叶丝主秤流量波动分析与改进
2020-07-10穆金丽
穆金丽

摘 要 叶丝主秤流量波动较大,极差达1682kg/h,流量变异系数5.47%,影响掺配及加香均匀性。通过分析与改进,将叶丝主秤前的皮带机更换成提升喂料机,同时将主丝秤由计量秤改造为控制秤,改进后叶丝主秤流量极差降至80kg/h,变异系数降至0.12%,叶丝主秤流量稳定性得到明显提升。
關键词 叶丝主秤;流量波动;极差;变异系数
在卷烟生产过程中,烟丝掺配的主要任务是将配方叶丝、梗丝、膨胀叶丝、再造烟丝、回收烟丝等按设计要求进行配比和掺兑,混合烟丝各组分。比例掺配是以叶丝秤为基准进行自动跟踪配比,叶丝流量的均匀稳定是保障掺配精度的基础。
1存在问题
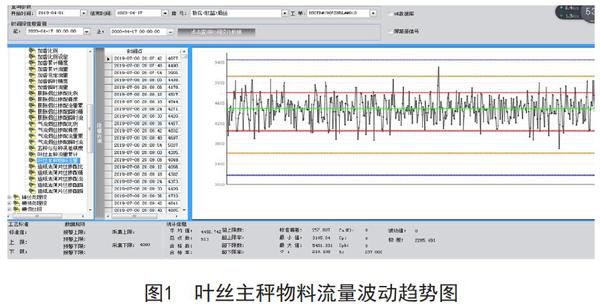
目前使用的叶丝主秤为计量秤,只能称重计量,不能对流量进行控制,叶丝干燥后经过就地风选直接通过皮带机进行输送,物料无缓冲,导致叶丝主秤流量波动较大极差达1682kg/h,变异系数达5.47%,严重影响后续掺配及加香均匀性,不利于产品质量稳定[1]。
2改进措施
2.1 问题分析
结合生产现状及现场调查分析,我们认为造成叶丝主秤流量波动较大的原因主要是:
(1)风选后经皮带机输送。叶丝风选后直接经皮带机进行输送,物料无缓冲,且皮带机长度较短,造成物叶丝主秤物料流量波动较大。
(2)叶丝主秤为计量秤,不能对流量进行控制。叶丝主秤为计量秤,只是对所输送的物料进行累计计量,同时提供流量输出信号,不能对物料流量进行控制,从而造成流量波动较大。
2.2 改进措施
(1)由于喂料机在各工序间主要起到暂存、缓冲和稳定物料流量的作用。为此为了使风选后物料得到缓冲,能够均匀输送,保证流量稳定性,我们将叶丝主秤前的皮带机改为喂料机,同时修改电控程序,增加喂料机控制功能块;添加喂料机监控画面,增加喂料机提升带频率设置输入,使其满足生产需要。
(2)改造主丝秤将其由计量秤改造为控制秤,除具有计量秤的功能外,还可通过与喂料机配合,控制喂料的快慢,使所输送的物料流量保持恒定,以此来稳定物料流量。
3改进效果
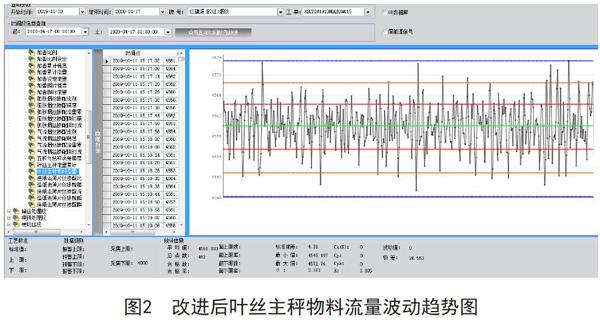
改进措施完成后,通过MES系统查询叶丝主秤物料流量趋势图(图2),其流量极差为26.533kg/h,变异系数0.10%。随机抽取10批次叶丝主秤物料流量极差及变异系数进行统计,由表1可知,其流量极差均值为80kg/h,变异系数均值为0.12%。说明通过更换皮带机为喂料机,改造叶丝主秤为控制秤,有效解决了叶丝主秤流量波动大的问题,保证了后续掺配及加香的均匀性,稳定了产品质量。
参考文献
[1] 范磊,付永民,李少平. 卷烟加工过程中烟丝掺配均匀性影响因素分析及改进[J].烟草科技,2014,(11):22-24,28.
