关于真空碳酸钾脱硫工艺高效节能运行模式探究
2020-07-09赵惠冬
赵惠冬
摘要:阐述了真空碳酸钾脱硫工艺的高效节能运行模式,挖掘系統潜在处理能力。
关键词:真空碳酸钾脱硫;碱洗段;高效运行;节省原料
概述:河北峰煤焦化有限公司二期年产200万吨焦炭,配套10.1万Nm?/h化产回收车间,其中脱硫工艺采用焦耐院真空碳酸钾脱硫工艺,脱硫塔上段为2.5%氢氧化钠溶液喷洒,使用32%NaOH。在实际运行中由于前端工艺的影响因素,导致氢氧化钠消耗偏高35t/天。
真空碳酸钾的工艺描述及原理:
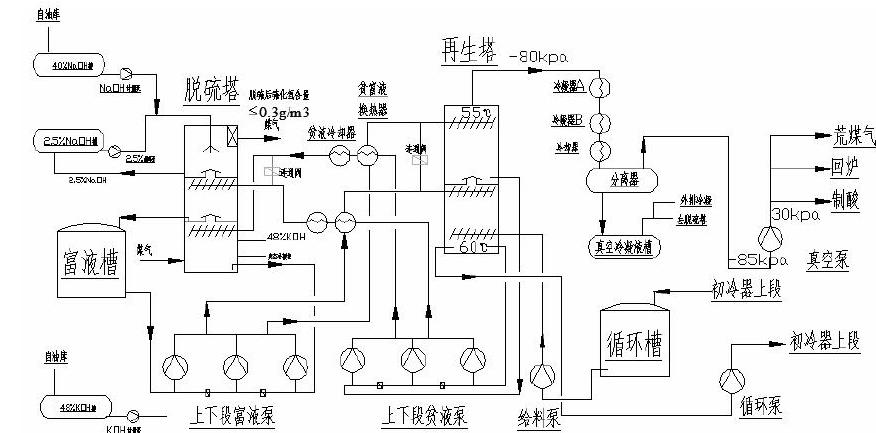
来自洗苯塔后的煤气,经捕雾器将煤气中夹带的洗油雾滴和一些杂质捕集下来后,煤气进入脱硫塔,脱硫塔内设断塔盘,煤气自下而上先与来自再生塔的脱硫贫液(碳酸钾溶液)逆流接触,煤气中的H2S、HCN等酸性气体被吸收,其主要反应为:
2KOH + CO2 → K2CO3 + H2O
H2S + K2CO3 → KHS + KHCO3
HCN + K2CO3 → KCN + KHCO3
CO2 + K2CO3 + H2O → 2KHCO3
然后煤气进入脱硫塔上段,煤气自下而上流经 “碱洗段”,在脱硫塔上段与(NaOH)碱循环液逆流接触,进一步脱除煤气中的H2S,使出脱硫塔煤气中的H2S含量≤0.30g/m3。在此用碱液进一步吸收煤气中的H2S和HCN。
其反应如下:
H2S+2NaOH→Na2S+2 H2O
CO2+2NaOH→Na2CO3+H2O
HCN+NaOH→NaCN+H2O
此段的的循环碱液引出一部分至蒸氨塔,分解固定氨盐。该段所需(NaOH)碱液贮存于(NaOH)碱液槽中,用(NaOH)碱计量泵将其连续送入。用(NaOH)碱液循环泵维持碱液的循环。碱液的稀释用来自蒸氨塔塔底的部分蒸氨废水进行稀释。脱硫后的煤气一部分送回焦炉和粗苯管式炉加热使用,其余送往用户。
吸收了酸性气体的脱硫富液进入富液槽,用富液泵抽出分别与再生塔出来的热贫液换热后,进入再生塔再生,在再生塔内,富液与再生塔底上升的水蒸汽逆流接触,在真空状态下使H2S、HCN等酸性成分从富液解析出来,其反应如下:
KHS + KHCO3→ H2S + K2CO3
KCN + KHCO3→ HCN + K2CO3
2KHCO3 → CO2 + K2CO3 + H2O
再生塔顶出来的酸性气体进冷凝冷却器,除水后,经真空泵将酸性气体送至制酸装置产生硫酸。
用脱硫液循环泵将再生塔底的部分贫液抽出,送往初冷器上部余热回收段,与煤气进行换热。换热后脱硫液自流至脱硫液循环槽,再由脱硫液给料泵抽出,送回再生塔底,通过再生塔底部的闪蒸装置,产生蒸汽,作为再生塔富液再生的热源。
为确保再生塔操作稳定,富液再生所需的热量,设置1台蒸汽再沸器,使用0.4MPa蒸汽作为辅助热源。
再生后的贫液经贫富液换热和冷却器冷却后,进入脱硫塔循环使用。
系统中因副反应而生成的少量KCNS和K4Fe(CN)6盐类,其总量每升应小于15-20克,若超过这个数值则需外排部分贫液到冷凝。
改造前运行情况:
真空碳酸钾运行不稳定问题普遍存在,该系统对前端工艺处理要求高,硫铵工段脱氨效果,终冷后煤气温度,洗苯工段的煤气夹带洗油情况,极大的影响脱硫溶液系统,造成塔后硫化氢指标波动,同时影响后续湿法脱硫处理效果。在当前行业形势不乐观的情况下,对该工艺优化工作迫在眉睫。
优化方案:
2019年公司投入大量人力资源组建攻关团队外出考察对标,寻求该工艺的节能高效运行模式。在经过多次外出对标,并查阅大量参考料结合我单位实际情况制定了以下全面优化后的经济模式,并投入使用。
1、首先消除硫铵工段煤气氨含量高的因素,加强大加酸操作,确保饱和器运行正常。脱硫工段每周至少监测三次真空冷凝液氨氮值,超过400mg/L后,安排集中快速排液20-30t,补充软水(原设计使用除盐水,现改用再沸器蒸汽冷凝液),消除溶液氨中毒的影响。
2、洗脱苯工段增加换热器热洗设施,从蒸氨废水泵后引出废水至终冷塔换热器区域,利用蒸氨废水余热冲洗换热器喷洒液端,每周清洗一台,保证终冷冷洗效果,稳定洗苯塔运行温度,减少带油情况的发生。
3、排查贫富液换热器串漏情况,酸汽冷凝冷却器串漏情况,稳定脱硫液系统。
4、再生装置设计真空泵每小时处理干气500Nm?,2开1备(单台250kw),改为3台全开运行模式,强化负压解析速率。
5、在以上工作全部完成后,使用碳酸钾溶液代替碱洗段2.5%溶液喷洒,从入脱硫塔贫液管道(考虑压力平衡建议从下段开孔引管)引出贫液加入2.5%溶液槽,再通过2.5%溶液循环泵加压送入脱硫塔,碱洗段回流管道关闭,这样碱洗段的脱硫液通过断液盘流入钾段随之去再生解析。由于脱硫溶液吸收更多酸性气体,所以需要加开真空泵配合运行,根据我单位实际运行数据,相比碱洗段运行方式硫化氢仅高出50-80mg/L,脱硫塔后硫化氢指标在300-400mg/L之间,对后续工艺基本无影响,硫铵工段需单独投加氢氧化钠12t/天。
结论:通过一系列改进优化,相对原先运行模式,每天节省氢氧化钠消耗至少20t*800元=16000元,增开真空泵产生电费消耗每天4800kw/h*1.2=5760元,这样每天节省约1万元。达到脱硫节能高效运行模式,取消脱硫塔的碱洗段和部分原料消耗费用。
参考文献:
[1] 张大力,毕振清,真空碳酸钾脱硫工艺的介绍。
[2] 黄邵东,杨稀,祁加利,探析真空碳酸钾法脱硫工艺与操作控制技术。
[3] 郑继龙,水环式真空泵的工作原理说明。
致谢:我公司与山西焦化有限公司对外技术服务部达成技术合作关系,长期进行技术交流,对标学习,丰富了技术经验同时共同探讨创新。
(作者单位:河北峰煤焦化有限公司)
