基于视觉的卷烟小包外观检测系统的研究①
2020-07-17肖波刘红升
肖波 刘红升
(吉林烟草工业有限责任公司长春卷烟厂 吉林长春 130031)
烟包视觉检测系统可有效解决目前卷烟企业面临的困扰,该检测系统通过视觉能够有效地检测出散包缺陷,能够检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证透明纸包装过程中的质量。
随着机器视觉技术的进步,针对GD小包散包视觉检测系统,本检测系统采用“相机+PC图像处理软件+激光检测”的检测模式,该模式与以往的系统相比,性能指标和使用方便性、扩展升级能力等方面都有了比较大的提升,能够适应不同用户复杂多变的检测需求,并且实现在线检测,视觉检测的同时,系统增加激光检测用于复检,提高检测的准确性。
系统还能够进行扩展,系统可将小包第六面检测与散包视觉检测进行集成在一起,减少装置的固化。有效地独立地控制各工位,全面地检测出烟包外观的缺陷,发挥较大的优势,实现对小包第六面检测与透明纸检测一体化。
1 系统原理与实现
1.1 检测系统工作原理
首先,利用原机的编码信号进行编码,设置相机拍摄角度,判断烟包到位,判断小包烟位置信息,LED闪光,发送摄像脉冲给相机。工控机通过千兆网口相机,采集当前小包烟的图像。
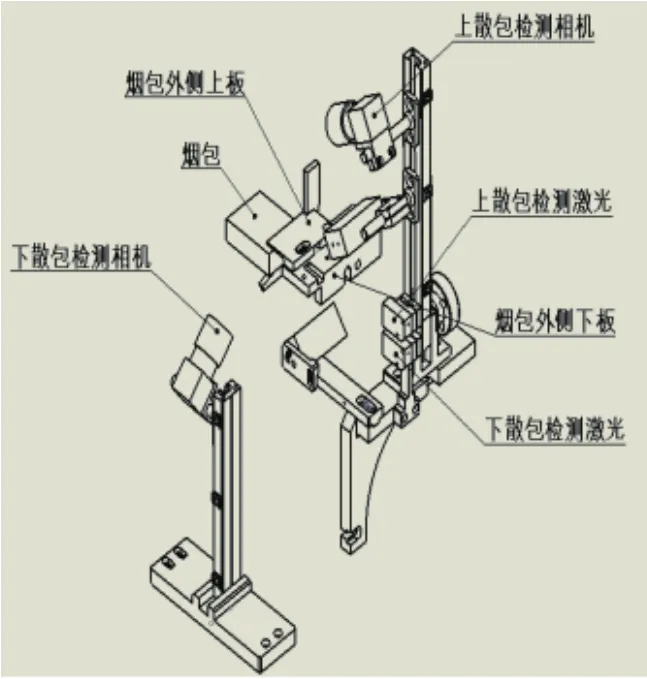
图1 机械结构系统图
然后,检测软件对香烟图像进行识别,并和存储的图像模板相比较,如果图案,颜色,相似度(FIT),图像位置坐标(X ,Y)在设置的公差之内,表示此包香烟外观合格,否则是外观不合格;与此同时,根据原机编码信号,上下激光对烟包散包进行复检,提高对小包透明纸检测精度。信号输入到单片机根据各检测工位同步信号处理输出结果。
最后,工控机给单片机发送好坏信号,单片机根据好坏信号,进行异步控制输入给原机,由原机执行剔除。
1.2 机械整体结构系统
采用分体式设计,相机检测工位分开安装,电控柜按厂方指定位置摆放。整体结构小巧、紧凑、美观,不会改动原机设备结构及程序,安装后与原机联接匹配,不影响设备正常运行,也不影响现有设备相关部件的维护和更换,如图1结构系统图所示。

图2 软件操作界面图

图3 产品现场图
1.3 控制系统
控制系统主要由工控机、I/O控制板、激光传感器等构成。I/O控制板通过RS485与计算机进行通讯,将系统运行数据实时反馈至监控软件,为判定系统稳定性提供参考依据。
检测根据激光传感器进行系统采样,数据实时反馈至监控界面,相机采集图像时间及软件处理时间实时采样,依据数据变化判定系统运行状态。
补充激光传感器检测上下散包,与机械霍尔式检测相比,激光可以实现烟包的全面检测,以及不像机械霍尔式存在抖动问题,影响检测精度。
1.4 软件系统
检测系统对香烟被检测的部位进行图像识别。首先把合格的香烟标准图像存储起来,生产过程中实时检测小包香烟的图像,并和存储的图像相比较。如果相似度(FIT),图像位置坐标(X ,Y)在设置的公差之内,表示此包香烟外观合格,否则是外观不合格。
本系统采用目前成熟的日本FAST和加拿大CORECO算法库,库中包含了大量的图像处理基本函数,可以在这些函数的基础上进行软件设计。系统工作时,相机通过以太网将采集图像传输至检测软件,检测软件通过算法分析实时在线处理,依次进行灰度化、二值化、中值滤波去除噪声干扰,根据设定阈值分割图像,最终通过计算所选区域白色或黑色像素点数目,与设定面积对比,判定此区域是否合格。图2是软件操作界面图。
1.5 实际使用
本检测系统具有完善的独立电控系统,运行可靠、稳定。对该装置的所有基本操作都可以在其人机交互界面进行集中控制操作,具有界面良好、交互性强的特点,视觉成像质量不受生产环境影响、图像信息丰富、直观。
本系统成功应用到实际现场,效果符合烟草系统的检测要求,能很好满足工艺要求。图3为产品现场实物图。
2 结语
随着工业技术,尤其是图像与单片机技术的飞速发展,视觉图像检测系统也有了飞速的发展。本文介绍的基于视觉的卷烟小包外观检测,通过精密设计,成功将视觉与单片技术运用到实际,同时实际检测效果也很优异。
