试用胶料:自制。
1.2 主要设备及仪器
一浴浸胶机:邯郸宏大化纤机械制;浸胶液调配系统:嘉兴恒成称重设备有限公司制;产品缺陷智能检测系统:武汉市海维鑫科技有限公司制;YT-LH22D型平板硫化机:仪通检测设备科技有限公司制;CMT4103型万能试验机:美特斯工业系统(中国)有限公司制。
1.3 尼龙66 浸胶帘子布的生产
1.3.1 浸胶液的配制
按质量份计浸胶液组分配比为:间苯二酚1.9、甲醛2.3、氢氧化钠0.1、天然胶乳10.2、丁吡胶乳22. 4、氨水2.0、低纯水61.1。在低纯水中加入氢氧化钠、间苯二酚和甲醛水溶液,搅拌状态下反应6 h,继续搅拌并加入天然胶乳、丁吡胶乳和氨水[1],熟化6 h后得到质量分数为16.5%、 pH值为11.2的浸胶液。
1.3.2 白坯帘子布的浸胶处理
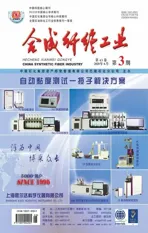
试验分别使用传统一浴浸胶机和改进的一浴浸胶机对白坯帘子布进行浸胶处理。传统一浴浸胶机的浸胶区结构带有挤压辊(见图1),挤压辊主要由3个镀铬辊和2个橡胶辊组成,中间1个辊的位置固定,其余4个辊在空气弹簧的作用下可在垂直方向移动,挤压辊兼具挤压浸胶帘子布和张力架的作用,挤压力的大小由空气弹簧的压强控制,影响浸胶液向帘子线内的渗透能力[9],干燥区的张力取决于挤压辊和第一张力架之间的速度差。改进的一浴浸胶机的浸胶区结构无挤压辊(见图2),增加预张力架替代挤压辊的张力架作用,干燥区的张力取决于预张力辊和第一张力架之间的速度差。
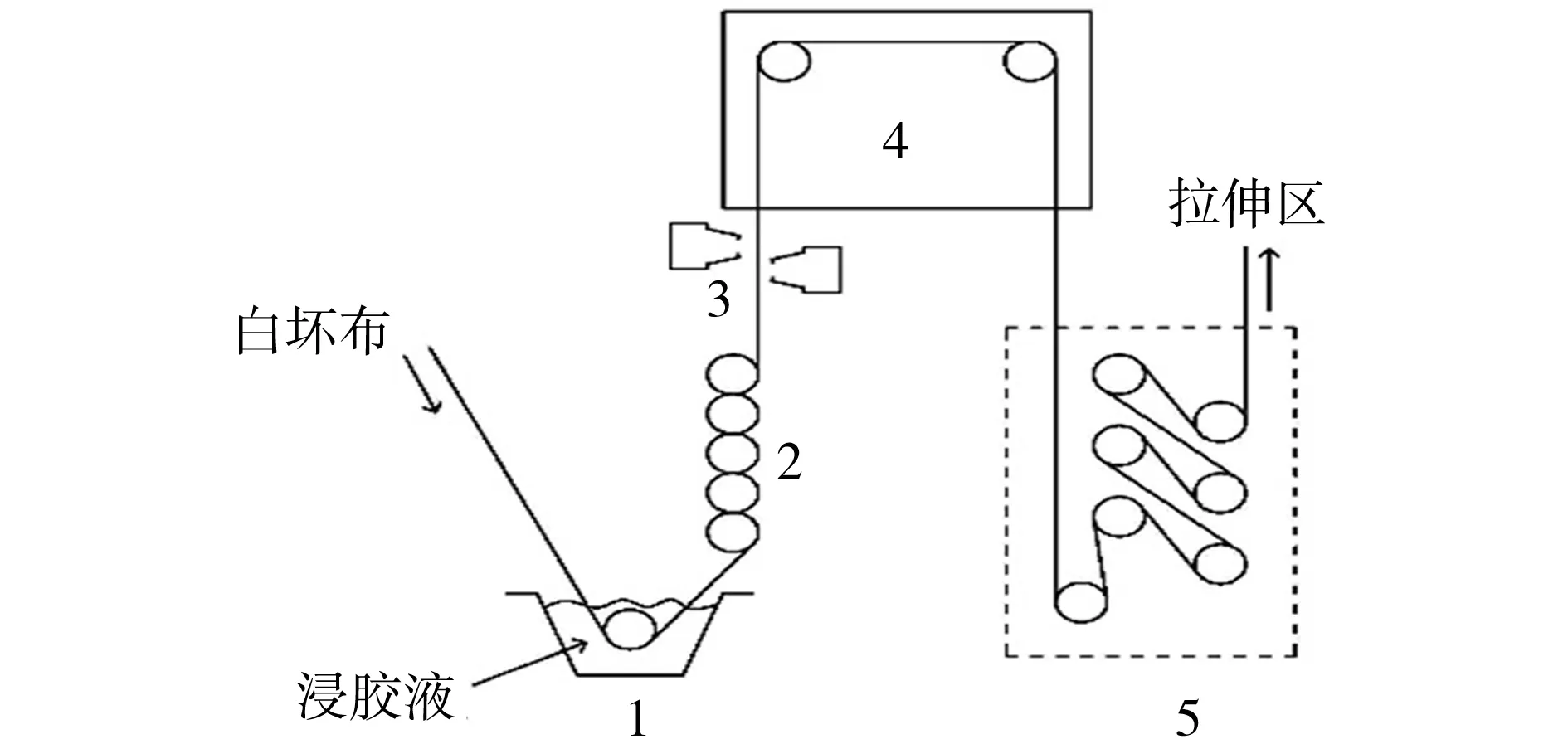
图1 带挤压辊的浸胶区结构Fig.1 Dipping zone structure with extrusion roller1—浸胶槽;2—挤压辊;3—吸嘴;4—干燥区;5—第一张力架
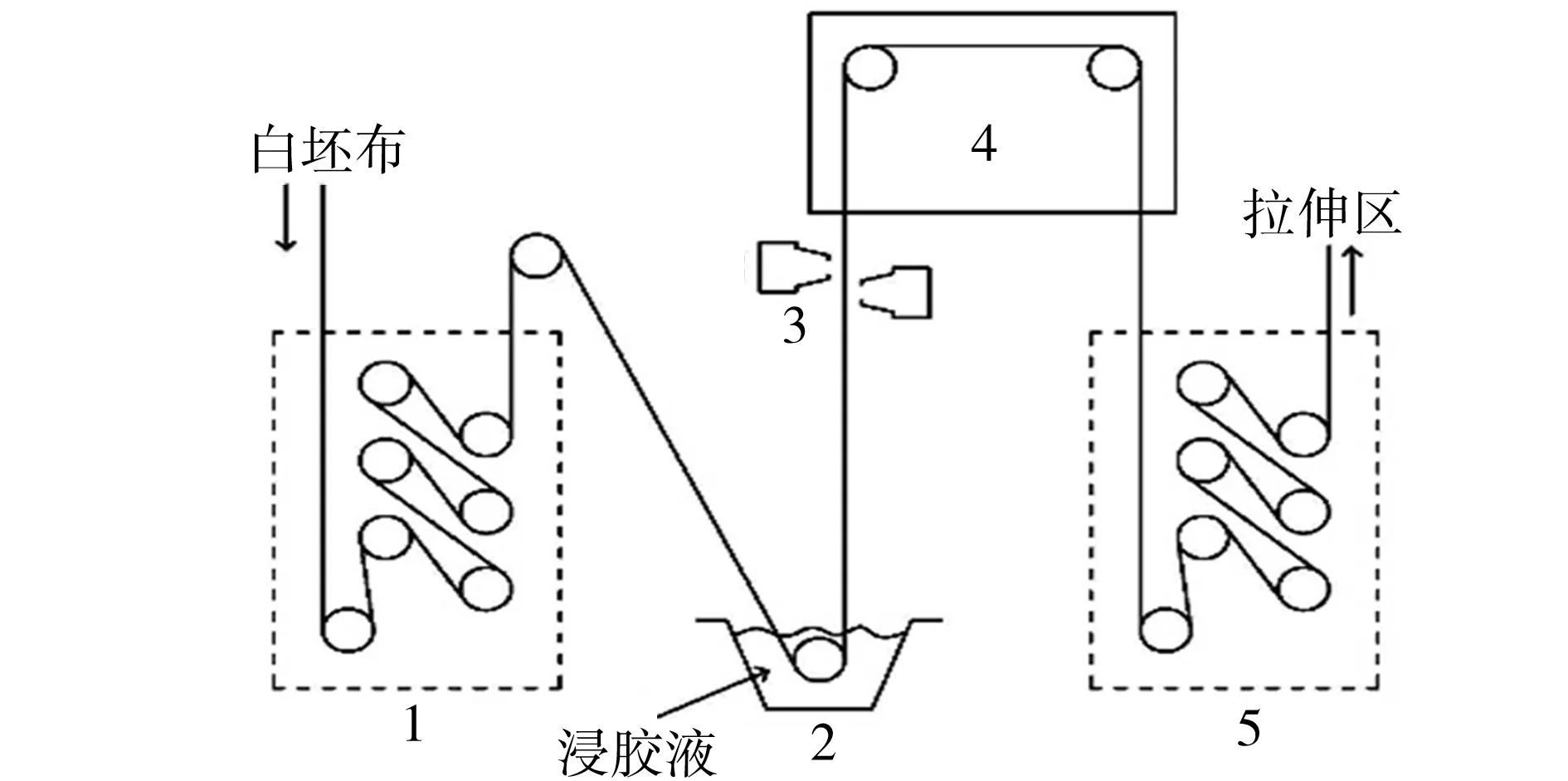
图2 无挤压辊的浸胶区结构Fig.2 Dipping zone structure without extrusion roller1—预张力架;2—浸胶槽;3—吸嘴;4—干燥区;5—第一张力架
另外,试验在图1的挤压辊和吸嘴之间(图2的吸嘴下方)增设了刮布线装置(见图3)。在浸胶帘子布的两面各有3~6根尼龙66帘子线材质的刮布线,刮布线被旋转架绷紧,紧贴在帘子布上与之摩擦,刮去其表面的附着物和浸胶液。浸胶帘子布是连续生产的,前后2卷白坯布需要通过缝纫连接,连接处的大布头的厚度是正常布面的3~6倍。当大布头通过红外探头处时,旋转架带动刮布线旋转,远离布面,以避免大布头对刮布线装置的伤害。当大布头完全通过刮布线装置后,旋转架带动刮布线复位。

图3 刮布线装置示意Fig.3 Schematic diagram of scraping wire device
使用一浴浸胶机生产1 400 dtex/2 V1尼龙66帘子布试样的主要工艺参数见表1。
表1 尼龙66浸胶帘子布的主要生产工艺参数Tab.1 Main production process parameters of nylon 66 dipped cord fabric
在设计试验方案中,挤压辊空气弹簧压强不能为0(当挤压辊空气弹簧压强为0时,因挤压辊对帘子布的摩擦力小,造成干燥区张力只能维持在600 kg以下,且张力波动较大,不能满足一般工艺要求);当挤压辊空气弹簧压强减小或使用无挤压辊的浸胶区结构时,需要通过提高浸胶槽液位、浸胶槽胶液温度(维持浸胶液向帘子线内的渗透的能力);当挤压辊空气弹簧压强减小或使用无挤压辊的浸胶区结构时,需增加吸嘴真空度,抽吸帘子布表面多余的浸胶液,避免浸胶帘子布的附胶量升高;当使用双面吸嘴替代单面吸嘴时,需降低吸嘴真空度(抽吸能力增加,避免浸胶帘子布的附胶量降低)。
1.4 测试方法
千米胶斑面积:根据产品缺陷智能检测系统数据,计算1 000 m浸胶帘子布长度内所有胶斑的面积之和[10]。
粘合性能:浸胶帘子布的粘合性能通常以H抽出来表征。按照GB/T 9101—2017《锦纶66 浸胶帘子布》所述方法测试。
2 结果与讨论
2.1 挤压辊对胶斑的影响
对于1#~6#试样,改变挤压辊空气弹簧压强或使用无挤压辊的浸胶区结构,通过提高浸胶槽液位、浸胶槽胶液温度补偿浸胶液渗透能力的减弱,其余条件相同。由表2可知:减小挤压辊空气弹簧压强,能明显减少帘子布的千米胶斑面积;使用无挤压辊的浸胶区结构,可显著减少帘子布的千米胶斑面积;各试样的粘合性能即H抽出未见明显变化,保持稳定。当挤压辊空气弹簧压强减小时,不仅挤压力减小,而且橡胶辊在接触面的接触面积也减小,浸胶液中胶乳粒子受到挤压而发生胶乳粒子被破坏形成胶斑的几率也随之减小。
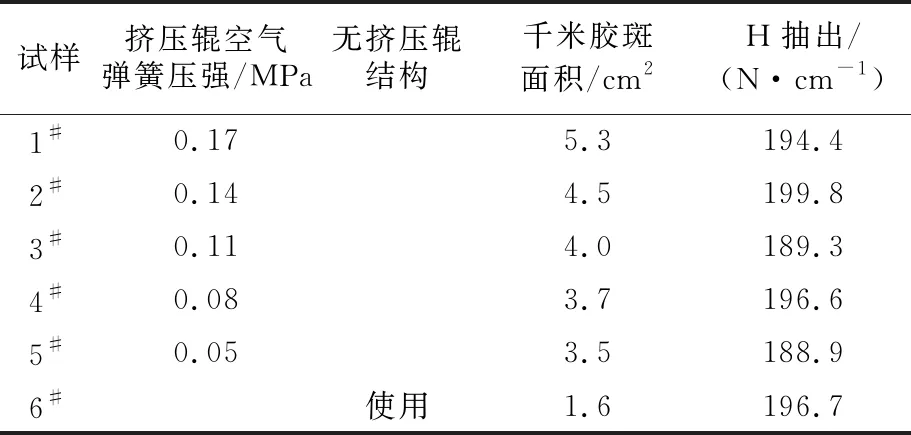
表2 挤压辊空气弹簧压强对浸胶帘子布表面胶斑的影响Tab.2 Effect of air spring pressure of extrusion roller on gum spots on the surface of dipped cord fabric
2.2 刮布线数量对胶斑的影响
对于1#,7#,8#试样,仅有刮布线数量的变化,其余条件相同。由表3可知:使用刮布线,能明显减少帘子布的千米胶斑面积;但随着刮布线数量的增加,边际效应递减;各试样的粘合性能即H抽出未见明显变化,保持稳定。浸胶液因表面水分挥发、挤压、搅拌等原因会形成胶皮,在浸胶过程中,胶皮粘附在帘子布表面,经过刮布线被刮擦下来,避免在高温热处理后形成胶斑。随着刮布线数量的增加,刮布线和帘子布的接触面积增加,胶皮被刮擦下来的几率也随之增加,但由于边际效应递减,刮布线的根数并不是越多越好。生产中,随着刮布线上的胶皮越聚越多,需要及时更换新的刮布线。

表3 刮布线数量对浸胶帘子布表面胶斑的影响Tab.3 Effect of the number of scraping wires on gum spots on the surface of dipped cord fabric
2.3 单/双面吸嘴对胶斑的影响
对于1#,9#试样,仅有单面、双面吸嘴的变化,其余条件相同。由表4可知:1#试样使用单面吸嘴,其千米胶斑面积为5.3 cm2,9#试样使用双面吸嘴,其千米胶斑面积为4.6 cm2,使用双面吸嘴,能明显减少帘子布的千米胶斑面积;2种试样的粘合性能即H抽出未见明显变化,保持稳定。这是因为双面吸嘴可在帘子布两面吸取帘子布表层的多余浸胶液,而多余浸胶液在干燥后会形成胶渣,并重新附着在帘子布的表面形成胶斑。因此,采用双面吸嘴可以减少胶班的产生。
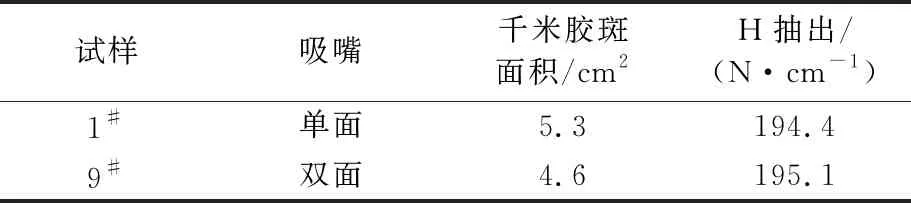
表4 单面及双面吸嘴对浸胶帘子布表面胶斑的影响Tab.4 Effect of single- and double-sided suction nozzles on gum spots on the surface of dipped cord fabric
2.4 综合措施对胶斑的影响
由表5可以看出:对比1#试样,10#试样综合使用了无挤压辊的浸胶区结构、刮布线6根和双面吸嘴的措施,其千米胶斑面积显著减少,仅为0.9 cm2,相比1#试样减少了4.4 cm2;2种试样的粘合性能即H抽出未见明显变化,保持稳定。
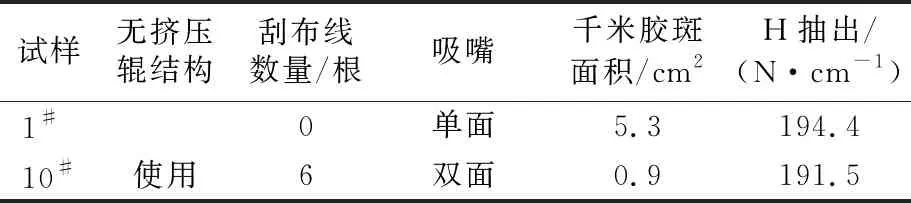
表5 综合措施对浸胶帘子布表面胶斑的影响Tab.5 Effect of comprehensive measures on gum spots on the surface of dipped cord fabric
综上分析,对比1#试样,6#试样使用了无挤压辊的浸胶区结构,千米胶斑面积减少3.7 cm2,8#试样使用6根刮布线,千米胶斑面积减少0.6 cm2,9#试样使用双面吸嘴,千米胶斑面积减少0.7 cm2,10#试样综合采用3种措施,千米胶斑面积减少4.4 cm2。这表明使用无挤压辊的浸胶区结构、刮布线6根和双面吸嘴等措施,均有利于浸胶帘子布千米胶斑面积的减小,3种措施相互关联,综合使用3种措施可显著减小浸胶帘子布的千米胶斑面积。
3 结论
a.使用一浴浸胶机生产尼龙66浸胶帘子布过程中,减小挤压辊空气弹簧压强或使用无挤压辊的浸胶区结构、使用刮布线、使用双面吸嘴替代单面吸嘴,均有利于减少尼龙66浸胶帘子布表面胶斑的产生。
b.当挤压辊空气弹簧压强由0.17 MPa减小至0.05 MPa时,浸胶帘子布千米胶斑面积减小1.8 cm2。当使用无挤压辊的浸胶区结构时,浸胶帘子布千米胶斑面积减小3.7 cm2。使用刮布线数量由0增加至6根时,浸胶帘子布千米胶斑面积减小0.6 cm2。使用双面吸嘴替代单面吸嘴,浸胶帘子布千米胶斑面积减小0.7 cm2。
c.综合使用无挤压辊的浸胶区结构、刮布线6根和双面吸嘴的改进措施,可显著减小浸胶帘子布的千米胶斑面积。相比1#试样,10#试样的千米胶斑面积减小4.4 cm2。