基于B/S架构的镗刀查询系统的设计与实现
2020-07-10庆安集团有限公司陕西西安710077丁东旭张永红
■ 庆安集团有限公司 (陕西西安 710077) 丁东旭 张永红 梁 锐
1. 模块式镗刀的组成形式
镗刀是一种很常见的孔加工用刀具,一般用于孔的精加工,根据镗刀结构类型主要分为模块式镗刀和整体式镗刀。模块式镗刀是将不同的工具模块互相组合,形成可以满足加工要求的加工模块。一般用于镗孔的模块按其组成主要分为五部分:①刀柄,主要功能是将镗杆与机床主轴相连,刀柄的后端形式主要取决于机床的主轴类型,常用的有BT、JT、GT和HSK等几种刀柄连接方式。②镗头,主要功能是微调镗刀的径向范围。③镗杆或刀夹,安装在镗头上,通过更改不同的镗杆和刀夹型号,可以较大程度地调整镗刀的径向加工范围。④辅助元件(过渡套、延长器等),过渡套主要用于调整接口连接范围,延长器可以用来调节镗刀的加工深度。⑤镗刀片,与镗杆或刀夹相连,是参与切削的主要元件,其材质或涂层选择主要取决于工件材料。
模块式镗刀组成繁多,是模块化刀具中最复杂的工具之一。其使用方便、组配灵活、通用性强等特点,很大程度地降低了生产过程中的刀具成本,所以在实际生产中有着广泛的应用。但由于其结构复杂,给刀具选型带来了不便。另外随着企业精细化管理、工艺要素升级和编码系统的推行,模块式镗刀的选型工作量加大,并且对选型的准确性也提出了更高的要求。
2. 工艺选取过程及需求分析
工艺人员在选型过程中首先要根据设备及工件的一些加工特性(如孔径、孔深、孔底圆角及工件材料等),从刀具样本中选取能够满足加工要求所需镗刀模块的组合,然后在ERP系统中查找各个模块所对应的工具编码。如果选取的镗刀在ERP系统中没有,则需重复上述步骤,最终得到ERP系统中存在并且满足加工要求的模块式镗刀的工具编码,并将所有的编码填写到工艺文件中,流程如图1所示。
由此可以看出,刀具选型主要分为两步,首先从刀具样本中选取刀具,然后在ERP系统中查找其对应的工具编码。以大昭和CK加长镗刀的选型为例说明刀具选型过程(见图2)。工艺人员要根据设备型号、孔的直径、圆角及工件材料等加工特性,选取满足加工要求的强力夹头刀柄、变径套、硬质合金直柄刀杆、精镗头、刀片座和镗刀片等模块元件。在选型过程中,各个模块的接口尺寸、型号确定后再在ERP系统中查找各个模块的工具编码。分析其工艺选取过程,可以将ERP系统中的工具编码与镗刀模块一一对应,然后建立各个模块数据表,最后创建数据查询系统,通过输入工件信息和设备信息获取模块式镗刀工具编码。
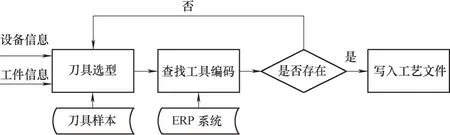
图1 模块式镗刀工艺选取流程
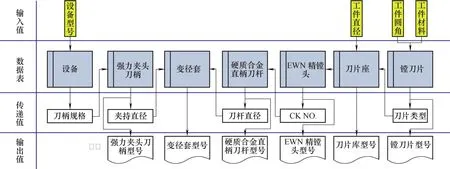
图2 CK加长镗刀选型过程
3. 镗刀查询系统的构建
(1)确定模块式镗刀连接方式 一般模块式精镗刀的连接方式有以下5种。
1)极小径镗刀。其由镗刀柄、镗头、过渡套和整体式镗杆4个模块组成,主要用于加工极小径的孔,一般加工范围为φ1~φ9mm。
2)可转位小径镗刀。与极小径镗刀相比,其刀片是可以更换的,一般加工范围为φ6~φ9mm。
3)螺纹联接的小径镗刀。与可转位小径镗刀相比,其镗杆上用螺纹联接了可以更换的小镗头,通过更换不同规格的镗头可调整镗刀的加工范围,一般加工范围为φ9~φ50mm。
4)刀夹式镗刀。刀夹式镗刀是在镗头上安装刀夹,通过更换刀夹来调整镗刀的加工范围,并且可以通过延长器调整镗刀的加工深度,此类镗刀加工范围大,一般加工直径>20mm的孔。
5)加长镗头。此类镗刀与刀夹式镗刀相比,是在镗头与刀柄之间增加了一个长度较长的硬质合金延长杆,这类镗刀主要用于深孔加工。
这5种模块式镗刀基本上涵盖了所有孔径的加工。不同镗刀的连接方式如图3所示,由12种模块通过不同的组合方式来完成,每个模块之间的连接有其标准的接口形式。基于镗刀模块的标准化接口,可以运用数据库技术构建各个模块的数据表,各个模块数据表包含其型号参数以及接口尺寸,然后通过数据库查询语句传递各表之间的接口参数。
(2)建立模块式镗刀数据表及关系 数据库的结构设计是在系统需求分析和实际数据分析的基础上进行的。系统分析阶段的概念数据建模步骤主要是建立实体-关系(E-R)图。E-R图是数据模型的基础,描述数据对象、属性及其关系。模块式镗刀数据表的E-R图如图4所示,图中定义了各个模块的数据表,包含了各个模块的名称和各种属性,并将各个数据表中的接口属性相连。通过E-R图可以清晰表达模块式镗刀选型的实施过程。
(3)基于Web的镗刀查询系统的实现 镗刀查询系统采用B/S结构,B/S是Brower/Server的缩写,客户机上只需安装一个浏览器(Browser),如Netscape Navigator或Internet Explorer,服务器上安装Oracle、Mysql或SQL Server等数据库。浏览器通过Web Server和数据库进行数据交互。本文中编程语言选用Java,数据库选用MySQL,采用工厂设计模式实现镗刀查询系统的构建。
经需求分析,在镗刀查询系统中输入工件加工特征(包含加工孔直径、圆角和工件材料)和设备信息,然后通过数据库查询语句分别在5种镗刀连接关系中查询满足工艺要求的镗刀,并在显示层显示查询结果。镗刀查询系统构建流程如下。
1)在浏览器获取工艺输入的设备信息和加工信息。
String gongjianzhijing=request.getPa rameter("gongjianzhijing");
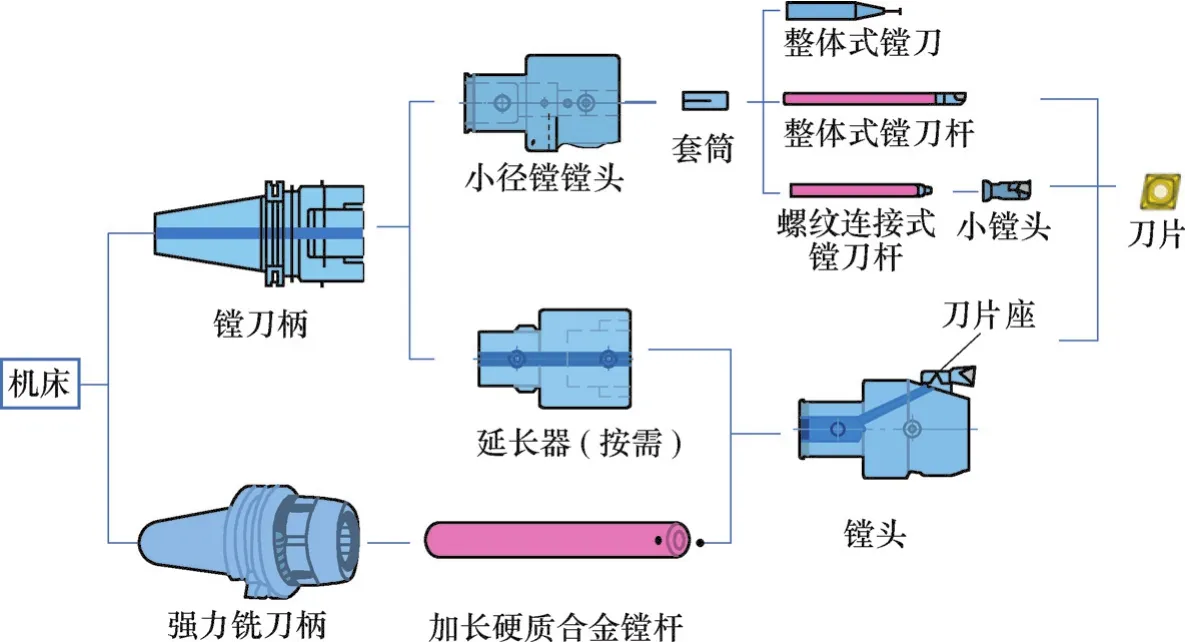
图3 模块式镗刀的连接方式
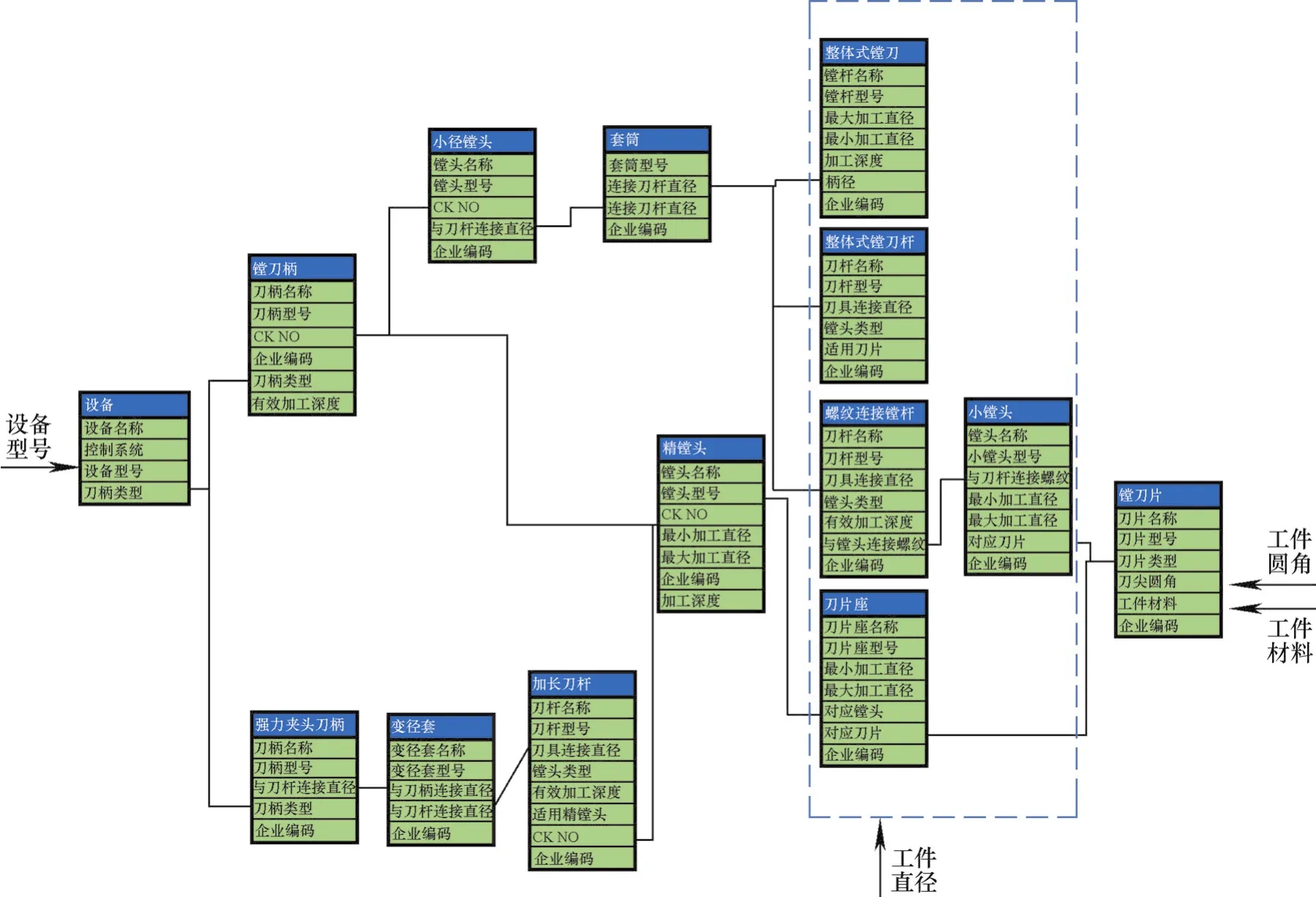
图4 模块式镗刀数据表E-R图
String shendu=request.getParameter("shendu");
2)连接服务器端的MySQL数据库。
Class.forName("com.mysql.jdbc.Driver");
Connection conn=DriverManager.get Connection("jdbc:mysq l://localhost:3306/tangdaochaxun","ro ot","******");
Statement stmt=conn.createStatement();
3)执行SQL查询语句创建查询。
Result Setrs=stmt.executeQuery(sql);
4)通过浏览器输出查询结果。其中数据库查询方式采用等值内连接后的条件查询,其方式是将模块式镗刀中各个模块的接口属性通过等值的关系连接起来,然后将加工特性和设备信息作为条件进行查询,以下为刀夹式镗刀的查询语句。
SELECT sb. shebeixinghao AS A,tdb. daobingxinghao AS B,tdb. qiyebianma AS C, ewnjtt. ttxinghao AS D, ewnjtt.qiyebianma AS E, dpz. xinghao AS F, dpz.qiyebianma AS G, ewndp. daopianxinghao AS H, ewndp. qiyebianma AS I, tdb.youxiaojiagongshendu AS J
FROM sb INNER JOIN tdb ON sb. daobingleixing = tdb.daobingleixing INNER JOIN ewnjtt ON tdb. ckno =ewnjtt.tt_ckno INNER JOIN dpz ON ewnjtt.ttxinghao = dpz. Duiyingtangtou
INNER JOIN ewndp ON dpz.duiyingdaopian = ewndp. daopianfenlei
WHERE sb. shebeixinghao = ?AND dpz. zuidajiagongzhijing >= ?AND dpz. zuixiaojiagongzhijing <= ?AND ewndp. daojianbanjing = ? AND ewndp. gongjiancailiao = ? AND tdb.youxiaojiagongshendu >= ?;
4. 镗刀查询系统在工艺设计中的应用
使用镗刀查询系统之后,工艺人员在选取镗刀时无需再重复使用样本查找型号,通过ERP系统查找工具编码,只需将加工特性输入到镗刀查询系统中,获取满足加工要求的模块式镗刀,并将工具编码填写到CAPP中。例如加工φ28H7的孔,工件材料为7050(铝合金),加工深度为45mm,孔底圆角为R0.4mm,加工设备为DMC60U(立卧转换加工中心),工艺人员在浏览器中打开镗刀查询系统网址,输入所需的加工信息(见图5),在输入工件材料时需按ISO513对工件材料进行分组(一般分为P、M、N、S和K等)然后进行查询。
通过查询发现螺纹联接式镗刀、刀夹式镗刀以及加长镗刀均有可以满足加工要求的型号。对于上述三种镗刀,由于加长镗刀较长,所以在另外两类镗刀中选择一种,在选取镗刀时工艺人员还需掌握一定的专业知识,镗刀查询系统中查到的是所有能满足加工要求的模块式镗刀,但其中某些镗刀并非最优选择。
最后工艺人员只需将选取的模块式镗刀的型号和工具编码填写到CAPP的数控工艺卡片中(见图6)。

图5 加工信息输入界面

图6 CAPP数控工艺卡片
5. 结语
镗刀查询系统实质是通过知识工程的思想,在工艺设计过程中将标准规范融入到现有工艺设计中,从而在一定程度上减少工艺人员的重复工作,另一方面也有助于企业知识的积累,还可帮助工艺人员快速完成镗刀选型。
