液压扩径成型薄壁金属管件精度控制研究①
2020-07-17赵小健王振东
赵小健 王振东
(核工业理化工程研究院 天津 300180)
为了便于加工,通常先将金属材料的强度降低,待加工成型后再特殊热处理提高其强度。但对于某些用于精密仪器内部的起连接作用的柔性薄壁管件,由于管壁太薄,成型后再热处理致变形较大,故采取了先调质处理,后加工减薄,然后扩径成型的工艺。由于调质处理和机械减薄加工作用,薄壁金属管件的强度升高,延伸率降低,给金属管件的液压扩径成型带来了较大难度,特别是精度控制方面。本文通过分析液压扩径成型40Cr薄壁管件工艺及出现的问题,设计了机械接触控制机构和形位限制模具,从初波控制、外径限制、贴膜成型三方面进行操作,实现了对管件的扩径波高、形状进行有效控制。
1 常规液压扩径成型及存在的问题
相比较机械扩径成型,液压扩径成型具有管坯均匀减薄,成型波高更大的优势。液压扩径成型利用了液体不可压缩原理[1],在专用液压设备上完成成型过程。成型过程如图1所示。
常规液压扩径成型可以获得调质40Cr管件,但管件扩径部位的波纹形状和精度较低,尤其是波高精度虽符合国标GB/T 12777-2008[2]中U型波纹尺寸精度±IT18/2要求,却不能满足测量仪器的实际使用需求。波纹精度低表现在两方面,一是波高精度低;二是波峰呈尖角形状,不是半圆形状。对比试验表明,管坯强度越高,波宽越小,波峰尖角越厉害。为了获得满足高精度要求的管件,需要从波高和波形两方面进行精确控制研究。

图1 常规液压成型流程

图2 挤压前后总弧长相等
2 液压扩径成型工艺的优化
2.1 机械接触控制机构的设计
在液压扩径成型过程中,第三步形成初波是管坯与模具的相对运动至静止的过程。形成初波后,由于管坯受到径向的液压作用,模具与管坯的摩擦力和管坯内部抑制变形的阻力共同作用管坯,使其处于受力均衡状态。第四步中管坯随模具运动,不发生与模具的相对运动,可知初波的总弧长等于最终波纹总弧长。故第三步初波尺寸决定着第四步的弧长,间接影响着波纹的波高和波形,如图2加黑部分所示。而第四步形成波纹时,在弧长一定的情况下,波宽与波高呈反关系。为了同时保证波宽和波高的精度,在模具确定的前提下,必须保证初波的精度。且第四步的模具处于闭合状态,难以检测波纹尺寸。故采取控制初波波高的办法,提高弧长精度,配合模具,间接保证波纹形位参数。
为了有效控制初波波高,设计了一种利用机械接触通电控制液压的机构,如图3所示。使用情况如图4所示。
如图3所示,设计的直流接触通电控制机构包括塑料机体、强力磁铁和金属探针。塑料机体设计为矩形内凹结构,可以与模具外圆周有效接触并限位,保证重复使用精度。强力磁铁过盈压装进安装孔,金属探针设计为圆平端。下模具连接液压控制开关的负极,金属探针连接液压控制开关正极。如图4所示,使用时,强力磁铁非接触吸附在模具外圆周面上,使塑料基体带着金属探针固定在模具外圆周面上,利用台阶限位。开动液压马达,当管坯形成初波至与金属探针接触后,直流电接通,控制开关瞬时闭合,控制液体压力不再升高,实现对初波尺寸的控制。当液体压力稳定后,手动撤走控制机构。
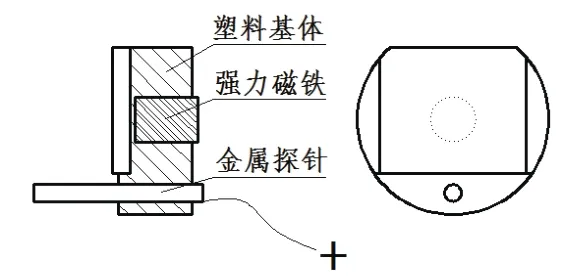
图3 机械接触通电控制机构图
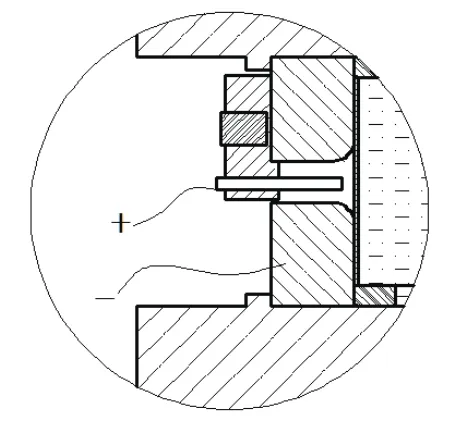
图4 机械接触通电控制机构使用示意图
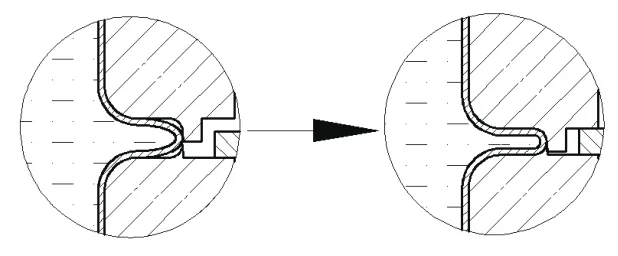
图5 使用非对称圆弧内腔成型示意图
2.2 限位模具的设计
为了有效控制波纹波高和形状,尽可能减小波峰尖角,设计了非对称结构的圆弧内腔模具,通过上下模具先构成封闭内腔,径向约束波纹直径,然后轴向继续挤压管坯,减小波峰尖角,最后瞬间加大液压,使波纹处贴膜成型的办法控制波纹外径和形状。由于先对初波弧长进行了控制,贴膜后,波纹回弹精度也能够得到保证,可以保证波纹的形位参数。
在成型前,需先将上模具圆弧段和直壁段涂薄层润滑油。上下模具接近过程如图5所示。在成型后期,需进行一定时长的保压,通过保压可以显著减小波纹回弹变形,提高成型一致性。
3 试验及结果分析
使用调质处理的直径φ350mm。壁厚0.5mm的40Cr焊接管件进行成型试验,要求波高(7±0.25)mm,波宽3mm。试验调整波高至设计尺寸后,连续成型20件管件。使用轮廓度仪检测波高和波形,波高精度达到了±0.21mm,高于国标精度±0.55mm。波纹形状满足国标GB/T 12777-2008中对U型波纹的形状要求,具有较高的一致性,有效改善了尖角波形应力集中问题。通过使用接触控制机构和形位限制模具,在波纹高度和形状控制方面取得了显著进展。
4 结语
通过对液压成型工艺及装置进行优化,提高了波高精度,改善了波纹形状。可以得出以下结论:
设计了通电控制机构,可以有效控制初波高度,从而控制初波弧长,间接控制波纹弧长。
设计了非对称结构的圆弧内腔模具,有效控制了波高,波高精度达到了±0.21mm;有效解决了波峰尖角问题,改善了波峰应力集中,提高了工件的质量。
