Effect Analysis of High Strain Rate and Anisotropy on Tension⁃Compression Asymmetry of Aluminum Alloy 7050
2020-07-15,,,
,,,
School of Mechanical Engineering,University of Jinan,Jinan 250022,P.R.China
(Received 27 March 2020;revised 23 April 2020;accepted 24 May 2020)
Abstract: Using the devices of split Hopkinson tension bar(SHTB)and split Hopkinson pressure bar(SHPB),the dynamic tension and compression experiments in three typical forming directions(rolling direction(RD),transverse direction(TD)and normal direction(ND))were carried out at strain rates of 1 000,2 000 and 4 000 s-1,respectively. From the microscopic point of view,the effect of strain rate and anisotropy on tension compression asymmetry of aviation aluminum alloy 7050 was studied by scanning electron microscope(SEM),metallographic microscope and electron backscatter diffraction(EBSD). The results showed that there was obvious asymmetry between tension and compression,especially that the yield strength of the material in tension was higher than that in compression. The asymmetry in the elastic stage of tension-compression was weaker and the asymmetry in the strengthening stage was stronger with the increase of strain rate. At the same strain rate,the changing trend of the flow stress was distinct under different orientations of tension and compression,which was related to the stress direction of the grains. According to EBSD grain orientation analysis and raw material texture pole figure analysis,it was found that the larger the difference in the degree of grain refinement during tension and compression,the larger the macro-flow stress difference.
Key words:aluminum alloy;texture;high strain rate;anisotropy;tension-compression asymmetry
0 Introduction
Aluminum alloy with low density and high spe⁃cific strength is widely used in aerospace,automo⁃bile,ship and other fields to meet the requirements of product performance and lightweight[1-2]. After heat treatment,rolling and other processes,the grain structure of aluminum alloy will produce differ⁃ent degrees of deformation,and the anisotropy of the material will appear[3]. Studies were conducted for the anisotropic characteristics of aluminum alloy.Shen et al.[4]performed quasi-static tensile test on aluminum alloy 2524 along rolling direction(RD),transverse direction(TD) and RD-45° -TD,and found that the change rule of yield strength was RD>45°>TD. Zhang et al.[5]carried out uniaxial tensile tests on aluminum alloy 2024-T3. Their ex⁃perimental results demonstrated that with the in⁃crease of sampling angle from 0° to 90°,the tensile strength of the specimen first decreased and then in⁃creased. The tensile strength at 0° was obviously greater than that at 90°. Du et al.[6]studied the me⁃chanical properties of aluminum alloy 6061-T5 in RD,TD and RD-45°-TD through quasi-static ten⁃sile tests,and it was obtained that the yield stress and plastic flow showed anisotropic characteristics.Chen et al.[7]carried out quasi-static tensile tests on aluminum alloy 7085 at room temperature. It was clear that the mechanical properties of RD were bet⁃ter than those of TD,and its fracture was carried out in a certain direction,which was related to the anisotropic characteristics of the alloy. Zeng et al.[8]performed the mechanical properties of different ori⁃entations(transverse,normal and rolling)by quasistatic compression experiments,and discovered that the grain shape had a significant effect on the aniso⁃tropic characteristics. Wang et al.[9]experimentally investigated the mechanical properties of aluminum alloy 5754O plate in RD,45° and vertical RD direc⁃tions through unidirectional quasi-static tensile tests.Their investigations claimed that the anisotropy law of aluminum alloy would change with the increase of deformation. Wang et al.[10]studied the mechanical properties of aluminum alloy 2297-T87 under RD(L)and long transverse(LT)through quasi-static tensile tests and micro analysis experiments. The re⁃sults indicated that the mechanical properties in dif⁃ferent orientations were different,and the changing trend of strength and plasticity was the same:L>LT,due to the interaction of grain structure and sec⁃ond phase particles. All of the above studies were on the anisotropy of tensile or compression of alumi⁃num alloy under quasi-static condition. The analysis of the anisotropy and tension compression asymme⁃try of aluminum alloy under high strain rate impact and the influence of anisotropy on tension compres⁃sion asymmetry were both rare,which limited the expansion of aluminum alloy in aerospace and other fields.
At present,the research on the tension and compression asymmetry of light alloy was mainly fo⁃cused on titanium alloy Ti-6Al-4V[11-12]and magne⁃sium alloy AZ31[13-15],but seldom on the aluminum alloy. Therefore,in this paper,dynamic tensile and compression tests were carried out for aluminum al⁃loy 7050-T7451 with anisotropic characteristics to study the influence of high strain rate and anisotro⁃pic characteristics on the tension compression asym⁃metry,and to reveal the relationship between the anisotropic characteristics and tension compression asymmetry of aluminum alloy at high strain rate from the micro point of view.
1 Experiments
1.1 Hopkinson impact tensile and compression tests
Aluminum alloy 7050-T7451 plate after stretching and rolling was used for test. The actual composition of the alloy was(mass fraction /%)Zn 5.91,Mg 2.14,Cu 2.01,Zr 0.12,Fe 0.08,Si 0.04,and the rest was Al. Taking specimens along the thickness direction(normal direction,ND),length direction(RD)and width direction(TD),and the directions are shown in Fig.1. Figs.1(a)and(b)show the dimensions of tensile and compression specimens,respectively. The specimen size shall be designed according to the standard.
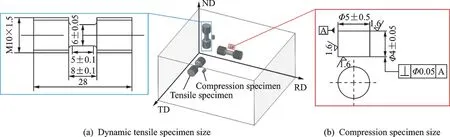
Fig.1 Sampling specimen direction and size
The dynamic tension and compression experi⁃ments were carried out on the split Hopkinson ten⁃sion bar(SHTB)device and the split Hopkinson pressure bar(SHPB)device,both of which were based on the one-dimensional stress wave propaga⁃tion theory[16]. The test temperature was room tem⁃perature. In order to ensure the accuracy of the test data,3 specimens were prepared in each direction.The test was repeated 3 times for each direction and the average value was used. The strain rates were selected in the test as 1 000 ,2 000,and 4 000 s-1,respectively.
1.2 Micro tests
The specimen was inlaid after compression.And then after grinding,polishing,corrosion(the corrosive solution is Keller’s reagent:1 ml HF +2.5 ml HNO3+ 1.5 ml HCL + 95 ml H2O)and drying,the longitudinal section of the compressed specimen was observed under the metallographic mi⁃croscope. After tension,the fracture morphology of the specimen was observed,and the 5 mm thick⁃ness specimen at the fracture was taken along the ax⁃is direction of the specimen before and after tension and compression,and then mechanical polishing was carried out successively. The electrolyte formu⁃la of light and electrolytic polishing was anhydrous ethanol:Perchloric acid was 9∶1,voltage was 20 V,temperature was -30 ℃,current was 0.3 A,time was 200 s. The polished specimens were ana⁃lyzed by electron backscatter diffraction(EBSD)orientation imaging. The setting of measurement pa⁃rameters for EBSD was as follows:the angle be⁃tween the normal direction of the specimen test sur⁃face and the electron beam was 70°;the accelerating voltage was 20 kV;the beam spot size was 5.5;and the working distance was 10—12 mm;large an⁃gle grains were those larger than 15° and small angle grains were those smaller than 15°;and the scan⁃ning step size was 1.5 μm.
2 Results and Discussion
2.1 Analysis of influence of high strain rate on material tension⁃compression asymmetry
Fig.2 shows the engineering stress-strain curves at different strain rates in the same orienta⁃tion. It could be seen that there was less tensioncompression asymmetry in the initial elastic stage.And no matter how the strain rate changed,the elas⁃tic modulus of compression was significantly greater than those of tension.

Fig.2 Engineering stress-strain curves at different strain rates in the same orientation
The trends of stress were significantly different with the increase of strain. The compression stress curves presented no obvious yield platform and showed a steady upward trend,because strain hard⁃ening played a dominant role in compression. Dur⁃ing the stretching process,the stress tended to de⁃crease and presented an obvious yield platform when it reached its maximum due to the weakening of strain hardening effect and the increasing of ther⁃mal softening effect,which was dominant. The strain rate hardening effect of tension-compression was significant with the increase of strain rate,espe⁃cially in the direction of RD. The asymmetry in the elastic stage of tension-compression became weaker and the asymmetry in the strengthening stage be⁃came stronger as the strain rate increased,which in⁃dicated that the strain rate had a significant influence on the tension-compression asymmetry of aluminum alloys. The higher the strain rate was,the greater the fluctuation of the curve during the hardening stage was. The compressive strength in three direc⁃tions was obviously higher than the tensile strength when the strain rate was lower than 4 000 s-1. The compressive strength in direction of ND was greater than the tensile strength, and the compressive strength and tensile strength of TD and RD were close when the strain rate reached 4 000 s-1.
2.2 Analysis of influence of anisotropic charac⁃teristics on material tension⁃compression asymmetry
Fig.3 shows the EBSD polar diagram in three directions before tension. It could be seen that RD was mainly composed of brass texture <211> .The orientation of ND was weak and the texture type was not obvious. TD formed a strong cube tex⁃ture <100> and the texture strength was TD>RD>ND. The strain produced after compression and tension was directly related to the texture strength in this direction[17]. During the deforma⁃tion,the greater the strength of the texture was,the better the plasticity was,and the larger the failure strain was. This was one of the reasons for the anisotropic characteristics. Figs.4(a)—(c)show the engineering stress-strain curves at the same strain rate in different orientations. It was known that the deformations at the end of the elastic stage of the tension-compression curves were different at the same strain rate. The difference became smaller and smaller as the strain rate increased. It showed that the influence of strain rate on the tension com⁃pression asymmetry of aluminum alloy was signifi⁃cant. The anisotropy of tension became more and more obvious,and the difference of compression was smaller with the increase of strain rate. The curve of strengthening stage after tensile test in di⁃rection of RD fluctuated more than that after com⁃pression when the strain rate reached 4 000 s-1. The curve fluctuation of ND direction after tension-com⁃pression had little change with the increase of strain rate. The deformation at the end of the elastic stage of tension-compression of RD and TD basically co⁃incided when the strain rate reached 4 000 s-1. How⁃ever,there was a large difference in the deformation at the end of the tension-compression elasticity stage in ND direction,which indicated that the anisotropic characteristics had a significant influence on the tension-compression asymmetry of aluminum alloy. It could be seen from the figures that the high⁃er the strain rate,the more obvious the material an⁃isotropy and tension-compression asymmetry.
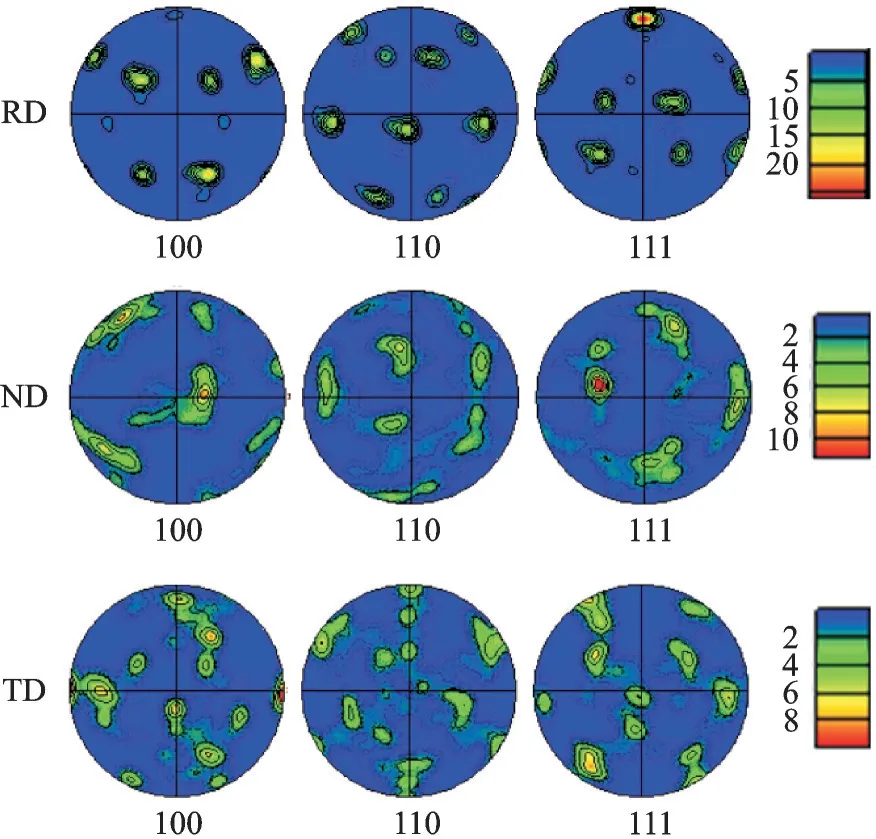
Fig.3 EBSD polar diagram in three directions of aluminum alloy 7050-T7451
Fig.4 shows the difference in mechanical prop⁃erties in the same strain rate and different orienta⁃tions. It could be inferred that there were obvious differences in the micro-failure modes of tensioncompression when the strain rate reached 4 000 s-1.This was also one of the reasons for the tensioncompression asymmetry. Fig.4(e)shows the frac⁃ture morphology after tension in three directions. It could be seen that there were obvious differences in the fracture morphology in different orientations.Dimples were found in all three directions,but its number and size were obviously different. In addi⁃tion,there were coarse second-phase particles in dimples. The weakening of the cohesion between the second-phase particles and the matrix interface led to the fracture of the material during tensile frac⁃ture of material[18]. Combined with the failure strain in Fig.4(c),it was aware of that the more particles in the second phase,the smaller the failure strain.The failure strain trend in the three directions was RD>TD>ND. Fig.4(d)is a metallographic dia⁃gram of the longitudinal section after compression in three directions. The crack after deformation failure and the shear band which was about to undergo de⁃formation failure could be obtained,especially in ND direction. The shear band was formed due to the deformation of the structure when the material was subjected to compressive load. Its sensitivity was ND>RD>TD,and the trend of failure strain was ND> RD>TD. Reflected in the macroscopic performance,the rheological stress was different,and the rheological stress size was ND>RD>TD.

Fig.4 Mechanical properties in different orientations at high strain rate
It should be mentioned that the variation trends of the tension-compression rheological stress were different in different orientations at the same strain rate due to the dislocation slip caused by material stress during tension. The force direction of grains contributed to dislocation slip between grains. The macroscopic rheological stress increased slowly. In the process of compression,grains were squeezed against each other. The direction of the force helped to increase the dislocation slip resistance,and the macroscopic flowed stress increased rapidly.
In summary,the reason for these results was that cracks appeared in the internal structure which led to the local damage occurred during tension. As strain increased, cracks and damage increased.When approaching the limit of resistance to external forces,the material broke instantaneously. Howev⁃er,holes first appeared inside the material when compressed. As the strain increased,the holes were joined together and propagated into cracks. There⁃fore,the tension-compression asymmetry of materi⁃als at high strain rate was due to different forces on micro-grains.
2.3 Microstructure analysis of tension⁃com⁃pression at high strain rate
Based on the above analyses,it was found that the higher the strain rate,the higher the material an⁃isotropy and tensile-compressive asymmetry. There⁃fore,the specimen in 4 000 s-1was selected in this paper for analysis using EBSD grain orientation.Fig.5 shows an EBSD grain orientation image be⁃fore and after tension-compression. It could be seen from the Fig.5 that the original grain orientations were obviously different in different forming direc⁃tions. The reason was that although the specimen was taken from the same material,and the micro⁃structures at different locations of the material after rolling and pretreatment were different. It was also the cause of the anisotropy of aluminum alloys[20].The deformation of the microstructure in Fig.5 un⁃der tensile-compression load was obviously differ⁃ent. As shown in Fig.5(b),the grain after tension was obviously refined and the degrees of refinement was different in different forming directions. In addi⁃tion,the grain refinement degree of RD-ND surface was serious,followed by that of ND-TD surface,and the refinement degree of TD-RD surface was the weakest. This was the same as the change rule of macro tensile strength. From Fig.5(d),it was clear that the grains were obviously refined after compression. The refinement degree was the stron⁃gest in TD-RD,the second in ND-TD and the weakest in RD-ND. This was the same as the change rule of macroscopic rheological stress. The reason for these results was that grain refinement oc⁃curred due to dislocation slip and dynamic recrystal⁃lization during stress. The more grains,the stronger the bonding force between the grain boundaries,and the stronger the resistance to deformation,that is,the flow stress.
It could be realized that the grain refinement de⁃grees of the same forming direction were obviously different due to the different stress conditions through comparing with Figs.4(b1)—(b3) and Figs.4(d1)—(d3). The larger the difference of grain fineness between tension and compression,the larger the rheological stress difference macro⁃scopically.

Fig.5 EBSD grain orientation imaging before and after tension-compression
3 Conclusions
The effects of high strain rate and anisotropy on the tension⁃compression asymmetry of aviation aluminum alloy 7050 were analyzed. The conclu⁃sions were as follows:
(1)The compressive stress curve had no obvi⁃ous yield platform,and showed a steady upward trend with the increase of strain. However,it showed a downward trend and an obvious yield plat⁃form when the tensile stress reached the maximum.The asymmetry in the elastic stage of tension-com⁃pression was weaker and the asymmetry in the strengthening stage was stronger with the increase of strain rate.
(2)There were obvious differences in the mi⁃cro failure modes of tension-compression when the strain rate reached 4 000 s-1. There were dimples in all three directions,but there were obvious differ⁃ences in the number and size of dimples,and the failure strain trend was RD>TD>ND. The sensi⁃tivity of shear plane after compression was ND>RD>TD,that was to say,the trend of failure strain was ND>RD>TD.
(3)There was a significant difference in the microstructure refinement under tensile⁃compressive load when the strain rate was 4 000 s-1. The grain refinement of RD-ND surface was serious in ten⁃sion,the weakest in TD-RD surface,the strongest in compression,and the weakest in RD-ND surface.The bigger the difference of grain refinement degree was,the bigger the difference of rheological stress was.
杂志排行

Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Analysis and Control of Surface Delamination Defects During Milling of Orthogonal Aramid Fiber‑Reinforced Composites Laminates
- Machining of Single‑Crystal Sapphire with Polysaccharide‑Bonded Abrasive Tool
- A Framework for Implementation of Green Manufacturing in Customized Products Manufacturing Enterprises
- Prediction Model for Net Cutting Specific Energy in CNCTurning
- Design and Magnetic Field Uniformity of Giant Magnetostrictive Ultrasonic Transducer for Progressive Sheet Forming
- Machinability Investigation and Optimization of Process Parameters in Cryogenic Assisted Sustainable Turning ofAISI‑L6 Tool Steel