23CrNi3MoA钻头用钢棒的研制
2020-07-15王怡群胡建成
王 文 王怡群 徐 宁 胡建成
(河南中原特钢装备制造有限公司,河南459008)
23CrNi3MoA作为一种低碳高镍铬钼钢,主要应用于钎头、钎尾和钎杆产品的生产。近年来,随着国内基础设施建设工程规模的扩展,对现代高频率、高冲击凿岩设备的需求量也逐年上升,恶劣的凿岩工作环境对配套钎头用钢棒的质量要求也越来越高[1-3]。我公司采用新的工艺流程对23CrNi3MoA钻头用钢棒进行研制,产品不仅满足技术指标要求,同时还降低了生产制造成本。
1 技术要求
1.1 化学成分
化学成分要求见表1。
1.2 低倍
钢棒的横截面酸浸组织试片上不得有目视可见的缩孔、气泡、裂纹、夹杂、白点及分层等缺陷。按GBT 1979—2001检测,合格级别见表2。
1.3 非金属夹杂物
1.4 奥氏体晶粒度
1.5 带状组织
1.6 力学性能

表1 化学成分要求(质量分数,%)Table 1 Chemical composition requirements (mass fraction, %)

表2 低倍组织要求Table 2 Macro-structure requirements

表3 非金属夹杂物要求Table 3 Nonmetallic inclusion requirements

表4 力学性能要求Table 4 Mechanical properties requirements
2 工艺路线选择
根据产品技术要求、钢种特性和工艺技术装备特点,选择试制工艺路线:电弧炉冶炼+炉外精炼+真空脱气+立式连铸圆坯(∅400 mm×5900 mm)+连铸圆坯退火→理化检测→加热→轧制(∅75 mm)→退火→剥皮→无损检测→下料→理化检测→合格入库→交货。
3 生产试制
3.1 冶炼
3.1.1 电弧炉冶炼+炉外精炼+真空脱气
从坯料冶炼开始,贯彻执行降低气体和非金属夹杂物含量、减轻偏析的各种技术措施。采用精选炉料并通过LF+VD冶炼坯料,在冶炼过程中精细操作,熔清后边吹氧边流渣进行脱磷操作,温度≥1580℃取样,控制五害元素,出钢温度≥1630℃,出钢过程中严禁下渣,从而提高钢液纯净度;VD真空除气要求温度1660~1680℃进入真空罐脱气,控制真空度在≤70 Pa下保持时间≥20 min,吹氩软搅拌≥15 min。
3.1.2 立式连铸圆坯
本次试制采用立式圆坯连铸机生产,无弯曲-矫直过程,无铸坯内外弧冷却条件差异,无铸坯内外侧温度差异,无铸造组织和内部应力不均、夹杂物偏聚等问题,生产的原材料成分、组织均匀,不易出现表面裂纹等缺陷。考虑试制产品规格和技术要求,并结合连铸和轧制设备情况,优选∅400 mm连铸圆坯直接轧制的方式生产。
连铸过程严格按中间包烘烤规程进行烘烤,烘烤时间4.5 h~6.0 h,停烤后应立即用氩气管向中间包内充入氩气排除空气;中间包使用无碳覆盖剂及碳化稻壳双层保护;严格控制坯料温度、冷却水流量、拉坯速度,出坯后执行低温退火,退火后将两端飞刺、毛边清理干净,下转轧制工序。
3.2 轧制
本批次产品通过外协轧制生产,轧制工艺路线:加热、除磷、开坯、轧制、下料、坑冷、退火。
3.2.1 加热
该钢种合金元素较高,属于低碳高镍铬钼钢,因此加热采用三段加热法。实际生产采用步进式加热炉,准确控制各阶段温度,避免组织应力、温度应力造成坯料开裂的风险,出炉时保证轧制温度达到1200℃±50℃。
3.2.2 轧制
轧制前采用除鳞机清理连铸坯表面氧化皮,除磷机压力设定≥20 MPa;∅400 mm连铸坯直接进入开坯机,经过5道次开坯,每道次单项变形;开完坯直接进入辊道进行多个不同方向轧制变形,设置孔型尺寸∅76.2 mm(单边预留0.7 mm~1 mm剥皮余量),最终成型坯料;保证终轧温度后,冷床快速步进,保证入坑温度≥400℃。
3.3 退火
该23CrNi3MoA钻头用钢棒合金含量较高,为避免轧制后钢棒硬度过高、影响后续加工,同时调整晶粒和组织,为淬火做好热处理准备,轧制后需进行退火处理,具体热处理曲线如图1所示。
4 产品检验
4.1 连铸坯C偏析
为了掌握连铸圆坯质量情况,连铸圆坯退火后切取试片。从∅400 mm试片边缘起沿直径方向均布13个点钻取试样,用红外碳硫分析仪检测C元素含量,并绘制C偏析曲线,如图2所示。
图2 连铸坯C偏析曲线
Figure 2 Carbon segregation curve of continuous casting slab
通过对C偏析曲线图分析可以看出,C元素含量从边缘到中心基本呈现倒“N”形走势,在大约R2位置处含量最高。C元素含量都在0.218%~0.239%范围内,满足技术要求。
4.2 低倍
选取任意炉号轧制钢棒,切取20 mm厚低倍试片,低倍组织检测结果如表5所示。
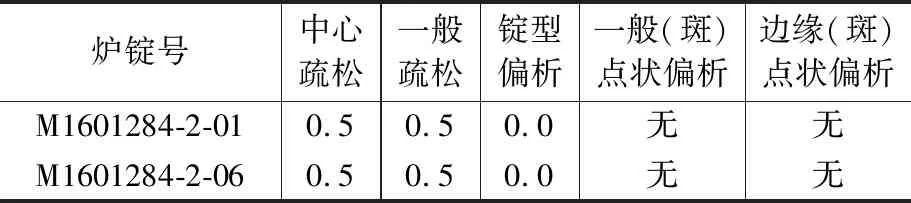
表5 低倍组织检测结果Table 5 Test results of macro-structure
4.3 高倍
在轧制钢棒R2处切取试料,分别进行非金属夹杂物、奥氏体晶粒度、带状组织检测,结果如表6所示。
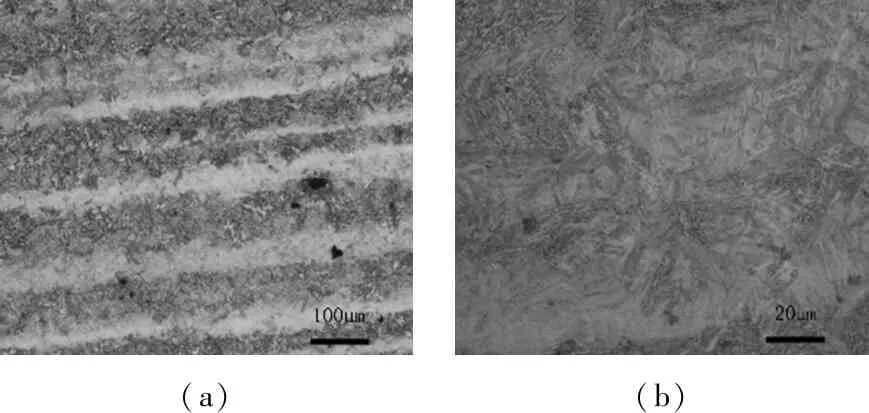
对试样显微组织进行检测,结果如图3所示。

表6 炉号M1601284-2-01的非金属夹杂物、 奥氏体晶粒度、带状组织检测结果Table 6 Test results of nonmetallic inclusions and autstenitic grain size and banded structure of heat No.M1601284-2-01
(a)(b)
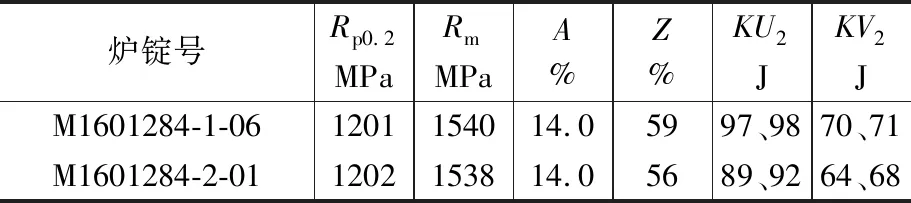
图3 炉号M1601284-2-01的显微组织Figure 3 Metallographic microstructure of heat No. M1601284-2-01
4.4 力学性能
选取任意炉号轧制钢棒,截取力学性能试样,在870~950℃淬火,200℃回火后,按照GBT 228.1—2010、GBT 229—2007检测室温(20℃)拉伸性能和夏比冲击吸收能量,为进行试验对比,夏比冲击吸收能量同时检测“U”型缺口和“V”型缺口试样,结果如表7所示。
5 结论
(1)合理选择原材料,采用电炉冶炼+LF炉外精炼+真空脱气+立式连铸圆坯,并进行退火后可以得到质量合格的连铸坯。
(2)采用连铸坯直接轧制,设计科学的轧制变形工艺参数和采用轧制后退火工艺,预留合适的剥皮余量,保证良好的表面和内部质量。
(3)采用合理的工艺路线、工艺参数设计,生产出满足技术要求的23CrNi3MoA钻头用钢棒,钢材各项指标优异,综合性能良好。
(4)立式连铸圆坯C元素含量从坯料边缘到中心呈现对称倒“N”形走势,坯料的凝固机理和成分控制在后续生产中需要进一步研究和控制。